
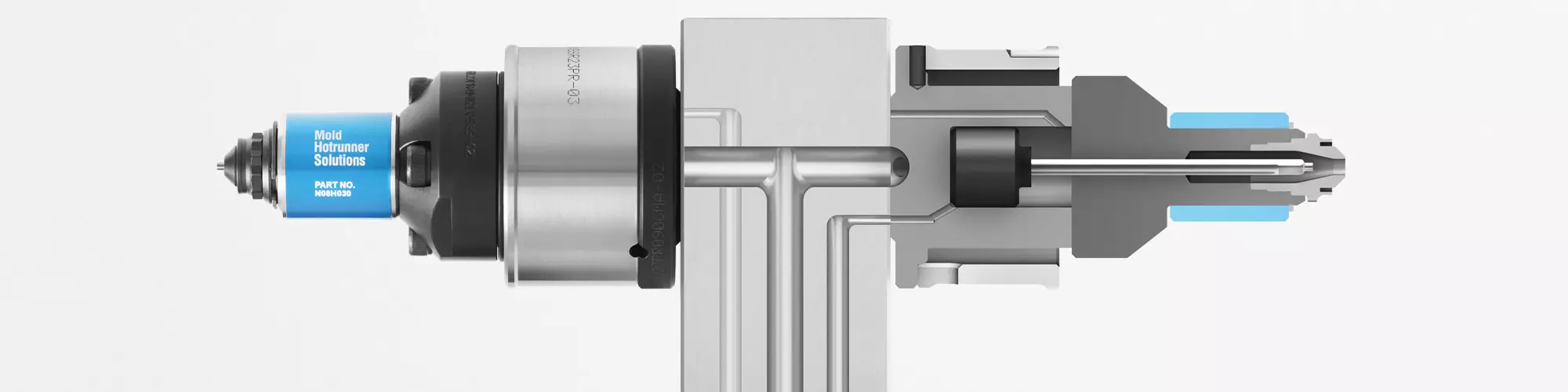
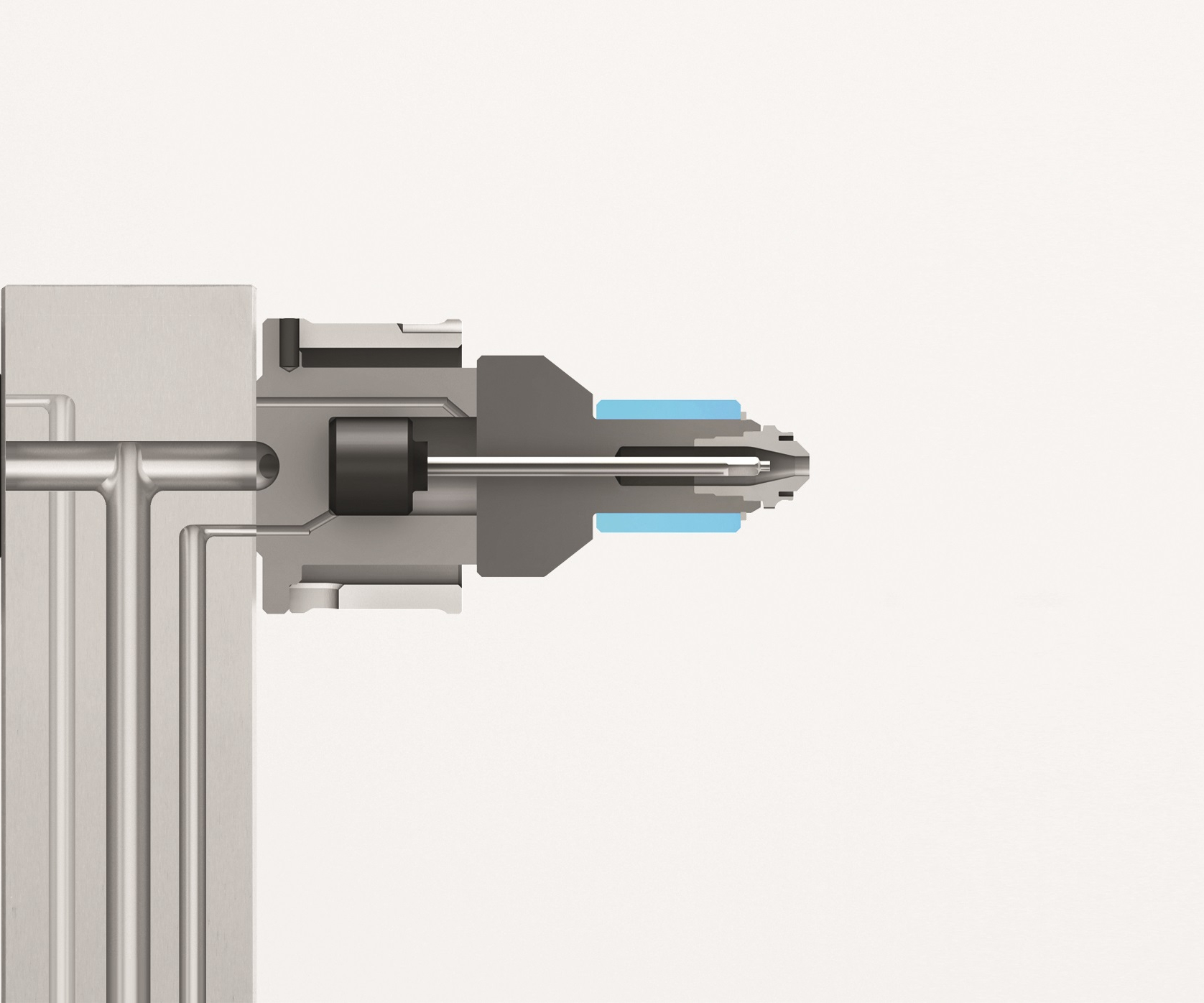
This compact internal valve gate nozzle with cooling-free, o-ring-free actuators inside the assembly lends itself to a variety of applications.
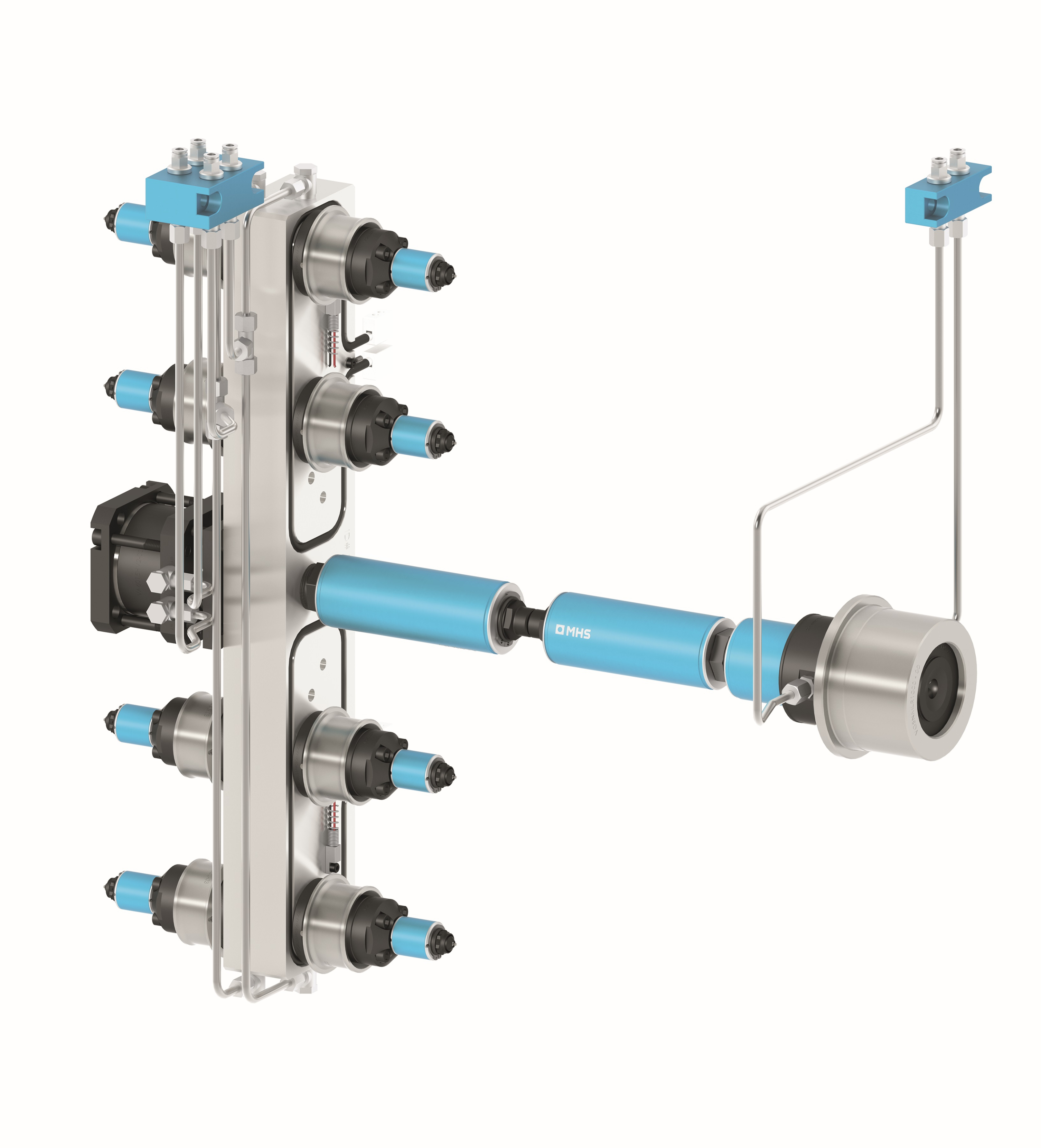
These valve-valve melt transfer nozzles eliminate drooling from sprue bars.
Images courtesy of MHS Hot Runner Solutions Inc.
Advanced actuators with cooling-free, o-ring-free design offer extreme durability (millions of cycles up to 450°C).
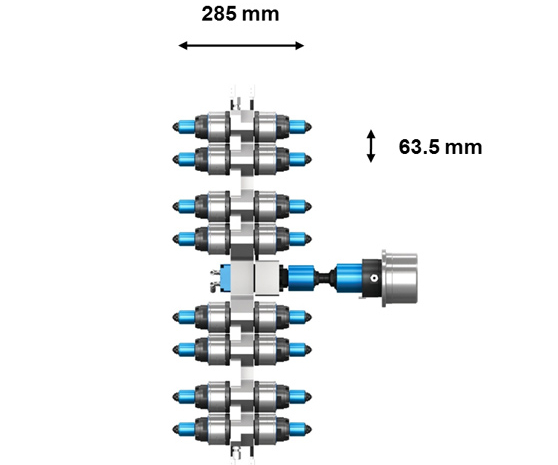
Low stack-height possible with internal valve gate nozzles results in a smaller, lighter, and less expensive tool.

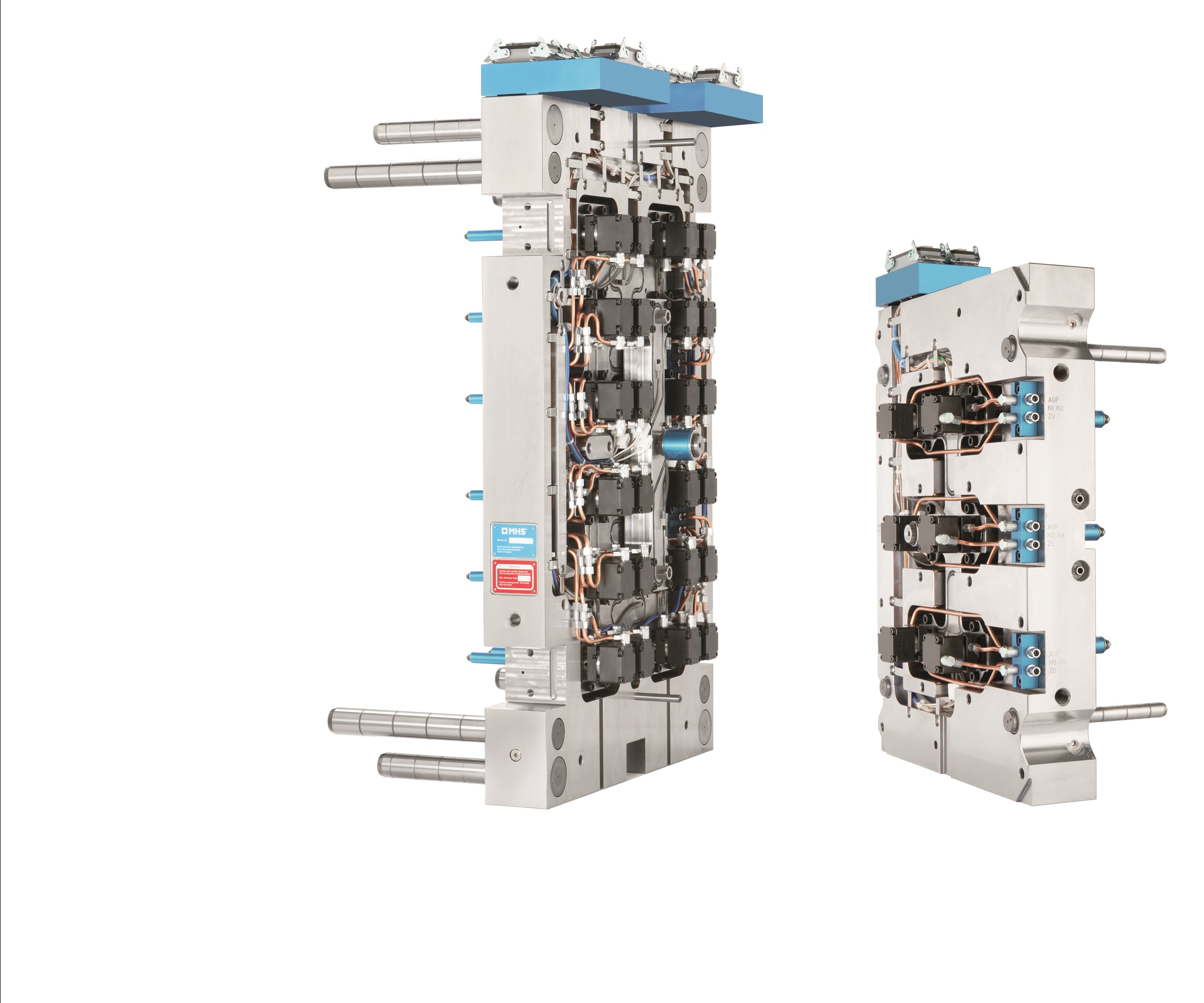
