
Cutting Edge Strategies for Optimizing Milling and EDM
Makino Technology Expo focuses on high-precision machining and digital technologies to advance moldmaking.


During Makino’s recent Technology Expo, the large capacity V80S Five-Axis Vertical Machining Center was among a few demonstrating the company’s 5XC (Five-Axis Continuous) milling strategies. Intended primarily for use in pre-finishing and finish machining of larger workpieces like the center console mold halves shown here (at left and on the machine), the V80S is a head-to-head, slanted five-axis, making it ideal for getting down into large cavities using shorter cutting tools. A 20,000 rpm spindle enables the cutting of complex geometries like ribs, and the on-machine laser and probe help create perfect blends, eliminating or greatly reducing the need for post-process EDM.
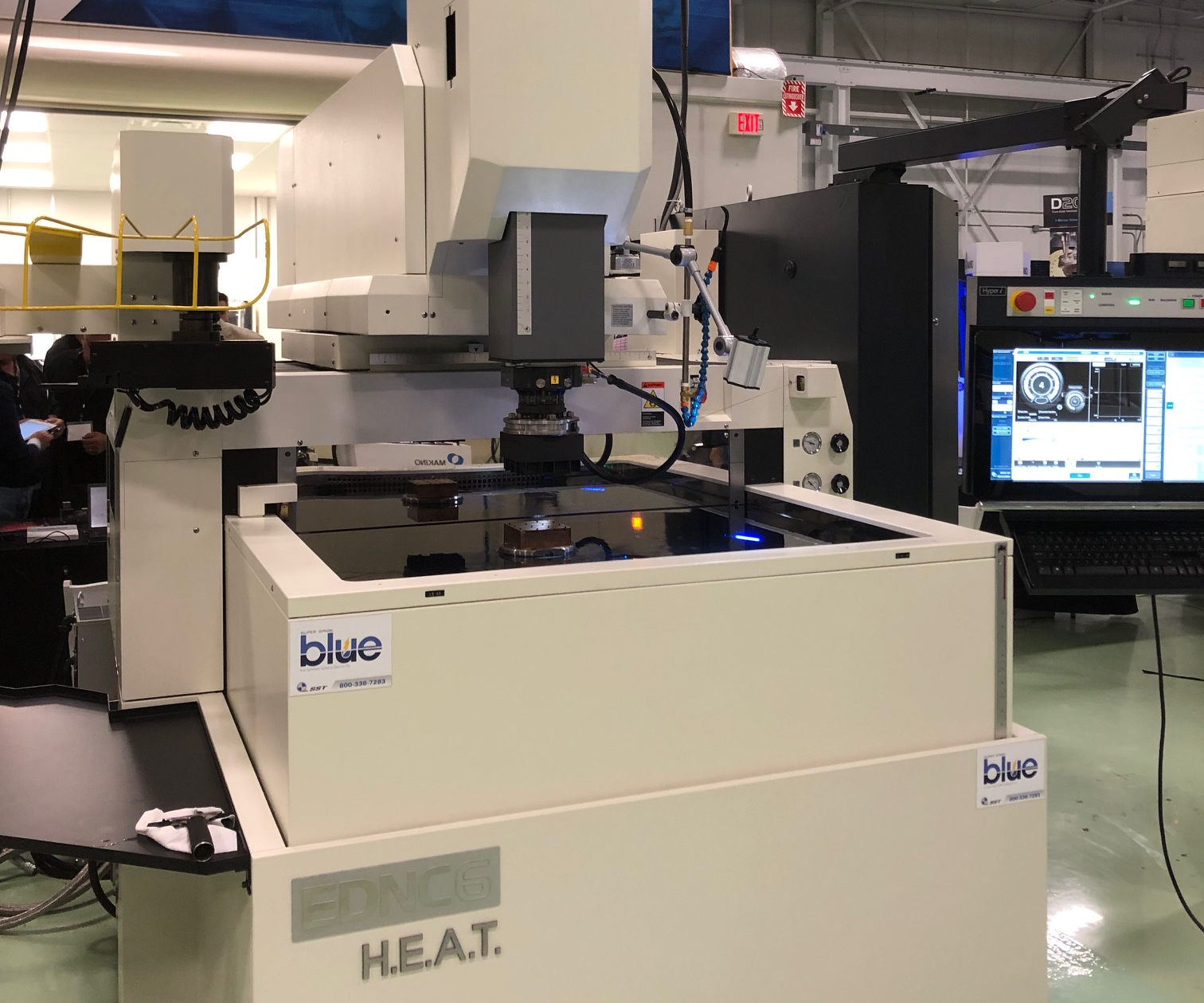
Makino also featured advancements in EDM technology, including its new EDNC6 H.E.A.T. High Speed Sinker EDM, which features the new ES-200 digital machining power generator. The H.E.A.T. designation (which stands for High Energy Applied Technology), uses a digitally-controlled power generator, versus a traditional, analog-driven power generator, to control the power delivered through the electrode to the part, resulting in the ability to fine tune the generator better than before and therefore control the accuracy.
