
How to Design High-Efficiency Capabilities into an Injection Mold/Molding System
Mold builders can boost profits and part quality with expert analysis and optimization techniques.
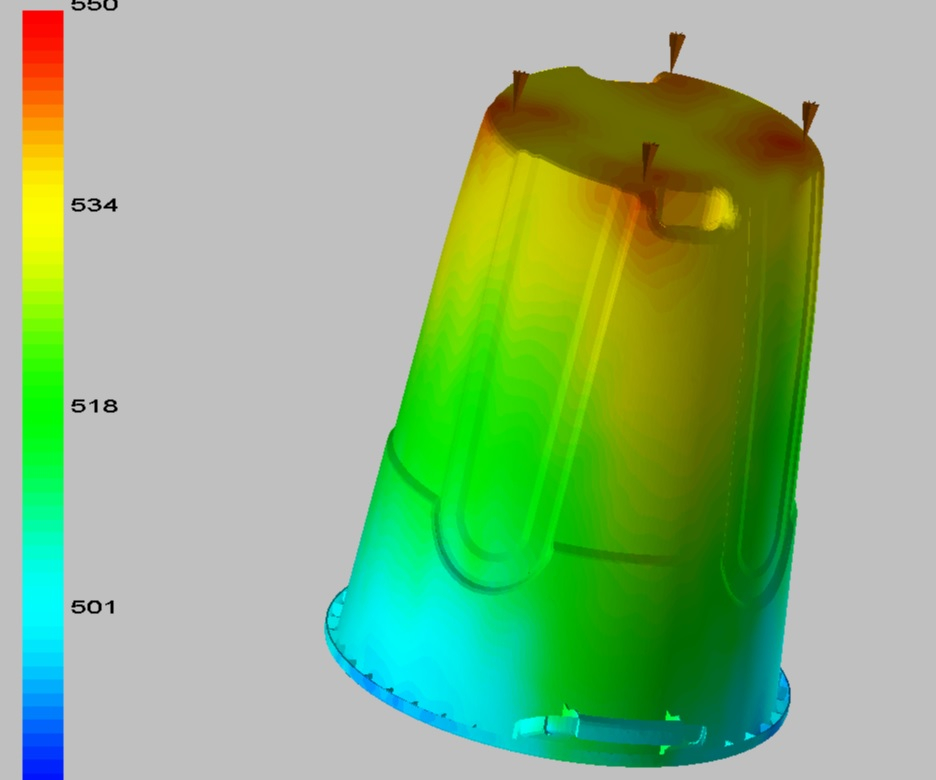
Isotherms of a HDPE container at the instant of cavity filling from the flow analysis. Filling conditions are:
Injection time: 2.9 sec with slowed finish
Melt temperature: 550°F
Mold surface temperature at equilibrium: 87°F
Images courtesy of Advanced Plastics Design.
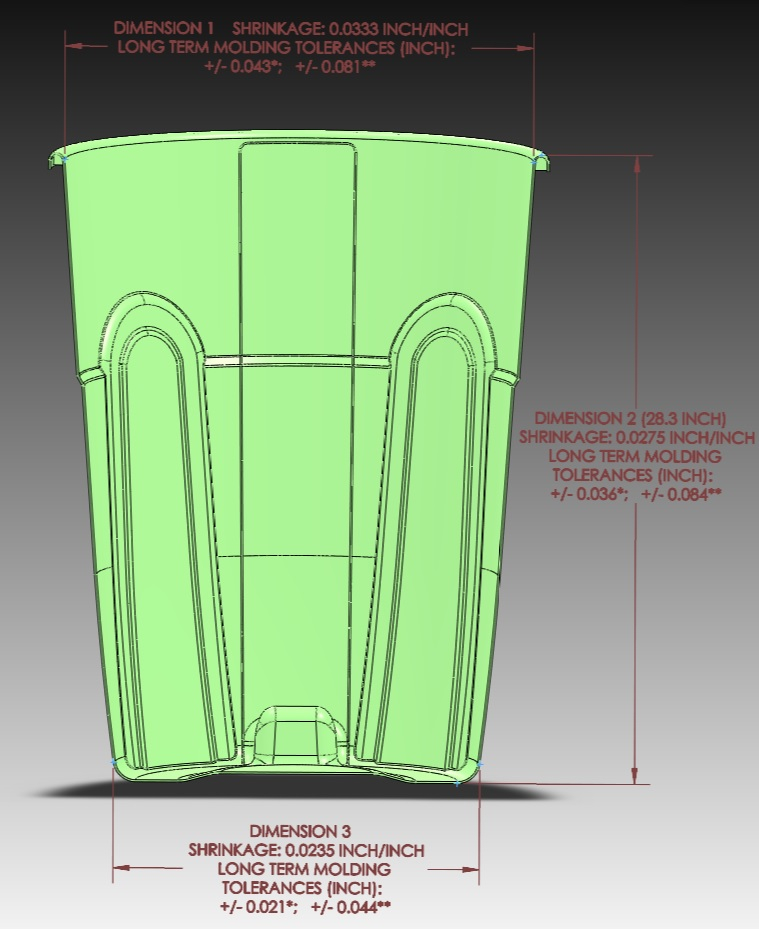
The values in these shrinkage, tolerance and cycle time analysis results are valid in an above-average molding environment (the report quantifies its parameters) and under 8900 psi on melt packing/holding pressure; 6.8 sec packing/holding time and 19.8 second cycle time. Note that tolerance values depend upon whether or not the molder is willing to modify packing/holding time and/or pressure for new lots of material.



