
How Do Moldmakers Get into Automation?
Although moldmakers are not typically running high part volumes in production environments, there are important reasons to consider automation.

A heavy-duty, high-speed VMC specially equipped for cutting graphite electrodes.
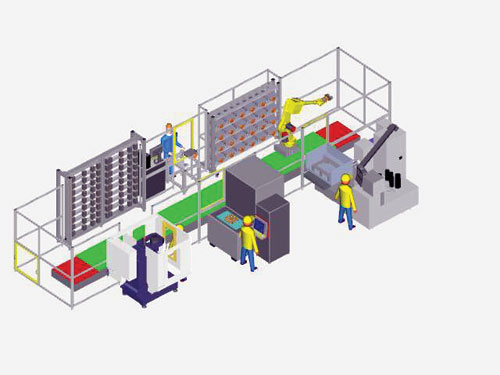
Solid model of the floor rail robot cell with a snapshot of the actual setup (right). A FANUC RoboDrill TrodeMaster™ high-speed mill (bottom left in solid model) preps the electrodes for an Exeron® die sinker EDM (middle machine). The floor rail-mounted robot is used to load electrode blanks into the high-speed mill then take the finished electrodes and load them into the die sinker EDM. A wire EDM is in line to share the robot that will load pallets into and out of the wire machine.


Electrode blank mounted to a commercially available pallet. This common pallet design could be used in the VMC to hold the blank during the machining of the electrode and then again in the die sinker to hold the finished electrode during its use. The pallet also offers features to allow easy gripping for automation. Similar larger designs can also be used to provide a common clamping method to hold many different molds.



Today’s automation cells allow for one part or multiple parts to be run and will provide unattended operation, opening up valuable resources and saving costs. Mold manufacturers can use a common interface/fixture to accomplish one part loading of electrodes and molds versus using a different set-up for each new part run. With a properly designed cell, high-mix, low-volume jobs can be set up and run using automation.
For example, a useful cell for moldmakers might include a 5-axis milling machine for producing electrodes that is integrated with a die sinker EDM. Using 5-axis technology all five sides of a graphite electrode can be machined without picking up the part to change its position. Less handling of the part reduces the possibility of errors due to manual manipulation. Once the electrode is finished a robot can pick it up and move it to a die sinker EDM for producing a mold. Also, since electrode cutting is a lengthy process, moldmakers often start a part and let it run partway through the night. With automation, a small number of electrodes can be cut throughout the entire night, generally requiring a smaller, less expensive infeed.