This 48+48 cavity stack mold with internal valve-gate nozzles can run in a smaller molding machine than a 96-cavity single face mold, which results in a smaller carbon footprint and increased energy savings.
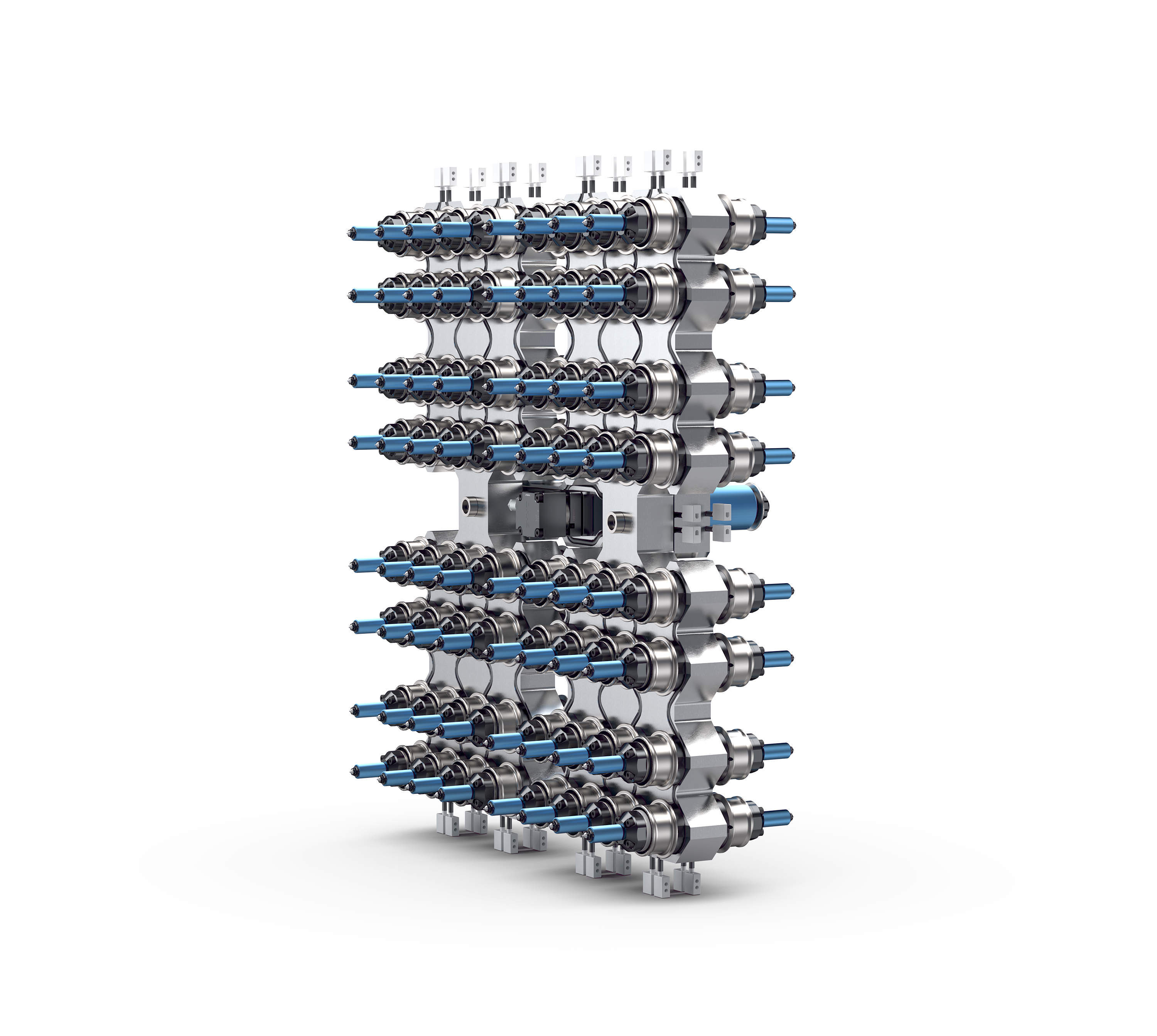
A 64+64 cavity valve-gated stack mold is now feasible and economically viable using internal valve gate nozzles.
Share
Read Next



Despite some thermal gating (hot tip gating) drawbacks, a number of mold builders still prefer thermal gates for high-cavitation molds. “Closing” a thermal gate during the cycle requires balance among the heat generated by the hot runner nozzle, viscous heat generated by the polymer and heat extracted by the gate insert so that the polymer melt at the tip solidifies correctly or freezes off.
