
How to Increase Accuracy and Efficiency on Your Die Sinker EDM
A look at reducing the size of the die sinker’s power supply and decreasing the amount of energy consumed during erosion.
An operator gets ready for the next job on this die sinker offering an open area for ease of set-up.
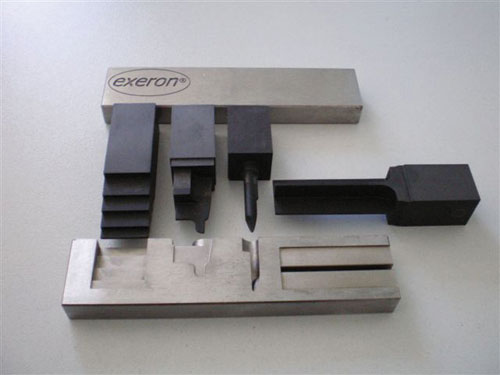
Manufacturing difficult parts with shapes including fine details (sharp corners, thin ribs and stepped electrodes), which tend to break down (wear) easily during the erosion process, is done with a new liquid-cooled power supply offering a zero wear capability.
1Liquid-cooled generator, Exeron exopuls+.



Traditionally, European and Asian machine tool manufacturers preferred copper over graphite for electrodes, while North American manufacturers leaned toward graphite whenever possible. The reasons to use one or the other material have been well documented, and the merits of graphite have now spilled over into the European market.
That is good news for all those involved in die sinker EDM machining using graphite, because as European machine manufacturers recognized this trend, they became interested in advancing technology in this area. In 2006 EDM research and development in Europe included looking at new ways to use a power supply that would be capable of fully utilizing the advantages of graphite electrodes.



Advantages of graphite include unique burning characteristics (high melting temperatures) to obtain zero% wear. And since the quality of the surface finish of an electrode will directly translate to a mold, it is imperative to begin with a first-rate electrode. At the same time, a need to reduce both the size of the machine’s power supply, and subsequently to decrease the amount of energy consumed during erosion, was explored.
A Look Back
Traditionally power supplies on die sinkers were bulky, took up a large foot print and developed a great deal of heat within the power supply cabinet during the eroding process. Over time, this heat weakens the board components and reduces the efficiency of the power supply. As most EDM operators know, any change in the power supply can result in slower burning and reduced finishes. Consistency in power output is critical to the erosion process.
To keep the boards cool, large fans or heat exchangers are needed to move shop air around inside the cabinet. This design worked sufficiently, but it also allowed the components in the cabinet to get covered in oils and dirt that were suspended in the air and drawn into the power supply cabinet. This contamination is also a contributing factor in heat build-up and reduced electrical component life. If you have ever opened up the cabinet of any CNC machine, one can clearly see how dirty they can become over time.
A Better Power Supply
Research for a better power supply led to building a more compact and energy-efficient unit, resulting in no wear and smoother finishes in less time. Prototypes were placed into service in 2008.
Zero wear, resulting from the new current wave form, is a very important improvement. In a closed-loop system the current wave form will be automatically generated in accordance to the actual working conditions.
New, extremely compact power supplies are only about the size of a small laptop and are still capable of generating the same amount of cutting amperage at the electrode as larger power supplies. At the same time, new power supplies are tremendously energy efficient. To achieve the compact stature and efficiency, a unique, liquid-cooled heat exchanger is integrated into the aluminum framework that holds the power generation boards. The coolant used to dissipate heat in the power supply is simply the dielectric fluid already available in the machine. A small pump is included in the machine’s dielectric system that continually circulates filtered dielectric oil directly from the chiller to the power supply and back to the machine reservoir. This consistency of cooling provides for a very stable machining process, while allowing the machine cabinet that houses the power supply to be completely sealed from outside contaminants.
This design allows for years of life with little to no operator maintenance. It also eliminates the need for circulation fans, which are prone to failure over time, and draw additional electrical current. These new power supplies operate at cooler temperatures, resulting in improved input voltage stabilization.
Efficiency was also improved by reducing the cable lengths required to go from the power supply to the head of the machine. By reducing the size of the power supply, the unit can be located closer to the machine head and table to improve current transfer and grounding. The simplistic design of the power supply reduced the need for the number of boards required, and with fewer boards to contend with overall reliability of the power supply is improved.
Results Are In
Today there is a liquid-cooled generator technology, which is a break-through in the spark eroding process that has produced results exceeding initial expectations. Using this new liquid-cooled generator technology, graphite electrode wear during roughing and finishing was reduced by about 35 percent, while machining efficiency increased, providing faster burn times. In some cases when using electrodes with fine details, the burn times were reduced by as much as18 percent over previous power supplies (see Chart 1).
Advancements in this area of EDM machining continued with an examination of the machine’s logic to further enhance burning, especially in poor flushing conditions. The new-found efficiency of the power supply allowed for smoother power setting transitions (1 amp increments), which in turn, allows the CNC die sinkers to produce the same results with less setting changes. This makes operation of the machines much more user-friendly, offering greater predictability in the final erosion results.
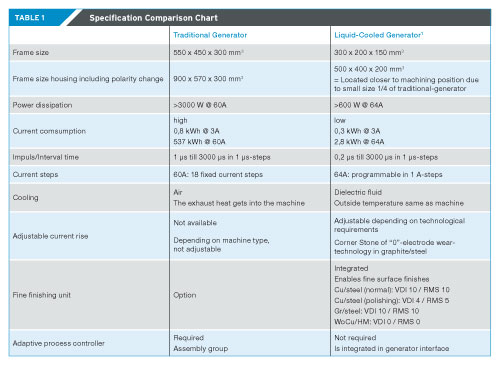
With regard to efficiency, the new power supply has reduced overall operating costs. The efficiency enhancements resulting from the new liquid-cooled design has netted dramatic power reductions. It has been found that under a full 60amp burn, power consumption went from 537kWh to as low as 2.8kHw in the same erosion application. Power dissipation was also reduced from 3000w to 600w. Efforts to reduce energy consumption and operating costs for the end user are important considerations for EDM manufacturers.
As was the jump from tube-type power supplies to solid state, the new liquid-cooled power supply marks the next generation of technology for CNC die sinking and has revolutionized the way machine tool builders look at their power supplies. The demand for smaller space, better performance and lower costs has now reached a new level.












Related Content

What You Should Consider When Purchasing Modified P20 Steel
When buying P20 steels that have been modified, moldmakers must be aware of the variations and key issues that affect delivery, cost and lead times.
Read More
Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read More
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read MoreRead Next

Automation, Innovation Chart EDM’s Course
Advances in EDM technology—including increased automation and combining machining processes to get the job done as efficiently as possible—help EDM stay afloat and keep moldmakers successful.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More