
Reaching the Next Level of Efficient Machining
Clamping devices can help to achieve fast and efficient mold plate and cavity/core insert changes during machining.

This clamping device features stacked guide pillars that lift up the workpiece during machining, simplifying machining and chip removal. Images courtesy of Hasco GmbH.

Figure 1 - A standard mold base plate is being machined on one side. Installing an eyebolt hole thread allows the plate to be easily moved with a hoist. Standard mold base plates with four leader pins or system holes are available pre-installed from various manufacturers. The guide pillars and inserts use these existing holes to locate the plate to be machined.
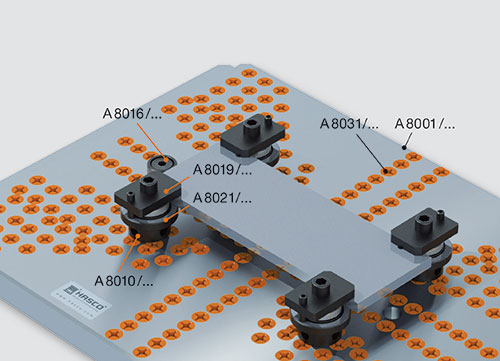
Figure 2 - Clamping devices use a different approach when machining plates, mold base plates or inserts without any pre-machined locating holes. This photo shows locators installed in positions with spacers and clamping plates holding the plate onto the device. The need for additional stop guide locators, such as the one shown at the top end, will keep the plate square to the clamping device base plate.
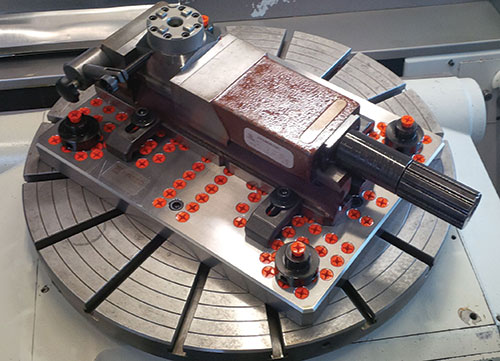
Figure 3 - The base plate of a clamping device can be mounted onto a rotary, movable machine platen and held down in the four outer-most positions through pre-installed locations on the machine platen and the base plate. This creates a larger area for a vice installation in the center of the base plate, as shown here. This also provides options such as a workpiece quick-change system.
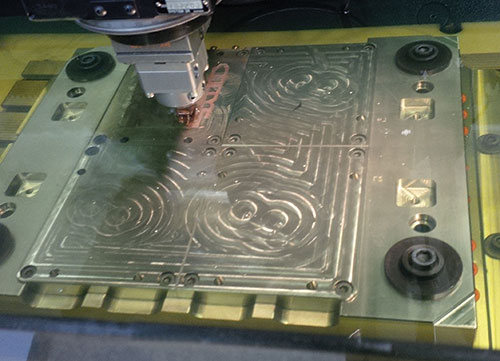
Figure 4 - A conventional EDM can use a standard clamping device, as shown here, to hold a rail system or plate housing onto a base plate where cavity or core inserts are assembled into groups. Multiple burns can then be processed in a sequence, reducing downtime between setups. Setups will only be necessary when changing electrodes. This eliminates the need to install separate inserts between burns.

A quick-change pallet system works well with a clamping device.



About 30 years ago, a manual Bridgeport milling machine and a surface grinder were the best machine options for mold manufacturing, but setup was tedious, time-consuming and oftentimes less than accurate for repeatability. Next came computer numerical control (CNC) machines that opened the door to three-axis and the newest five-axis machining centers. Yet setup was still time-consuming, and time is money.
In order to cut costs and obtain higher profits, shops throughout virtually all manufacturing sectors focused on increasing speed and accuracy. The moldmaking industry did this by making large investments in precise five-axis machining centers. Now it’s time to take this technology investment to the next level and get a faster ROI.



