
The Intersection of Laser Sintering and EDM
For this moldmaker, wire EDM helps streamline production of inserts that are “grown” with cooling lines already inside.

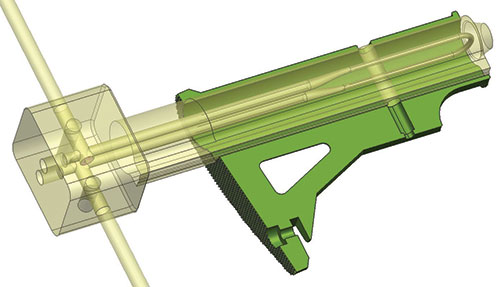
An example of conformal cooling channels. This particular insert, used in the production of rifle stocks, once functioned as a slide, but warping caused by excessive temperatures often resulted in an unusable product. Using DMLS to create this component with conformal cooling channels instead reduces cycle time and provides a more consistent part. The addition of EDM capability makes production of such parts even more efficient. Images courtesy of Linear Mold & Engineering.

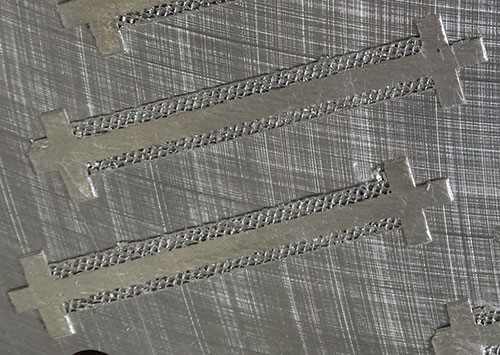
Separating DMLS parts from support plates with a bandsaw left remnants of the honeycomb-like support structure, visible here, that had to be manually removed later.

Although this particular setup involves only one plate of DMLS parts, the machine can accommodate as many as five—a key benefit for lights-out operation.

The MV2400-S is Linear’s first wire EDM machine. Plans are already in the works to install additional machines, both to further support the DMLS equipment and to insource wire cutting work required for other applications.



Additive manufacturing technology is arguably still in its infancy for end-use parts, but that hasn’t stopped Linear Mold & Engineering. For almost a decade, this plastic injection mold manufacturer has been creating intricate internal cooling lines by essentially building inserts from the ground up on direct metal laser sintering (DMLS) machines. Snaking along the contours of cavities and cores, these conformal cooling channels ensure a consistent temperature throughout the molding cycle to speed production, improve part quality and reduce costs.
Until recently, however, the company’s production of conformal-cooled inserts faced significant limits to efficiency. Unlocking the full potential of its DMLS equipment required adding a complementary process; one that is similarly renowned for creating geometry that’s virtually impossible to produce otherwise. In this case, however, the shop is leveraging the exacting precision of wire EDM for a relatively basic supporting role: removing inserts from base plates and finish-machining them to size.