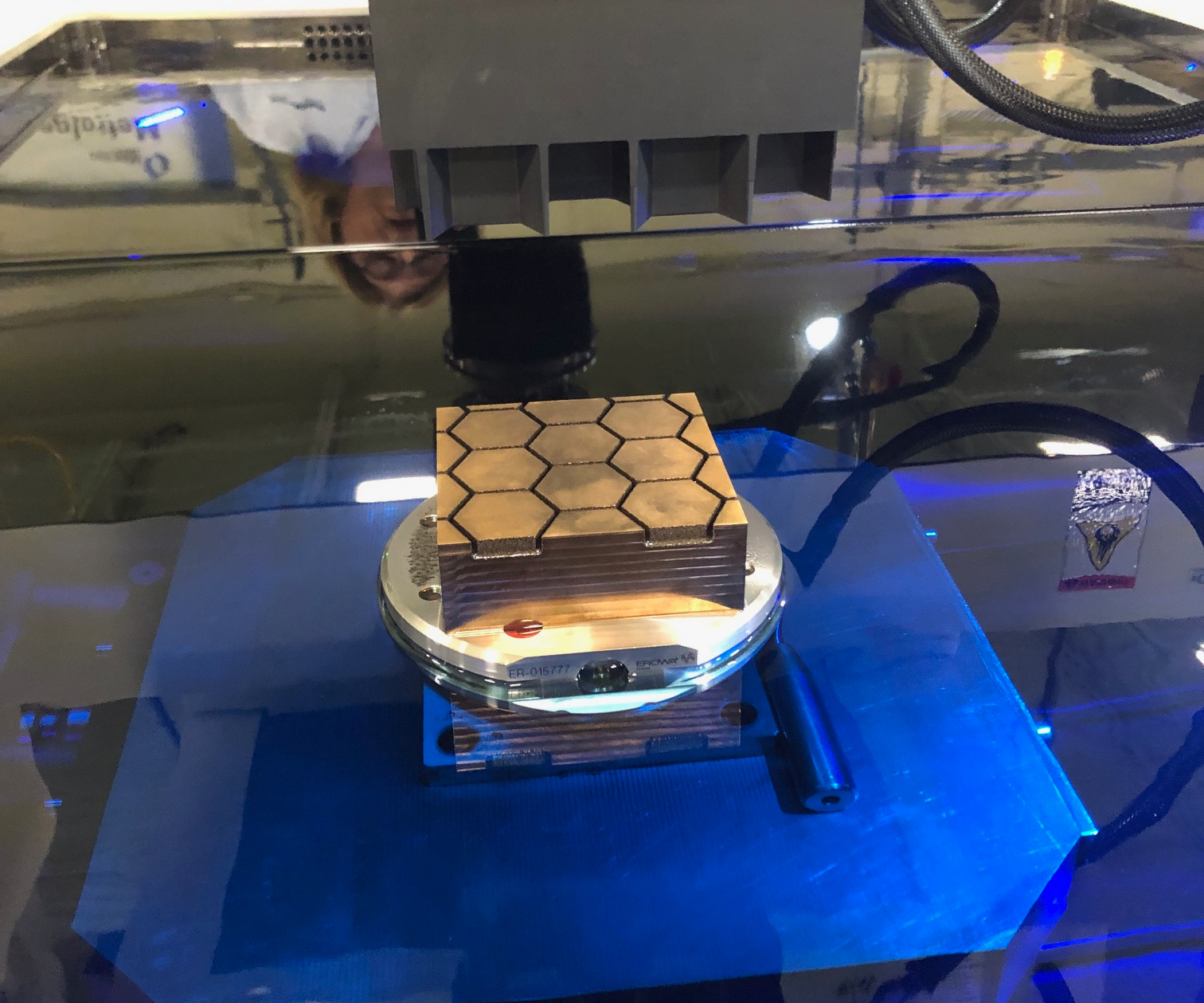
Makino’s new EDNC6 H.E.A.T. High Speed Sinker EDM is show here using the new ES-200 digital machining power generator to cut a honeycomb-shaped mold cavity made of Moldmax HH.
