
MoldMaking Technology Noteworthy News, Feb. 17, 2021
The latest technology from PFA, Husky Injection Molding Systems, Thermoplay S.P.A., and SLM Solutions Americas




Side Action System Locks in Mold Performance
The PFA Kor-Lok side action system assists in high-quality part production in a smaller mold footprint with a high force preload and cylinder lock.
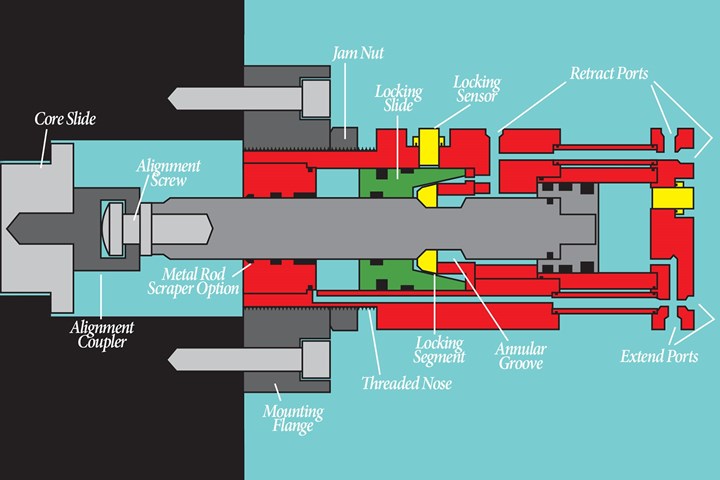
Photo Credit: PFA Inc
PFA Inc. provides a complete cylinder preloading and locking system for movable cores and core pulls on injection molds to help molders improve mold performance with off-the-shelf solutions, assisting in high-quality part production in a smaller mold footprint.



The PFA Kor-Lok side action system is said to have performance enhancements beyond standard hydraulic and locking cylinder systems with its ability to preload slides to high forces and maintain the force at 0 psi, a feature different from many traditional spring-locking, hydraulic-activated solutions which often do not lock, preload, or maintain force without hydraulics. While PFA makes other locking cylinders for general industrial use, only the Kor-Lok achieves high force preload and cylinder locking to fully rated load at 0 psi in a simple installation system.
Further, the hydra-mechanical wedge design multiplies applied hydraulic forces by as much as 10 times, allowing for high preload outputs in a small size when compared to standard hydraulic cylinders. The ability to mount the action external to the mold base also supports smaller mold base designs.
According to PFA, desired pressure and temperature changes to enhance part quality or improve molding will often cause the core face to “back up” or flex, changing the part geometry. Further, attempting to compensate for core compression and thermal effects with core timing and tweaking can often become time-intensive, repetitive, costly and unachievable. The ability to provide preloading above maximum injection force often eliminates movement errors.
Melt Delivery and Control System Enables Ultimate Design Freedom
Scalable to 128 cavities, Husky’s UltraShotTM Injection System offers the injection molding process unconstrained part design and risk-free scalability.