Mold manufacturers have choices for sourcing machine tool automation. One option is to conduct the installation in-house after purchasing a robot directly from its manufacturer, but because machine tool automation is extremely specialized, it is important to involve someone with expertise specific to this process. A good option is working with a machine tool company that offers integration capabilities.
A machine tool integrator is someone who applies the robot electrically and mechanically to perform its task. Integrators handle the interfacing of the robot to the machine and other ancillary equipment. They will take care of designing, purchasing and integrating grippers, the in-feed/out-feed system and a safety fence. Further, the integrator will provide valuable training. Shops should understand who has responsibility for the automation system so that their needs get properly addressed.
The best automation solution will be driven by the particular application. Machine tool automation is available in different types and can include an articulating arm, a Cartesian 2-axis or 3-axis robot, a linear rail robot and hard automation including cylinders, actuators and switchers. Other considerations include a method to grab the parts, a way to bring parts to and from the robot and an interface to the machine tool.
Robots: Robots are available in various types, such as a 2-axis rail Cartesian type. This is less expensive than other options, but all processes must be located under the rail making the alignment of accessories both important and challenging. Many machine tool builders offer their own automation, which tends to be a Cartesian robot on rails.
Rail types include type 2-axis or 3-axis robots. Another type is a selective compliant assembly robot arm (SCARA), which traditionally is used in assembly operations for quickly moving a high volume of small parts—often used in laboratories. A third type of robot is one with a 6-axis articulating arm. An articulating arm provides a great deal of flexibility for changing part runs, and users need to consider their application compared to the higher cost of this robot.
When selecting the robot there are several considerations. Some robots have features which are geared more for laboratories, pharmaceuticals and electronic assembly, versus interfacing with machine tools that use coolants and produce chips. An experienced machine tool integrator will be aware of the challenges of this hostile environment. Robots used with machine tools are industrial grade and will have an IP rating of IP 67 or IP 68, which classifies the degree of protection against the intrusion of solid objects, dust, water etc. Determine whether only the end of the robot or the whole robot is IP rated, the latter being the most desirable.
Reach and weight are equal considerations. When looking at the size of a robot, consider the reach needed and typically select the smallest robot that will do the job. Maybe your automation cell will include one or multiple machines, so an adequately sized robot will need to be properly placed to service the machine(s) and access the infeed/outfeed system.
The stated weight capacity of a robot is measured from the faceplate of the robot. The weight includes the parts and the grippers, jaws, adaptor plates, etc. Additionally, to determine the appropriate weight, you need to consider whether you will be picking one part or multiple parts.
EOAT: End of Arm Tooling (EOAT) is the tooling mounted to the end of the robot to perform the specific process that you are looking for the robot to perform. EOAT will vary in its design and offers many options. EOAT for material handling robots includes electro magnets, vacuum cups, and most commonly pneumatic grippers.
When selecting grippers, choose from a reputable company that supplies grippers to withstand the rigors of loading a machine tool in a harsh, wet environment. Weight and stroke are important as a gripper must be adequately weighted to handle the particular part, and must have sufficient stroke for its fingers to open and close. Most grippers have parallel close design.
Two jaw grippers are good for square and rectangular parts, and can work for round and hexagonal shapes as well. Three jaw versions are great for round parts, and will also work for hexagonal shapes. Four jaw grippers work well in place of three jaw designs when picking up parts in an array (rows and columns) in a pallet.
Two robot mounted grippers work well when bringing a raw part into the machine, and can unload and load in one trip resulting in a quicker process. Due to the changes in the size of the part through machining, it is normal to have one set of gripper jaws for the raw blank and a completely different set of gripper jaws for the finished part.
Grippers can be mounted straight, opposite each other or at an angle. Use a push plant to seat the part or a robot may be able to be used to push the part. A programmable air nozzle on the robot allows for a movable nozzle.
Infeed/Outfeed: The infeed/outfeed system is critical to the machine automation setup and requires careful analysis. A machine tool integrator will work closely with shops to accommodate requirements for bringing parts into and out of the cell, including presenting the parts to the robot.
An efficient infeed/outfeed system will conveniently and quickly remove finished parts and stock up with new parts.
The infeed device is intended to repeatedly present parts for pick up by the robot. Determining queue time is very important and will be a significant cost factor for the machine tool automation. Work with the integrator to ensure the machining operation supports the queue time. For example, it is not advisable to invest in a system that provides four hours worth of parts on the infeed device if the tooling only operates in two hour increments.
The infeed /outfeed system may include a relatively inexpensive tray or table for holding the parts. A benefit of the tray system is its ability to accurately hold same parts in hole cut-outs on its surface. However, this solution can limit capacity because in order for the robot to have access, the tray/table is inaccessible to the operator. The cell’s operations need to halt to replenish the parts. This is a better option for handling small volumes or the largest parts in a family of parts.
For part conveyance, a non-powered roller conveyor is inexpensive, but offers limited capacity. A powered flat belt conveyor with adjustable side rails, a proximity switch or light switch to determine part presence and multiple lanes to accommodate more parts is also relatively inexpensive. The adjustable rails allow for quick change of many different sized parts, but may not be an ideal solution for specially shaped parts.
A draw slide allows access to parts by both the operator and the robot, and can offer a customized, easily exchanged pallet to hold specialized, different shaped parts. Multiple drawers can also be added, but require a larger robot to access them. A draw slide is an economical solution, but can have limited capacity.
A pallet conveyor brings pallets into and out of the robot area and will hold customized parts. It is a more expensive option, but it will hold varying shaped parts. Also it is a good option for conveying large, heavy molds.
Pallets can also be accessed through doors and brought in with a fork truck or cart. With this option, you will need to incorporate a way to limit the robot so you can service pallets while the automation system is in cycle.
In addition to the most common infeed/outfeed systems, other strategies and methods exist for bringing the part into and out of the cell. Some of these options include vision to find randomly placed parts, vibrator feeders, customized feeders, carousel, accumation table (outfeed), chute (outfeed) and an inspection chute.
Safety Guarding: A safety guard will keep an operator from interfering (or running into) with the robot when it is in operation, and at the same time will keep the automation system usable, allowing access to the machine tool for setup and servicing. The safety setup may be constructed of aluminum extrusions and polycarbonate, fencing or steel bracing with sheet metal. It will be configured with safety switches, and doors and windows for accessibility. Confirm if the integrator is designing a system to RIA standards (U.S. standard for safety requirements for industrial robots and robot systems).
Interface: Since an interface is customized for the automation application, an experienced machine tool integrator can offer invaluable expertise when determining its design. An operator- friendly interface will make using the cell easy, even for the automation novice. Questions to review include: How should the automation system start? Is preparation involved? How should the system stop? Will it purge all the parts or leave parts partially complete? What kind of machine programming is required to operate the robot and perform operations that do not require the robot? When needed, can the machine tool be easily used without the robot?
Other options to discuss when designing your automation cell might include part washing, airblow, gauging, gripper changing, deburring and part marking.
Summary
It is important to accurately explain to the integrator what you seek to do with your automation. When producing a family of parts (electrodes), some customization for the parts may be required, but emphasis will be placed on flexibility to run different parts with quick changeovers. A more generic, standard automation solution requiring maximum flexibility and quick changeovers may be best when making many different parts at a low volume. With the proper expertise, a highly production automated solution will fit your unique requirements.
















Related Content

Plastic Prototypes Using Silicone Rubber Molds
How-to, step-by-step instructions that take you from making the master pattern to making the mold and casting the plastic parts.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read More
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read MoreRead Next

Automation, Innovation Chart EDM’s Course
Advances in EDM technology—including increased automation and combining machining processes to get the job done as efficiently as possible—help EDM stay afloat and keep moldmakers successful.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More