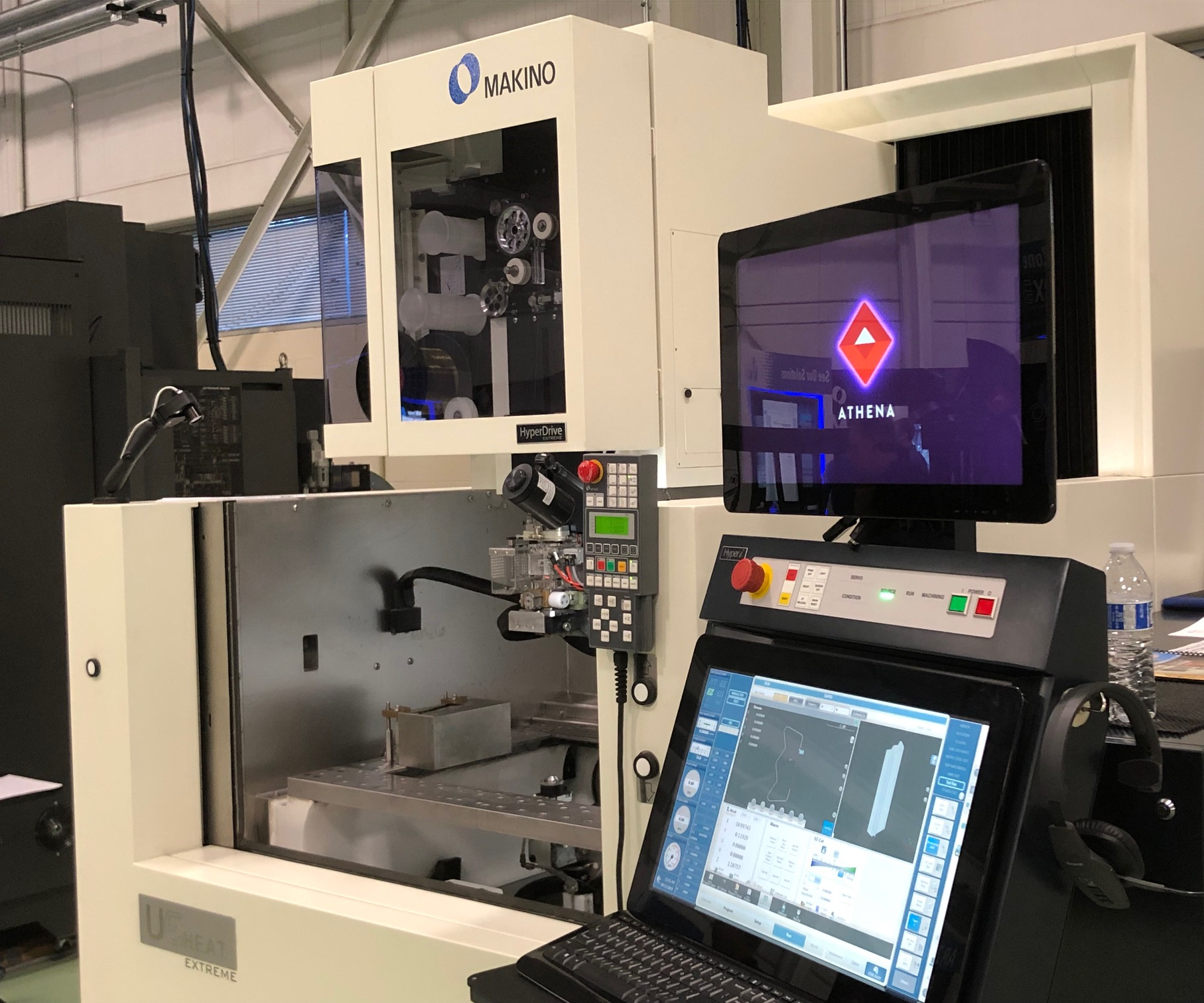
The U6 H.E.A.T. Extreme Wire EDM, shown here with advanced Athena voice control technology, features Makino’s exclusive 0.016-inch coated wire technology that is said to increase rough machining rates up to 300 percent when compared to traditional 0.010-inch brass wire while maintaining comparable wire consumption rates of 0.6 to 0.7 lbs./hour.