Photo Credit: Husky Injection Mold Systems
Husky Injection Molding Systems presents the UltraShotTM Injection System, a next-generation melt delivery and control system that is said to eliminate traditional injection molding process deficiencies and achieve risk-free scalability, improved capability and overall part design freedom.
UltraShotTM Injection System’s identical system behavior for each injection circuit provides process condition consistency with cavitation scaling. A predictable process from pilot to high cavitation—scalable to 128 cavities—enables producers to maximize cavitation without negative performance on balance or shot-to-shot variation. Accelerated prototype to high cavitation production qualification further increases speed-to-market.
According to Husky, the system economically produces unconstrained, highly functional and validated parts via its total cavity filling control and process optimization, which overcomes traditional constraints of pressure, L/T and difficult-to-mold resins. This enables part lightweighting and provides resin selection flexibility.
Further, compared to conventional hot runners, melt in the UltraShotTM Injection System is said to experience fewer high-pressure injection cycles, preserving the original resin properties, lowering mold-in stress and enhancing the molded part’s mechanical and optical properties.
Powered by the Altanium Mold Controller, Husky’s hot runner system also provides highly advanced process monitoring and control for injection molding. Altanium digital analysis offers repeatability and traceability for part dimension consistency, improved balance and a more stable process. It gives users full control and trend analysis of various processes resulting for lower risk operations.
Finally, the UltraShotTM Injection System offers unmatched OEE and increased productivity, at a reduced footprint, for the lowest total part production cost. This system is an ideal fit for medical, technical packaging and consumer electronic part producers looking to scale up, implement more efficient process control, address competitive marketplaces and reduce risk, scrap, waste and cost.
Gate Bushing Minimizes Nozzle Component Damage
Thermoplay’s D-bushing component for hot runner nozzles is equipped with a double sealing ring to prevent leaks, protect components and improve insulation.

All photo credit: Thermoplay S.P.A.
Thermoplay S.P.A. presents its D-bushing component for hot runner nozzles, a solution for high cavitation molds with frequent version changes. Meant to preserve gate point quality and prevent plastics wear in nozzle components, the company’s gate bushing is said to improve safety, stability and reliability during the molding process and consume less energy.
Designed for Thermoplay’s TF nozzles, D-Bushing is equipped with a double sealing ring on the external diameter to protect the injection system—the tips in particular—from thermoplastics leakage, and preserve internal components from wear and potential damage during assembly and disassembly operations, and allows for more frequent changes to the mold version.
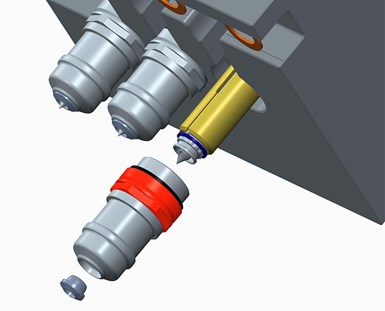
The nut is fixed axially to the nozzle bushing. By turning it clockwise, the bushing is pushed toward the nozzle until there is coupling on the sealing diameter of the tip. When the default torque is applied, the bushing is fixed to the nozzle plate. Unscrewing the ring disassembles the bushing. A cable outlet in the middle of the nozzle body allows for replacement of the resistance, thermocouple and tip without disassembling the injection system. Rotating the nut upward or downward when fixing the gate bushing to the nozzle plate and cavity plate does not increase the nozzle’s minimum pitch.
Creating a solid barrier, D-Bushing also increases nozzle insulation for a more homogeneous temperature and reduces thermal dispersion, achieving high thermal performance. For fast installation and maintenance, D-Bush allows for wide layout tolerances and machining of the nozzle seating in the mold.
Five-Axis Horizontal Machining Center Executes Highly Rigid, Accurate Performance
Niigata Machine Techno expands its HX-5X boxway horizontal machining center series to include an ultra-large capacity HN80E-5X.
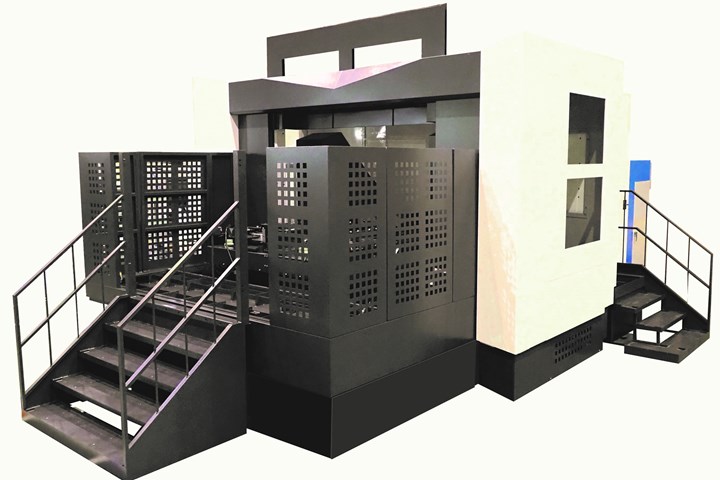
Photo Credit: Niigata Machine Techno USA
New to Niigata Machine Techno USA’s heavy-duty HN-5X series, the HN80E-5X 5-axis horizontal machining center features 49.2, 48.4 and 47.2 in. of travel in the X, Y and Z-axes respectively, and allows a maximum workpiece diameter of 49.2 in., a height of 39.4 in. and weight of 3,300 lb. Incorporating the solid cast iron X and Z base of Niigata’s HN100D-II Heavy Duty Boxway horizontal machining center, the HN80E-5X provides maximum rigidity, stability and accuracy. The product is ideal for machining in a range of industries demanding highly rigid, heavy-duty and accurate performance, including aircraft, automotive and die and mold.
Simultaneous 5-axis machining is said to improve cycle times and machined surfaces of complicated and 3D-curved components, with a reduced number of setups and simplified fixtures. Equipped with a 5-axis compensation function, high accuracy is ensured over extended time periods. Further, the tool magazine is driven by a servo motor for fast and reliable indexing.
The guide ways of the HN80E-5X consist of a combination of hardened and ground hand-scraped Turcite for stability, vibration damping and longer life. According to Niigata, the cross section of the rectangular guide ways is thick and wide for maximum machine rigidity; the machining center’s bifurcated bell-shaped column further contributes to this efficiency.
Both ends of Niigata’s heavy-duty 5-axis trunnion table are supported by the High Load Type Roller BRG and a Double-Lead Worm Gear System for low-frequency machining. For consistent long-life dynamic machine accuracy, the HN80E-5X is further equipped with an optical scale feedback system (on X-, Y- and Z-axes) and an inductive scale feedback system (on A- and B-axes) as standard.
A high torque, heavy duty spindle complements the rigid machine frame. The spindle head stock consists of mono-cast (single-piece) castings for more powerful milling and greater accuracy than bolt-together type spindle heads.
The HN80E-5X comes equipped with the FANUC 30iM controller. A variety of 5-axis machining support software is available.
Twelve-Laser Machine Facilitates High-Volume Serial Production
SLM Solutions’ robust NXG XII 600 design offers low production cost by reducing cost-per-part and overall build time.

