
Rapid Tooling - Cast Resin and Sprayed Metal Tooling
Indirect tooling methods use the RP process to generate a pattern from which tooling inserts are made. This article describes two such indirect tooling processes - cast resin and sprayed metal tooling.



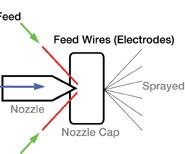
Figure 2

Figure 1

Figure 5
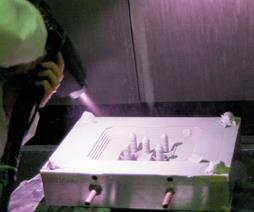
Figure 3
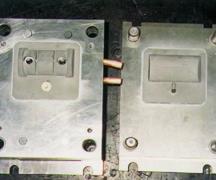
Figure 4
Although great strides have been made in rapid prototyping systems and materials toward producing stronger, more accurate and better surface finish prototypes, there is a great demand for tooling to produce prototypes in the production material and using the production process. Such prototypes are often referred to as technical prototypes. If these technical prototypes are to be produced in short time scales then low-cost, reliable rapid tooling technologies are required.
Two broad classifications of rapid tooling techniques are direct and indirect. Direct approaches use a rapid prototyping-based process to make tooling inserts directly, whereas indirect methods use the RP process to generate a pattern from which the tooling inserts are made. This article describes two such indirect rapid tooling processes - cast resin and sprayed metal tooling. The processes are assessed in terms of their impact on the product development business through cost and time savings.
Indirect Tooling - Cast Resin and Sprayed Metal
Cast resin and sprayed metal tooling have been in existence for more than 20 years but their reliance on the availability of accurate patterns somewhat limited their application. Since rapid prototyping (RP) systems became available, offering fast production of accurate parts that can be used as patterns for tooling, there has been renewed interest in these already well-established technologies. Both techniques, when coupled with RP technologies, can produce prototype tooling for processes such as injection molding, compression molding and blow molding in very short time frames and at very low cost. The low cost can mainly be attributed to the low cost of the materials used to manufacture the tooling. Typically both processes require skilled or semi-skilled labor, so the labor cost may be relatively higher than with other rapid tooling techniques.
Cast resin and sprayed metal tooling can both handle complex split lines well and undercuts can be accommodated by including machined metal inserts. On a like-for-like basis, sprayed metal tools can usually produce a higher quantity of parts than corresponding cast resin tools.