Attending the Makino Technology Expo is a highlight of every odd-numbered year. The company goes all out for three days, treating customers to great hospitality and, more importantly, introductions to new and advanced milling and EDM machining technologies and how to use them for more optimized results.



Five-Axis Fortitude Using 5XC
At this year’s Expo, Makino rolled out what it calls “the next logical step” to its 5XC (Five-Axis Continuous) milling technology. Makino’s Applications Team Leader Greg Pozzo discussed how moldmakers can achieve “dramatic improvements in productivity.” He commented, “I can remember when 400 ipm was fast; now we can achieve as much as 2,400 ipm.” Some takeaways included:
- Professional 6 (Pro 6) control uses “simple values” and graphical user interface for more intuitive programming.
- Super Geometric Intelligence (SGI.5) software, the next gen software incorporated in the Pro 6 control, is designed especially for tight-tolerance, complex mold and die manufacturing. Pozzo says it keeps the machine as close as possible to the theoretical feedrate throughout the machining process while maintaining high accuracy and reducing cycle times.
- All Makino five-axis machines come standard with Collision Safeguard software feature. While many programming software systems will check for collisions during the programming process, Collision Safeguard rechecks the program at the machine before any cutting begins.
Five-Axis Finishing Solutions
Stas Mylek of Mastercam joined Pozzo to show attendees how to minimize mold finishing and polishing times using 5XC in combination with new cutting tool technology and the right CAM software. “The challenges of traditional finish machining is that it is time consuming and inversely proportional (cycle times suffer),” Mylek says. He points out that cusp height is the “enemy of finishing.” Why? Because cusp height has a very large effect on surface quality since it is a function of cutting edge radius and step-over/step-down. He says the general idea is that, “the smaller or flatter the cusp height is, the better the resulting surface finish will be,” and ball end mills (the traditional go-to cutters) must be used with very small stepovers in order to reduce the size of cusps in the material. The trouble is, it takes longer to complete the finishing job because it has to take so many more passes to achieve the desired surface finish.
Fortunately, new advances in cutting tool design include multi-fluted technology, which offers the ability to cut at higher feedrates more efficiently while lengthening tool life and reducing costs. Additionally, barrel-shaped cutters, for use on sloped surfaces, can eliminate the use of multiple tools and reduce or eliminate the need to blend cusps by widening cutter contact and stepovers.
On the floor in Makino’s Auburn Hills, Michigan, Technology Center, the large capacity Makino V80S Five-Axis Vertical Machining Center, featuring a table size measuring 51.81 by 39.37 inches and X, Y and Z travels of 51.2 by 39.3 by 23.6 inches, demonstrated 5XC finish machining benefits for the die and mold industry. A mold cavity for an automotive center console was on display after having been finish machined on the V80S, drawing much attention. The mold was constructed using the material CENA-V (40 HRc). It was roughed on a Makino V99, then finished on the V80S using 5XC strategies like high-speed toolpath processing, state-of-the-art cutting tools and CAM software. Makino says processing time on the mold finishing was 46 hours and 51 minutes, about a 25 percent reduction over three-axis machining, and required less programming time. According to Michael Bannister, applications engineer, the V80S was made to be used primarily for semi-finishing and finishing processes in die and mold work. “It’s a head-to-head, slanted five-axis, which means you can’t rotate full 90 degrees with the head. Instead, you can rotate ±60 degrees in the A-axis and ±30 degrees in C, which allows us to maintain a cone of 30 degrees. It is ideal for getting down into large cavities where we can tilt the head down and shorten our tool lengths way up for more rigidity and less tool runout, which is an advantage for achieving fine surface finish,” he says. “There is a 20,000 rpm spindle on there for cutting fine details like ribs. You can have perfect blends due to on-machine laser and probe routines, helping to eliminate the need for EDM process afterward.” He adds that any time five-axis machining is being done, Makino recommends using six-flute technology barrel-style tools for extremely fast feedrates out of the machine.”