While part quality and profits go hand-in-hand, high productivity (faster cycle times) alone can impair quality and reduce profits, if not performed correctly. The key is designing high-efficiency capabilities into the mold/molding system, which means computing precise shrinkage (at four decimal accuracy, e.g. 0.0275 inch/inch) and the accurate minimum cycle time (19.8 seconds) based on material, part geometry, required tolerances, filling and maximum-performance, computed cooling. Then monitoring this cycle time with sensor-based quality control to minimize part rejects.
Expert analysis and optimization of the mold and molding process require intelligent, interactive management of all components of the mold/molding system before the first metal chip falls.
A mold builder can help achieve product quality by defining quality, functionality, dimensional/shape accuracy and appearance; starting with a robust product and mold design (resulting in a sufficiently wide moldability window), machine selection, and process design. Analysis, design and implementation of the critical quality pathway or CQP and adherence to the computed control limits of the material, molding cell, mold cooling, process, machine and quality control are vital.
CQP stands for uninterrupted movement of polymer molecules and additives (if any) from the barrel to the critical regions of the part to achieve the required part quality. Mold cooling computations, such as required size/shape, number and locations, edge-to-part and edge-to-edge distances of cooling passages using the approved, minimum cycle time and the planning of sensor-based quality control are key.
Expert analysis and optimization requires the following steps:
- Send the questionnaire to the customer to determine the objectives of the analysis/optimizations.
- Quote the project.
- Request critical tolerances specs of the part and mold, molding machine parameters and five pounds of material with additives/colorant (if any) for flow (rheological and thermal) and precise shrinkage characterization.
- Complete one or both of these experiments in the molding lab using a unique test mold and highly controlled molding conditions. Based on these experiments, fine-tune the three flow graphs (as well as the rheological and thermal parameters) of the resin and its shrinkage master curve.
- Review part design for robustness and design for manufacturability (DFM).
- Complete “what if” evaluations and finite element analysis (non-linear stress, transient thermal).
- Complete an initial flow analysis to judge design feasibility.
- Compute the attainable, long-term part tolerance control with four decimal accuracy.
- Submit the computed, minimum possible cycle time to management for approval.
- Compute shrinkage for the specified part dimensions to four-decimal accuracy. Also, include secondary crystallization-related, post-molding shrinkage upon request.
- Compute cooling channel locations (edge-to-part and edge-to-edge distances at +/-0.020 inch accuracy) to guide the mold designer based on the approved minimum cycle time.
- Perform precision flow analysis using 10 to 15 analysis runs to define the ‘sweet spot’ and robustness of mold filling.
- Evaluate cold runners or hot runners for temperature conditions, pressure losses, shear rates, polymer residence time and effect on the precision of mold filling and packing/holding.
- Evaluate gating for adequacy, shear rate, shear heat and pressure loss.
- Complete precise warpage analysis, if requested.
- Compute the robust process and evaluate the adequacy of machine parameters, such as clamping force, shot size, injection pressure, injection rate, min./max. residence time and plasticizing capacity.
- Review mold design.
- Complete/explain the analysis report.
- Participate in mold trial runs, design of experiments (DOE) and for certain medical application initiate/maintain the design control document, if requested.
Advanced Plastics Design (APD)
George Markus, Owner
(513) 860-4585 markus@robustmolding.com/ robustmolding.com/












Related Content

Two Reasons to Form Additive Tooling Partnerships
Partnering with experienced 3D printing resources is essential to remaining competitive in today’s ever-evolving moldmaking industry.
Read More
How to Produce More Accurate Molds and Reduce Rework
Patented micro-milling process for manufacturing steel plate flat and parallel helps mold builders shorten mold build times and increase accuracy.
Read More
How is an Aluminum Mold Energy-Efficient?
Nine ways aluminum molds save energy and production costs.
Read More
Ten Things Mold Builders Should NOT Do
What you don’t do can be just as important as what you do, sometimes even more so. One thing great mold builders do is take note of what gets in the way of their success and stop doing it.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More