Photo Credit: SLM Solutions
SLM Solutions officially introduces its new SLM machine NXG XII 600, which is now available for commercial offer. Equipped with 12-kW simultaneously operating lasers, the 600 x 600 x 600-mm machine is said to be 20X faster compared to an SLM 280 Single Laser System, and is designed to be used in serial production for high-volume applications and for printing large parts.
Featuring a new optic system, the NXG XII 600 enables large overlap and is based on a tailor-made laser scanning system to best fit the build area. All 12 optics provide spot size definition via a double lens system called “zoom function,” enabling customers to choose between different spot sizes in the focal plane, boosting build-up rates to 1000 cc/h. Its ability to produce a higher part yield in a single build job achieves increased production at low cost-per-part.
To better facilitate the integration of the NXG XII 600 into factories and supply chains, several automated features—an automatic build cylinder exchange, automatic build start and an external preheating station and external depowder station—are included.
To achieve homogeneous part properties all over the building platform, SLM Solutions has also developed a new gas-flow setup along with an optimized chamber design and SLM Solutions’ patented sinter-wall technology for more.
Further, the NXG XII 600 features a robust machine design boasting a new thermal concept, which is said to reduce drifts to a minimum and allows customers to print seamless parts stitched together with up to 12 lasers. Additionally, the machine comes with an UI concept focusing on the operator, which optimizes the workflow and reduces training requirements for overall productivity, reliability and safety.
The machine is available with two different powder handling options: A gravity-based and vacuum-based solution that keeps downtime between each build job to a minimum.















Read Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More