
Toolpath Verification Optimizes CNC Machining Productivity
One shop estimates that the addition of Vericut software has helped it increase throughput as much as 20-30 percent.

Reko machinist Mike Kearns uses Vericut software to verify that a tool path is free of collisions from cutter to mold and from mold to machine. Images courtesy of Reko International Group Inc.
Mike Kearns stands next to a double door panel mold that features a large amount of precision cut detail that he machined using Vericut.
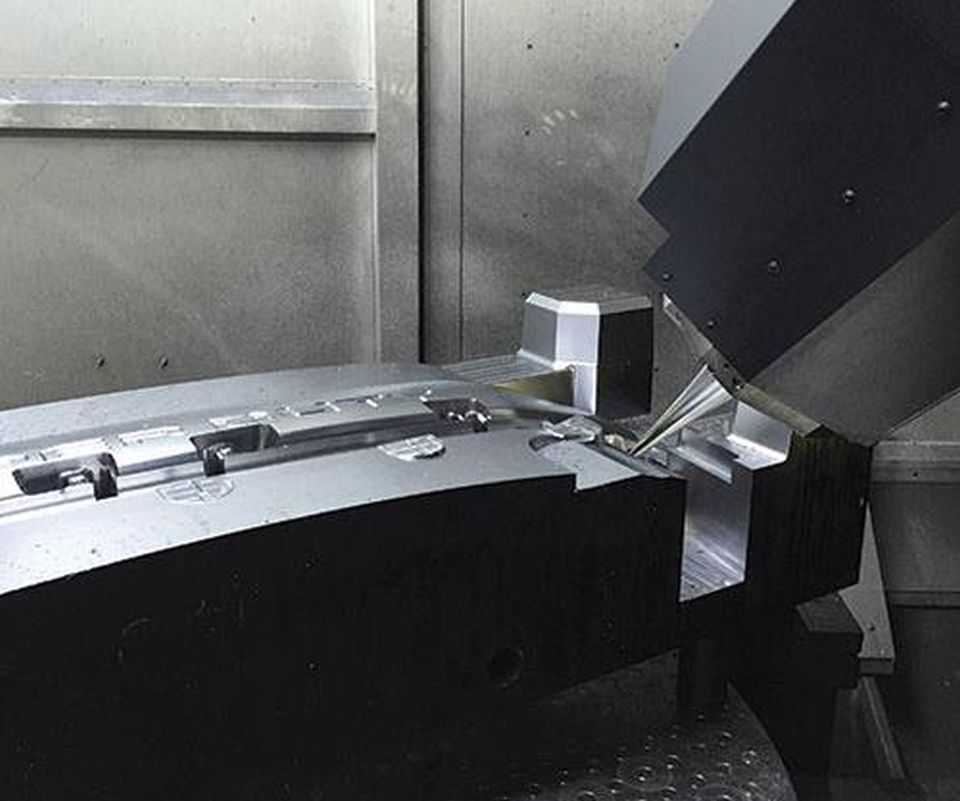
The DMU 210 P five-axis CNC machine goes to work after operator Mike Kearns has verified the tool path using CGTech’s Vericut software.



About a year and a half ago, Reko International Group’s mold division purchased a DMU 210 P from DMG MORI, a very large, very fast five-axis CNC machine with a full, palletized tool-changer, for machining large workpieces. Having made this significant investment in its future productivity, the company wanted to be sure to find the best software to get the machine up and running quickly, and Vericut, an NC verification, optimization and simulation software from CGTech, was the answer.
“Before we used Vericut, we were having issues with tool rubs, collisions, close calls with cutters hitting the workpiece and tooling damage. When we bought the DMU, we decided to look for a better software solution, something that would alleviate or at least radically reduce these issues,” says David Romanello, general manager of the mold division. “These machines are so sensitive and so expensive that you cannot afford to damage them. They are never quite the same afterward.”