Cast Resin Tooling
Often referred to as aluminium-filled epoxy tooling or composite tooling, cast resin tooling is a process for manufacturing tooling using an epoxy resin as the tool material.
Toolmaking Process (See Figure 1)
The RP model is prepared onto a model board to define the negative of the first half of the tool. This is referred to as the pattern. An aluminium- or ceramic-filled epoxy is then cast onto the pattern directly in a supporting frame. The resin is allowed to cure (from a few hours to more than 36 hours). Further curing at elevated temperatures (up to 150xC) can be used if increased strength is required. The process is repeated for the second half of the mold. When both halves have been cast and cured, the tool can then be split and prepared for molding. Ejectors and runners are typically milled into the tool to ensure total functionality, and the tool support frames are integrated into a mold base for assembly onto the molding machine.
Advantages
The cost is typically less than 40 percent than that of the conventional prototype tooling cost, typical leadtimes lie between two and four weeks and fine detail such as graining or print can easily be reproduced.
Limitations
When molding components with high aspect ratios, machined inserts are often required.
Flash can occur more often than with conventional tooling, leading to increased effort in trimming the moldings.
Packing pressures are typically lower than those used in conventional molds, which can lead to problems with sink marks.
Cycle times are longer than with conventional tooling and range from a minimum of 30 seconds for very thin parts to one to four minutes for products having more than a three-mm wall thickness.
Accuracy is dependent on a multi-step process, including the accuracy limitations of RP systems (0.05 mm at best). For this reason, when predicting the overall accuracy additional shrinkage and deformations have to be taken into account.
Developments
Developments in chemically bonded ceramics, special grades of resins and specific surface coatings will help to further enhance the capabilities of cast resin tooling. Also, a great deal of research is being done regarding how the properties of the parts produced from such tools vary from conventional tooling. This research is primarily targeted at the relatively low thermal conductivity of the cast resin tooling materials.
Sprayed Metal Tooling
In general terms, metal spraying is a phrase used to describe a three-part process for depositing metal onto a substrate. An energy source (e.g. electric arc, com-bustion flame, plasma flame) is used to melt a metal (in wire, powder or ingot form) and then a gas (e.g. compressed air, nitrogen) atomizes the molten metal and propels it onto a substrate. In the case of sprayed metal tooling, the substrate is known as the pattern.
Toolmaking Process
The most popular process for making tooling is the arc-spraying of zinc alloy (see Figure 2). It was the first of all of the currently available sprayed metal tooling processes to be made commercially available in the 1970s. Although the concept of sprayed metal tooling is not new, the interest in the technology has been re-kindled by the advent of rapid prototyping because of the availability of fast and relatively low-cost patterns for moldmaking.
Sprayed metal tools are produced by spraying atomised droplets of molten metal onto a pattern to form a metal shell - the face of the tool (see Figure 3). The pattern can be made from many different materials including most RP materials. The metal shell is sprayed to a thickness of approximately 1.5 mm and then backed up in a bolster using an aluminium-filled resin system.: x-small;">
As the zinc alloy melts at 422xC, it is classified as a relatively low melting point alloy. The small particles produced at the tip of the spray gun cool very quickly and this makes the material suitable for spraying onto stereolithography patterns - but it also can be sprayed onto other pattern materials such as wax, plaster and even wood without problems.
Advantages
The cost is typically less than 50 percent than that of the conventional tooling cost, typical leadtimes for sprayed metal tooling are 35 percent of the conventional leadtime and fine detail such as graining or print can easily be reproduced.
Limitations
All metal spraying processes suffer from limitations in geometry that can be sprayed because there are line-of-sight issues. For example, small deep features usually require inserts. The main limitation of arc-sprayed zinc alloy tooling in particular is tool life [Segal and Cobb, 1995]. The number of components that may be produced depends on the manufacturing process, the molding material and the part size and geometry.
Developments
Because sprayed metal tooling is something of a "black art" there is still some experimental and practical work to be done on failure modes and optimizing shell thickness, backing system and basic tool design to develop a repeatable, clearly defined rapid tooling method for the production of prototype components. Significant advances have been made in the last few years by a number of organizations in developing steel spraying for both prototype tooling and production tooling. The main advantage of steel over zinc alloy is that it is a much more durable material and it can withstand higher temperatures in the mold. Consequently, it is suited to more demanding processes, e.g. die casting.
Work has been done at PERA in Melton Mowbray, England, to produce arc-sprayed steel tooling using a single arc-spray gun and RP patterns (see Figure 4).
The steel is sprayed manually using a specially developed nozzle, which is currently being patented. The residual stresses in the steel shell can be controlled and the metallic backing system enables operation of tools up to 500°C. The Danish Technological Institute in Taastrup, Denmark, uses a process based around simultaneous shot peening for stress relief of the steel shell (see Figure 5).
Here a five-axis robot is used to manipulate the substrate, the arc-spray gun and the shot peener through pre-programmed paths. The application of high-velocity steel shot is used to create a neutral stress situation. Acceptable patterns include metal, soluble ceramic, SLA and low melting point alloy. Inert gases are used to lower the oxide content of the shell where required. The Sprayform® process now being developed by Ford Motor Company is a patented process which produces arc-sprayed, steel production tooling using the natural volumetric expansion of certain phase changes in steels to counteract the normal tensile stresses induced in the shell.
Conclusions
This paper has described only two indirect methods of rapid tooling. Many others are available, both commercially and in the advanced stages of development. It is fair to say that most rapid tooling technologies commercially available are still under development, i.e., they can be used successfully today, but extensive development work is being carried out to further enhance and improve them.
Obviously these techniques force some degree of compromise, either with respect to quantity of moldings or appearance. However, provided a good understanding of their real capabilities is achieved and a competent subcontractor is found, they can deliver excellent results.
When considering which technology to choose, the best advice is to review published case studies because most of the technologies vary in the results that can be achieved. Factors include the part geometry, the part material and the quantities required. Usually, a single rapid tooling technology cannot satisfy all prototype tooling needs in a company. Consequently, it is advisable to consider a range of techniques in the same way that a toolbox contains several different tools for tackling the job at hand.
Acknowledgements
The author would like to thank PERA, Melton Mowbray, UK for the sprayed metal tooling photographs.
References
Process Chains for Rapid Technical Prototypes. Brite Euram Project. Contract Number: BRPR-CT96-0155, Project Number: BE-2051. (http://ikppc43. verfahrenstechnik.uni-stuttgart.de/raptec/index.htm).
Segal, J.I. and Cobb, R.C. - Optimizing Arc-Sprayed Metal Tooling for Injection Molding, Proceedings of First National Conference on Rapid Prototyping and Tooling Research, Buckinghamshire College, November 1995.
















Related Content

Variable Density-Coated Tool Steel for High-Wear Molds
A mold builder can have an abundance of venting and fully dense solid areas in steel by using variable density sintering to eliminate gas trap defects in high-wear molds.
Read More
The Benefits of Vertically Integrating Metal 3D Printing and Machining
Having 3D printing and machining within one organization enables Addman’s engineers to collaborate and consolidate so it can quickly make successful metal 3D-printed parts.
Read More
MMT Chats: 4 Keys to a Successful Mold-Building Operation: Innovation, Transparency, Accessibility and Relationship
MoldMaking Technology Editorial Director Christina Fuges chats with Steve Michon, co-owner of Zero Tolerance in Clinton Township, Michigan, about the excitement of solving problems, the benefits of showing gratitude, the real struggle with delegation and the importance of staying on top of technology. This episode is brought to you by ISCAR with New Ideas for Machining Intelligently.
Read More
VIDEO: What Does Integrated Predictive Modeling Mean to Moldmaking
Although conformal cooling is not a new concept, new technologies have made it a very hot topic, including predictive engineering models and 3D printing. Learn about a new conformal cooling process and algorithm and what it reveals about hot spots and conformal cooling design.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More