The processor must achieve this balance during every cycle in each mold cavity. If a gate is too hot, the material will string or drool. If a gate is too cold, it may cause a delay in injection or a spike in injection pressure. It is possible that during a cycle, some gates in the mold are too hot and others are too cold. It is also possible that gates that were too cold during one cycle can be too hot in another cycle. Accuracy and control are never 100-percent guaranteed, so this approach is not recommended for a fully automated process.



Also, the cold slugs formed in each gate of a multi-cavity thermal-gated mold may not release at the same time, causing a filling imbalance in the mold. Filling balance patterns can change from cycle to cycle. Trying to solve filling problems in a high-cavitation, thermal-gated system sometimes feels like you are playing “whack-a-mole.” Filling imbalance can lead to over-packing, short shots and warpage, which significantly increases scrap rates. Scrap rates are even higher in thermal-gated, high-cavitation stack molds due to drool from the sprue bar. Valve gates can help eliminate these problems.
Valve-gated stack molds (48+48 cavity and 64+64 cavity) with back-to-back configuration are now economically feasible.
A Valve Gate Solution
Gates in a valve-gated hot runner system open and close via valve-pins and actuators, which allows for a consistent and repeatable tool and process design for every cycle. However, some moldmakers shy away from valve gates in high-cavitation molds, primarily because of the high capital and maintenance costs of traditional valve-gated hot runners. Valve gate systems also require more stack height, which further increases the cost of the mold. Designers seldom use valve gates in stack molds because of the excessive stack heights of the center block required to accommodate the valve gate actuators.
Poorly designed valve gate systems and operator errors have also caused problems for molders. Following are some examples and recommended solutions.
- O-rings can get “cooked” or damaged during operation if the operator forgets to turn the cooling on or due to wear. O-ring-free actuators avoid this problem.