Employing EDM for this work—specifically, a Mitsubishi MV2400-S machine from MC Machinery Systems (Wood Dale, Illinois)—eliminates the need for sawing, manual grinding and milling operations, says Lou Young, director of new business development in tooling and manufacturing. That, in turn, boosts efficiency throughout the shop by freeing operators and machines alike for more value-added tasks. Other benefits include faster DMLS cycles and tighter tolerances.
A Lucrative Market
Linear Mold & Engineering invested in its first DMLS machines in 2005, two years after its founding in Livonia, Michigan, as a provider of rapid tooling for the automotive industry. These systems employ fiber optic lasers to melt powdered metal in successive layers, which are based on slices of the part’s cross-section taken directly from a 3D CAD model. The equipment resides at the 23,000-square-foot general machining division, where most of its time continues to be occupied by functional prototypes for aerospace and medical industry customers. Before long, however, the company had also applied DMLS to produce conformal-cooled inserts for the tooling that constitutes 85 percent of overall business: relatively low-volume plastic injection molds manufactured (and often run on in-house presses) at a separate 21,000-square-foot facility.
Yet, the most promising growth area for this technology has nothing to do with either the company's own tooling or metal 3D-printed prototypes. Increasingly, other mold manufacturers are leveraging Linear’s capabilities and expertise to help their own customers reap the rewards of conformal cooling. These shops account for much of the reason why sales of inserts with conformal cooling channels have increased by about 20 percent annually for the past two years, a growth rate that surpasses any other additive work, Young says.
During that same time period, the company has more than doubled its laser sintering capacity by investing in four additional systems. The new additions bring the grand total to seven machines: four M270s and two M280s, all from EOS of North America (Novi, Michigan), and one SLM 280, a selective laser melting machine from SLM Solutions (Novi, Michigan). The shop also plans to install two more machines this year, Young says.
A Complementary Process
Although this additional equipment has helped keep up with demand, the increasing volume of conformal-cooled insert work brought process inefficiencies into sharper focus, Young says. The DMLS process builds parts layer by layer on support plates that must be removed afterward. A bandsaw proved sufficient to cut the plates away quickly and easily, but not cleanly. Removing all remnants of the honeycomb-like support structure left by that operation required going over the part surface with a handheld grinder. Afterwards, parts required operations on a toolroom mill or three-axis VMC to finish-machine that newly exposed surface. Inserts with curved or intricate profile shapes required yet another machining setup to ensure proper fit within the mold.
As the workload increased, the delays and scheduling difficulties caused by these additional steps became ever more difficult to manage. About eight months ago, the company responded with the installation of the MV2400-S, its first wire EDM. Young sums up the benefits of the new addition as follows:
Consolidated operations. Unlike the bandsaw, the EDM is precise enough to remove all of the support structure and finish the part surface underneath with a single pass. When necessary, it also handles profiling operations on the sides of inserts prior to removing them from the plate.
Using the EDM for these operations eliminates the need to wait for a saw or milling machine that might already be occupied. Job scheduling is also easier because the time these machines otherwise would have spent on inserts can be dedicated to other work, Young adds. The case is the same for shop personnel, who can now concern themselves with tasks like polishing rather than running a bandsaw or time-consuming manual grinding.
Consolidated setups. One advantage of DMLS is that the machines can build multiple components on a single support plate. Thanks to the addition of wire EDM, the shop is realizing similar benefits further downstream. Whereas a bandsaw or VMC accommodates only a one support plate at a time, the MV2400-S accommodates five, Young says. Thus, the EDM not only consolidates profiling and cut-off on a single machine, but also performs five times as many of these operations per setup than either of the previous processes.
Faster cycles. Previously, the DMLS machines were programmed to leave approximately 5 mm of extra support stock so the bandsaw could separate inserts from the plate without damaging them. In contrast, the 0.012-inch wire employed by the EDM requires only 2 mm of stock. The resulting ability to build parts closer to the plate makes DMLS cycles approximately 10 to 15 percent faster.
Tighter tolerances. With a VMC, the shop could achieve tolerances of ± 0.0005 inch when profiling the sides of more complex inserts. In contrast, the MV2400-S achieves tolerances of ± 0.002 inch. Young says this precision minimizes the spotting and fitting work needed for a snug fit within cavity and core plate pockets.
Certain features make the MV2400-S particularly well-suited for this work. Compared to other models the company tested, it cut faster, and the wire broke less frequently when it encountered pockets of powdered material left inside open areas of DMLS-built parts, says Mike Misener, general manager. He attributes the latter benefit to a combination of the machine’s flushing capability, which pushes the powder out of the cutting zone, as well as its power supply. When the wire did break, the automatic threader proved particularly reliable, he adds.
Looking Ahead
Features like that will offer benefits beyond the manufacture of conformal cooling inserts. Historically, Linear has subcontracted out wire-cutting work needed for more traditional applications. Bringing this work in-house should provide new efficiencies because the company will no longer have to worry about another suppliers’ schedule. Still, supporting the DMLS machines was the company’s primary goal when it purchased the EDM. That application is also the primary reason why the shop plans to add at least one more wire EDM in the near future, Young says. After all, the MV2400-S supports the workload of only five of the shop’s seven DMLS systems. He adds that the likelihood of obtaining additional additive capacity—and complementary EDM equipment—is high as long as demand for conformal cooling continues to increase. “That department continues to grow, and the overall company is growing right along with it,” he says.
















Related Content

VIDEO: How can 3D Printed Tooling Improve Injection Mold Venting?
Proper venting is one of a mold builders toughest challenges as molders struggle to keep vents free flowing in production. Learn how to apply 3D printing to mold venting and the benefits of additive venting inserts.
Read More
MoldMaking Technology's Most-Viewed Content 2022: Products
MMT shares the five top-viewed technologies, equipment and services of 2022 in each Engineer, Build, Maintain and Manage tenet based on Google Analytics.
Read More
3D Printing Enables Better Coolant Delivery in Milling Operations
Just like 3D printing enabled conformal cooling channels in molds, additive manufacturing is now being used to optimize coolant delivery in cutting tools.
Read More
A 3D Printing Retrospective
A personal review of the evolution of 3D printing in moldmaking throughout the past 25 years.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More