
Micro Welding: Applications Beyond Mold Repair
Moldmakers are discovering that micro welding can not only repair molds, but it also can be used as an alternative to many production processes.



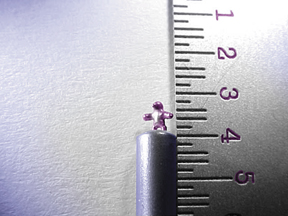
Figure 1: This welded figure is only about .070" tall, demonstrating how micro welders can create 3-D figures.

Figure 2: Before and after photos of a feature welded onto a component.

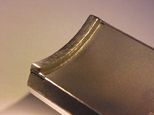
Figure 3: This heel was welded on after the insert had been wire EDM'ed.
Most moldmakers have heard the stories - welding used to be thought of as a last ditch attempt to save a much needed part or that welding was only for repairing large scale items such as heavy machinery, etc. Now micro welding has evolved into micro-dimensional welding, a new term essentially used to distinguish a talented welder from a mediocre one. But is that the end of the micro welding evolution - tiny, microscopic welding beads placed in hard-to-reach areas? Not if one observes the uses of micro welding by some of the nation's top moldmakers. This raises another question: Why do the biggest and best of the nation's mold manufacturers do a disproportionately large amount of micro welding when compared to others who build and repair equally as much tooling? The answer: utilization of micro-dimensional welding in production and revision engineering.
Many of the nation's top moldmakers are beginning to grow more trusting and confident in the micro-welding process. Some who as recently as several years ago had a "no weld on new molds" policy have made a 180 degree turn and are now doing more welding than most of their competition. This is not a compromise in quality but recognition of an underutilized process.



Much like the sudden explosion of uses for wire EDM, micro welding is beginning to be anticipated in the engineering phase of mold production as a high-quality, acceptable and cost-saving alternative to many machining processes. Knowing that properly applied metal via micro welding will often outlast and/or outperform the component on which it is applied to, designers are beginning to "design around" welding much like they did at the advent of wire EDM. As in the early stages of wire EDM though, finding a quality source can mean the difference between the process being worthwhile to use or not. The first step is finding that source, or a micro-dimensional welder.
The true micro-dimensional welder has experience in moldmaking, mold design and a thorough knowledge of metallurgy. He or she must be able to envision and accurately create three-dimensional features via micro welding, and must be able to monitor and measure the weld during the process to ensure that all areas have a sufficient amount of weld to clean up after re-machining (see Figure 1). Elimination of sink also is essential. He or she must be able to understand a moldmaker's needs, communicate with them intelligently about the weld requirements and develop a strategy for providing the customer with the best and most cost effective solution for the individual situation. Cost is a substantial factor, since some welder's rates are so expensive that utilizing this process becomes non-cost-effective once the bill arrives. Also, being able to adapt techniques to the individual job is essential due to the unpredictability of damage areas as well as the variation of features to be created with weld.
Finding New Uses
Once a welder is found who can provide these services, utilizing the process in production becomes very cost effective, which is why some of the nation's top moldmakers do a disproportionately large amount of welding. In their design process, engineers are beginning to look at welding as an alternative to many production processes.
In the past, if there was a protrusion feature in the middle of an otherwise flat component, the options were to insert the feature or machine around it. If weld were to be used, sink around the feature welded could be unacceptable or just plain ugly for a customer to see. But as welding has advanced, techniques have been developed to eliminate sink and even create raised steel around the weld so that after re-machining the weld can be virtually undetectable. Rockwell hardness can usually be matched perfectly before or after heat treating, and features can be created with a dissimilar hardness without compromising weld integrity (see Figure 2).
Another practice being designed around is in the production of inserts. Typically inserts were created individually or in a "bar" - where the insert profile was machined in a bar long enough to cut off the required amount of inserts, and then the sides were ground individually as the inserts were cut off. But with the speed and accuracy of wire EDM, many moldmakers found it more cost effective to wire the profile of the insert plus the heel, afterward machining the steel away on one side to create the heel. But recently some are finding it to be more cost effective to wire the insert body to finish dimensions and simply weld the heel on afterwards (see Figure 3). This eliminates the need for machining the entire heel side and is generally even more cost effective. It also leaves the finish insert size to the wire EDM, thus eliminating the chance for error every time an insert is set up to grind. Engineers also are beginning to expand the use of micro welding in the design of cores and cavities where an abrasive or high wear material is to be run.
Material that would give high wear resistance for the gate would often be the factor that dictated the material to be used for the core/cavity. This isn't always optimal due to finish requirements or the need for stainless steel, etc. But with the introduction of new welding filler metals up to 70 Rockwell that are very crack resistant, very tough and can be applied to most common tool steels, some engineers are designing the original component with the gate area actually machined out and having their welder create the gate area out of a material with superior wear characteristics. This allows for more versatility with the component material while providing the wear resistance qualities necessary for the gating area.
While some are using these new weld materials for gates, some also are using them as a form of "plating" for problem areas. A moldmaker can grind away the area where the weld is to be applied .005" to .010" deep; weld can be applied with superior hardness/wear qualities and then be re-machined. This leaves a more durable area, actually "plated" with harder, tougher steel. In places where gassing or skiving is common, this is especially effective.
Micro-dimensional welding has come to a level where the quality of the applied weld can match or even surpass the hardness, durability and integrity of the original component where it is applied. So here is the all-important question: Is it cost effective? The answer can be "yes" if the proper micro welder is utilized. Many of the nation's micro welders who have been around for a significant time have learned to operate with a high amount of overhead due to their ability to charge for it for so many years. But with the increase in the amount of talented micro-dimensional welders in the industry, some are learning to streamline operations in order to reduce costs. Due to the small amount of space required for a micro welding business, some are even forming in-home micro welding enterprises in order to reduce operating expenses.
There are vast price and quality differences available. But with the right welder, one will find the evolving process to be an irreplaceable part of cutting costs in both repair and production.
















Related Content

The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
VIDEO: Hot Runner Maintenance Tips
Scott Clark, Hot Runner Business Manager for Husky Technologies, breaks down maintenance practices for hot runner systems.
Read More
How to Use Thermal Management to Improve Mold Cooling
A review of common mold cooling issues and possible solutions, including 3D printing applications.
Read MoreRead Next

Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More