
Five-Axis Workshop Offers Advanced Strategies, New Products and Live Demos
Three companies collaborate to give attendees new approaches for achieving speed and efficiency in rough and finish machining.


Attendees of the most recent five-axis workshop gather in Heidenhain Corp.’s new Applied Technology Center in Schaumburg, Illinois, to see live demonstrations of roughing and finishing techniques using barrel cutters from Fraisa, CAM toolpaths created in Open Mind Technologies’ hyperMILL MAXX software and Heidenhain’s TNC control system. More workshops are planned by the three companies in other locations around the country. Image courtesy of Heidenhain Corp.

This workpiece was the result of five-axis machining demonstrations performed during a recent five-axis workshop hosted by Heidenhain Corp., Fraisa USA and Open Mind Technologies. Set up in a Hermle C12 CNC equipped with a Heidenhain TNC control, a new, high-performance end mill designed by Fraisa for multi-functional cutting, and Open Mind’s hyperMILL MAXX software-generated toolpaths, workshop attendees saw up close Dynamic Efficiency, which allows the machining center to automatically optimize speeds and feeds in variable workpiece thicknesses. Then they also witnessed optimized finishing techniques. Image courtesy of Open Mind Technologies USA Inc.
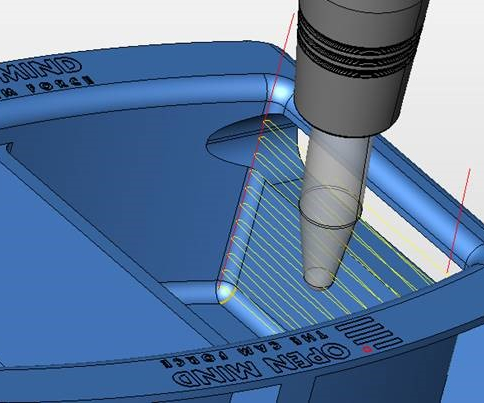
This screenshot shows a part of the Open Mind hyperMILL MAXX CAM toolpath using an ArCut-X barrel cutter from Fraisa USA Inc. and demonstrates the larger step-downs (typically 10x) made possible by the larger cutter radius on the barrel surface, resulting in large time savings and increased cutter life. The workpiece is shown in the previous slide after having been both rough-machined and then finish-machined in the Hermle C12 CNC machining center with a Heidenhain TNC control. Image courtesy of Open Mind Technologies USA Inc.
Share



Heidenhain Corp., Open Mind Technologies USA Inc. and Fraisa USA Inc. recently partnered to launch an education initiative that is expected to be made available throughout the United States. This initiative was kicked off with workshops on high-performance five-axis machining that feature experts from each company who provided insight into the best ways one can optimize roughing and finishing processes.
“Our first five-axis workshop was held at Fraisa’s facility in New Brighton, Minnesota, and the second workshop was held here, at Heidenhain’s Schaumburg, Illinois, facility,” Gisbert Ledvon, Heidenhain’s TNC business development manager, says. At Heidenhain, more than 30 people from several companies across the country attended the free, day-long workshop to learn more about the latest trends in five-axis machining. Multiple sessions covered various new and state-of-the-art five-axis programming strategies from Open Mind, Heidenhain motion control and CNC for five-axis machining centers and the newest circular-arc milling cutters from Fraisa, bringing the five-axis process chain full circle.