Mike Kearns, the Reko machinist who runs the DMU 210 P, says the software’s verification feature is without question a fast and accurate solution for detecting and avoiding expensive mishaps and collisions before any five-axis machining begins. Plus, the ramp-up with Vericut was fast and intuitive. “It’s not over-complicated like some software we’ve used,” he says. “Vericut is very user-friendly and has a nice interface.”
Romanello says the DMG machine is the first on which Reko has successfully run full, five-axis machining—partly due to inferior cutter path quantifiers in past attempts. “Basically, the rule is no Vericut, no five-axis,” he says. “Vericut gives us the comfort of collision checking so that we are able to run the machine as we bought it—full, five-axis, high-speed machining.”
The company is currently working to ramp up all of its 3D-cutting machines using the software, he adds.
Running Wide Open
Based in Lakeshore, Ontario, Canada, Reko International’s mold division builds molds for mostly Class-A automotive interior parts, including interior trim, as well as exterior and under-hood parts. Reko also produces soft compression molds for automotive acoustics. Tool sizes range from 375 to 2,500 tons.
Tooling isn’t cheap, and the downtime that results from having to address problems sets deliveries back. Kearns says Vericut allows him to run his machine “wide open,” at maximum feed rates of 1,600 inches per minute, without hesitation. “Before Vericut, I could not run the machine at full capacity, and that wasted a lot of time. The toolpath verification feature makes all the difference.”
Romanello agrees: “Without that verification, it was like the operator was blind and so he ran the CNC with extreme caution. Even with Mike’s abilities as a machinist, we would never consider running this machine lights out without Vericut. Now, Mike can go home and have that peace of mind knowing he won’t walk in the next day and face any disasters.”
The software’s verification feature also enables the operator to maximize cutting time while at the same time maximizing the feed rate. “If we had an eight-hour machining program set up and we did not have Vericut, that program could run 30 to 40 percent over the verified program, causing us to continually turn down the feed rates to avoid collision,” Romanello explains. “Verification spares us from having to have either a night shift operator or the machine sitting idle, wasting an extreme amount of time and money, and we can run the program at the optimum feed rate for the full eight hours and avoid any overrun.”
Romanello describes the Vericut process for checking collisions: Machine tool data, including the cutters that will be used in a particular project, are loaded into the software. (Vericut includes an option to save a cutter library so there’s no need to reload cutters with every project. Adjustments to cutter lengths and holders can be made directly in the software without reloading them.) Once the cutter data is set, cutter paths are subsequently loaded and verified. The software is designed to read the program code and show how the machine would react. It will issue an alert if a programmed path is going to hit a limit in any axis, or if any collisions will occur with the tool or holder. Romanello says the most important benefit is detecting collisions between the spindle head and the cutting path, or between the cutting path and any of the ways, or guides, when the table or head is rotating or tipping.
Verifying Savings
Romanello and Kearns offer three examples of instances where they say using Vericut was the difference between costly downtime and fast, efficient, profit-generating machine tool production:
1. During verification of a plastic injection mold for an automotive instrument panel, the software detected collisions on eight tool paths. According to Romanello and Kearns, just one of the collisions would have caused considerable damage to the machine and tooling, and it would have required full process welding on the Class-A mold surface. They estimate that total cost to the company, excluding machine repair, would have been about $32,000.
2. The software detected collisions on three tool paths for an automotive door panel mold, one of which would have happened over a long weekend, shutting the machine down for an estimated time of 52 hours.
3. A total of 12 possible collisions were detected on a mold for an aftermarket bug deflector that was larger than the DMU 210 P’s table envelope. The five-axis table spin predicted collision with the machine column and catastrophic damage to the machine. The repairs that would have been required were estimated to be in the tens of thousands of dollars, and, according to Romanello and Kearns the machine would not have performed as before.
“Before Vericut was introduced to Reko, we were using a far less superior toolpath-check software,” Romanello says. “It was not as reliable and put us in situations that forced reduced optimization. We were discouraged, to say the least. Once Vericut was put into use, we found our optimization increase tenfold, almost a 100-percent reduction on errors, and it provided complete peace of mind for operators and managers alike.”
Romanello estimates that Reko has experienced an increase in throughput of 20 to 30 percent since adding the software. The company also is learning more about toolpath generation, including how to optimize and control air time to keep the machine tool in the steel. “That will lead us to ultimate machine tool utilization,” Romanello says.
















Related Content

True Five-Axis Machine Yields More Throughput, Greater Productivity
CDM Tool & Mfg. Co. LLC increased shop capacity thanks to a versatile high-speed/high-accuracy five-axis Fooke mill capable of cutting very large workpieces quickly and accurately with fewer setups.
Read More
Precision Welding Services Offer Rapid Turnaround Mold Repair and Reduced Molder Downtime
X-Cell Tool & Mold relies on outsourced, high-quality welding repairs from Lewis-Bawol Welding to ensure its customers' molds are back in production quickly and affordably.
Read More
The In's and Out's of Ballbar Calibration
This machine tool diagnostic device allows the detection of errors noticeable only while machine tools are in motion.
Read More
Advances in P20 Steel Potentially Eliminates Need for Stress Relieving After Rough Cutting
Omega Tool Corp. compares conventional, new P20 grades side by side in production fascia tools, finds no downside.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More