- Cooling circuits can get clogged, whereas cooling-free actuators eliminate this problem.
- Improperly designed air or hydraulic circuits in the tool, such as too many actuators on one circuit, can cause lag. The number of actuators on a circuit should be minimized.
- Valve banks placed too far from the tool can cause lag. Position valve banks as close to the mold as possible and design air lines/oil lines as short as possible.
- Valve pins may not close if the melt pressure is too high. Design the actuator, flow channels, and valve pin diameters to ensure that the gates can be closed during the cycle.
- Valve pins can deflect under high pressure. Calculate valve pin deflection and design the valve pin assembly to minimize valve pin deflection.
- Tapered gates may not close the same way during each cycle, so use cylindrical gates whenever possible for consistency as they guide the pins when they close.
Advanced valve gate technology can help overcome some of these limitations and help to solve the problems associated with thermal gates by giving the molder more control, better part quality and higher process efficiency.
Compact internal valve gates. Traditional valve-gated hot runners use pneumatic or hydraulic cylinders, which makes the assembly bulky and increases the required stack height. Electric actuators also present several weaknesses that make them unsuitable for stack molds, including heat sensitivity. An advanced internal valve gate nozzle eliminates the need for bulky actuators because the cylinder is inside the nozzle assembly, significantly reducing the required stack height and tooling costs.
The actuator inside this nozzle does not require O-rings or cooling, which not only reduces the maintenance costs of valve-gating but also allows them to be used in high-temperature applications, to process materials such as PEEK at 450°C. This design enables molders to use them in a variety of applications, from 64+64 cavity stack molds to micro-molding.
The design of advanced actuators does not require O-rings. Unlike electric valve gates and conventional pneumatic cylinders that can fail in extremely hot operating environments, these advanced actuators can be used to process performance resins at temperatures up to 450°C.
Cooling-free, O-ring-free valve gates. Maintenance is a big concern with traditional valve-gate systems because the actuators require O-rings that must be replaced periodically, stopping production. The design of advanced actuators does not require O-rings. Unlike electric valve gates and conventional pneumatic cylinders that can fail in extremely hot operating environments, these advanced actuators can be used to process performance resins at temperatures up to 450°C.
Stack molding with valve gates. Valve gates are not often used in stack molding applications because the design of traditional actuators does not allow back-to-back configuration and significantly increases the thickness and weight of the center block of the mold. The internal valve gate nozzle design enables the molder to use a back-to-back configuration since the actuator is inside the nozzle assembly. It also significantly reduces the stack-height of the mold, lowering mold costs and the overall size and weight of the mold. Large internal valve gate nozzles allow valve-gate-to-valve-gate melt transfer, eliminating the drool associated with traditional sprue bars. Valve-gated stack molds (48+48 cavity and 64+64 cavity) with back-to-back configuration are now economically feasible.
In high-cavitation closure applications, where molders are trying to push the limits of cycle time, drop height for the parts becomes significant. There is very little time available for ejection of the parts, and there can be issues during ejection. The parts ejected from the top half may interfere with the parts ejected from the lower half. A 48+48 stack mold or a 64+64 cavity stack mold will have a lower drop height compared with the drop height of a 72-cavity or a 96-cavity single-face mold, which makes ejection less complicated and faster. It is easier to achieve a high degree of filling balance with a 48+48 or a 64+64 cavity valve-gated system compared to a 72-cavity or a 96-cavity thermal gate system.
Also, a 48+48 stack mold with internal valve gate nozzles runs in a smaller molding machine than a 96-cavity single face mold, which means a smaller carbon footprint and higher energy savings.
As the high-cavitation molding industry gets more competitive, molders must find alternatives to high-cavitation, thermal-gated molds that create waste. Advanced valve-gate technology will give molders more control over the filling and packing process and help them achieve higher process consistencies, higher energy savings and lower scrap rates.
For More Information
Mold Hotrunner Solutions Inc.
905-873-1954 x32
vk@mhs-hotrunners.com
mhs-hotrunners.com















Related Content

6 Ways to Optimize High-Feed Milling
High-feed milling can significantly outweigh potential reliability challenges. Consider these six strategies in order to make high-feed milling successful for your business.
Read More
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read More
Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read More
Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.
Read MoreRead Next

Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More