You must apply a different cutting strategy based on the type of CNC machine a shop uses.
With cameras in the CNC machines, live machining demonstrations in both roughing and finishing were presented in Heidenhain’s new Applied Technology Center during the workshop, providing visitors real-life examples of what complex machining can be done today with just the touch of a few buttons. “We utilized two different machining strategies: Dynamic Efficiency, which allows the machining center to automatically optimize speeds and feeds in variable workpiece thicknesses, on a Hermle C12, and Dynamic Precision, which improves mold surface quality and precision specifically on 3D toolpaths, on a KERN Micro Pro. These demonstrations gave participants the opportunity to see how two different machining methods using the Heidenhain TNC can achieve similar results,” Ledvon says. He explains that the Hermle has a stronger spindle (18,000 rpm) and is a little heavier-duty machine tool that is good for showing both rough- and finish-machining demonstrations, while the KERN has faster acceleration and deceleration speeds and a 42,000-rpm spindle, which was ideal for showing Dynamic Precision machining using smaller-sized cutting tools. “So, you must apply a different cutting strategy based on the type of CNC machine a shop uses. We showed the attendees how to choose the right combination to get the optimum results,” he says.
Alan Levine, managing director of Open Mind Technologies (Needham, Massachusetts), presented CAM technologies designed for users to take advantage of full, five-axis motion control and toolpaths for roughing and finishing. “Attendees were interested in the hyperMILL MAXX Machining finishing using conical barrel cutters and how to consider cost justification,” he says. “One moldmaker was interested in time-saving potential while maintaining surface finish.”
Mathieu Tapp, CEO of Fraisa USA Inc., says, “I think the main reason for most customers to attend was to see the barrel cutting in action. The main concern was that currently there are limited software options that enable the user to use the barrel tools the way they are intended. Fraisa worked directly with Open Mind when developing our tools and since they have a patent on certain software developments to use such tools, they are further along than most other CAM systems.” Tapp admits that often, customers are hesitant to change the software they use because of cost, but he says in some cases the time savings can be significant enough to justify the price of such a software in very short order.
Attendees were interested in the hyperMILL MAXX Machining finishing using conical barrel cutters and how to consider cost justification.
For roughing, Fraisa introduced its new high-performance end mills for multi-functional cutting (MFC). “These tools are multi-functional and not just designed for High-Dynamic or High-Efficiency milling, so they can be used in helical ramping, slotting, high-performance milling as well as High-Dynamic cutting to remove material the fastest way possible,” Tapp says. Fraisa also introduced a new line of barrel cutters for full, five-axis finish machining called the ArCut-X. These tools feature very large working radiuses which can save up to 90% in finishing time over traditional ball nose finishing.
Some takeaways for attendees as summed up by Open Mind’s Alan Levine are as follows:
- The larger cutter radius on the barrel surface enables larger step-down (typically 10x) and thereby results in large time savings.
- The time savings leads to broad benefits in the shop – better part delivery, increased machine availability, etc.
- The larger step-down leads to increased cutter life, because of the reduced toolpath distance for the cutter to cover the same surface, comparing to a ball endmill. The number of parts that can be machined with a given cutter increases in proportion to the increase of step-down (decrease in toolpath distance).
- The cutting process remains to use single-point contact, but the larger radius does increase the contact zone and generally a mildly lower feed rate is used for application of conical barrel cutters like the ArCut-X cutter.
- The tool path strategy can change the contact point on the cutter, spreading the wear during machining over a range of the cutter surface and increasing the cutter life.
- The tip of the conical barrel cutter (typically a spherical ball end) allows an additional usage for the cutter.
- Fraisa can regrind a worn conical barrel cutter (ArCut-X cutter) at lower cost than a new cutter, reducing the average cost per cutter.
Heidenhain’s Ledvon says that in addition to learning about new cutting tools and toolpath generation, one must also recognize the critical role that having a motion-control system that can generate the right speeds and feeds, as well as positioning accuracy of the five-axis (sometimes simultaneously), plays to maintain the right chip load on the cutting tool and to take full advantage of the toolpath the CAM system has generated, whether for rough-cutting or finishing.
Heidenhain, Fraisa and Open Mind Technologies expect to offer more five-axis workshops in other parts of the country, so be watching for announcements over the coming months.












Related Content

3D Printing Enables Better Coolant Delivery in Milling Operations
Just like 3D printing enabled conformal cooling channels in molds, additive manufacturing is now being used to optimize coolant delivery in cutting tools.
Read More
Developments in High-Speed Machining Technology
There have been many exciting developments in high-speed machining relative to machining centers and controls, tooling and CAD/CAM systems.
Read More
Moldmakers Deserve a Total Production Solution
Stability, spindle speed and software are essential consideration for your moldmaking machine tool.
Read More
Read Next

How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More