Moving Machining Forward
Five-axis machining centers that are used to machine mold plates and cavity/core inserts are best utilized with a standard clamping device installed directly onto the machine table.
For example, consider this mold base machining scenario: The process begins with you individually setting up each mold plate in a multiple-plate assembly. As you move to the third or fourth plate, someone asks you a question while you are dialing in the initial setup. You are distracted and miss an important number or step. When the plate is finish-machined, you are unaware that something is off. You move on to assembly mode and reach the subject plate, and it does not fit with the rest of the assembly. This results in either a simple correction or scrapping the entire plate.
To avoid this type of situation, you should install and designate a standard clamping device on your machine. This will save time and money by reducing multiple setups and eliminating the risk of future error. Clamping devices are used to create zero-point clamping for problem-free horizontal and vertical machining. They easily ensure that each plate is set to the same location in one (or a few) accurate, precise steps. Installation creates the zero-point accuracy between any workpiece and the base machine.
By placing each plate in the exact same location, accuracy on this certain device is held to 0.0004 inch (10 microns) each time. Whether you are using the same size plate or insert every time or using different size plates between setups, the same clamping device can be used on one machine.
However, a clamping device is not tied to just one machine. It is portable and can easily be installed or removed from machine to machine. You can choose to dedicate a clamping device to a specific machine while having additional clamping devices at each work center to cover all work operations of your manufacturing cells. Clamping devices can be customized to your specific machining needs.
Simplified Setup
Installation of the clamping device is simple. The device base plate is set up onto the machine platen, then an existing zero-point clamping device is created by coordinating the machine with the base plate. No further alignment among any workpiece, clamping base plate or base machine is required after the base plate is set up.
A basic workpiece setup then allows each plate or insert to be installed on guide pillars that have been inserted into the existing system holes in the four corners of the workpiece to be machined (see Figure 1). The guide pillars are tied into precise positioning holes in the clamping device’s base plate, enabling the workpiece’s five visible faces to be machined. To machine the final face (if required), the plate just needs to be flipped.
When system holes are not allowed or required in a plate or insert, the guide pillars become the side setup stops. The plate or insert is then held using additional clamp plates, spacers or rails and placed against a three-point positioning stop guide to ensure proper location of the workpiece (see Figure 2).
The clamping device systems can be installed on any fixed or moveable machine platen (see Figure 3), supplied in a variety of shapes and sizes (for example, square, rectangular or round), and customized to specific machining needs. Applications involving the same setup multiple times throughout the hour, day or week, allows the system to be used to its full potential.
Clamping devices also can be used with virtually any machining process (milling, grinding or EDM, for example), and standard mechanical clamping units or magnetic chuck beds can hold the clamping devices onto the machine platens (see Figure 4).
While the corrosion resistance of stainless steel makes it an ideal material for base plates on clamping devices, it cannot be used on a magnetic chuck. However, a stainless steel base plate with inserts or pins on the machine platen side does allow the use of a magnetic chuck or quick-change pallet systems. Also, other plate materials exist that allow for magnetic mounting. Mechanical clamping using standard power clamps or shoes is ideal for a stainless steel base plate. Smaller base plate systems can be held with standard screws along the clamping rim, whereby the power clamps and screws are tied into the machine platen slots with t-slot inserts.
Several coatings for guide pillars and clamp plate accessories are available to reduce system wear, including diamond-like carbon (DLC) coatings.
Clamping devices also provide quick and thorough cleaning of the work area when changing workpieces. With the workpieces raised and mounted onto guide pillars, chips can be easily cleared prior to installation of the next workpiece. Clean up can even be postponed until the end of a project. Pre-mounted sealing plugs also can be installed in any unused positioning holes of the clamping device’s base plate to prevent clogging from steel chips.
Summary
When clamping devices are installed on a machining center using plates (including the existing setup), users can realize a setup time savings of 25 to 30 percent due to the device’s ease of installation and maintenance, increased repeatability, and error reduction.
Despite the availability of many standard clamping devices, you need not be tied to a specific mold base or insert type or size. Standard clamping devices can be custom-designed and built to your specific manufacturing operation.
















Related Content

How to Protect Soft Base Materials
Choose a suitable mold coating to take the abuse and save your base material.
Read More
Aluminum Plate for High-Temperature Tooling Applications
NPE2024: Ellwood Specialty Metals exhibits its EllCast 2 aluminium plate. Its strength at high temperatures, combined with high thermal fatigue resistance and hardness, makes EllCast 2 ideal for critical applications.
Read More
Coated Grade Inserts for Machining Aluminum Alloys
The WXN15-coated grade inserts introduced by Walter USA can be used for copy milling, face milling, ramping, pocket milling and circular interpolation milling.
Read More
What to Look for in Aluminum Mold Alloys
The importance of strength, anodization, weldability, machinability, flatness and porosity to aluminum injection and thermoform molds.
Read MoreRead Next

CAM Reduces Cycle Time when Machining Mold Bases
Feature recognition, CAM capabilities and machine controller interaction can reduce cycle time when machining mold bases.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More