Kicking Up the H.E.A.T. in EDM
Makino also featured advancements in EDM technology, including its new EDNC6 H.E.A.T. High Speed Sinker EDM, which features the new ES-200 digital machining power generator. The machine was demonstrating cutting a honeycomb mold cavity made of Moldmax HH. “With our latest Moldmax models, we’ve managed to significantly speed cycle times and reduce electrode wear,” Tim Rushton, applications engineer, says. He explains that while the EDNC Series has been around for a long time (a predecessor to the EDNC6 was the EDNC65), what sets this machine apart is the H.E.A.T. designation (which stands for High Energy Applied Technology), which separates the digitally-controlled power generator from the older, analog-driven power package, used to control the power delivered through the electrode to the part. “The advantage is our ability to fine tune the generator better than before and therefore control the accuracy. If you were to cut the same part from the same material using the analog-driven power, you would see more electrode wear at this same point in the process and you would experience longer cycle times.”
Also introduced as part of the H.E.A.T. line is the new U3i Wire EDM, featuring jetless threading capability and the HyperDrive Extreme wire drive system, which uses an AC motor tensioning system that expands the range and stability of wire tension creating a reliable threading system for the newly-developed Topas H.E.A.T. coated 0.016-inch wire, developed by Bedra and exclusive to Makino.
The U6 H.E.A.T. Extreme Wire EDM also features the HyperDrive Extreme wire drive system, and is said to generate cutting speeds two to three times faster than standard wire EDM machining. According to Makino, the U6 H.E.A.T. Extreme “features 0.016-inch coated wire technology that increases rough machining rates up to 300 percent when compared to traditional 0.010-inch brass wire while maintaining comparable wire consumption rates of 0.6 to 0.7 lbs./hour.” Additionally, settings for 2-Pass Machining have been developed to provide optimal productivity.
More Machining Innovations
For those looking for advanced hard-milling capabilities in a three-axis machine, Makino featured its V33i vertical machining center. Andre Ey, vice president of Die Mold Technologies at Makino, called out the CNC’s closed-loop system which combines hard milling, grinding and inspection. “We are measuring the part through the different process steps, and it automatically creates, through the offset generation from the probing, a new toolpath to machine very close to the nominal tolerances required for the part,” he explains. “By doing this, we take away all the manual steps of jig grinding, which a skilled operator would have to do in several setups, and we automate it through a CAM software, and generate toolpaths based on measurements taken in the process. You can reduce the overall process time, increase quality, reduce scrap, and decrease fitting time when the workpieces are assembled. You have predictable surface finish and predictable accuracy.” He adds that shops can use robots to automate the process and create an efficient cell for unattended operation.
Athena Advances Voice Control Technology
Speaking of unattended operations and automation, Ey says Makino continues to develop its Athena voice control technology. “We are starting with the wire machines and eventually Athena will be operational across all products,” he says. “In the future, it will change how we interact with machines.” He says he sees this happening within the next five years or so. “I would expect that all of our machines will voice operational. That means not only the actual operation of the machines but the more critical part is the analytics that take place with regard to service, maintenance, support for the operator with setup sheets, training videos and other functions – it is basically like having a third hand.”
As some may remember, Athena was unveiled with much fanfare at IMTS2018, but according to a Makino source who is close to the project, it has come a long way since then. “What we did with Athena at IMTS2018 was make it very useful for new operators and also made manufacturing more accessible to the younger generation. We want to make manufacturing more attractive for Gen Z workers who are graduating from college. Some may have a base understanding of operating these machines, but we made it easy to access the tools needed to learn and use them faster,” he says, adding that Athena is integrated with the machine’s Hyper i control so eventually new users will learn the control and understand the capabilities. This is also a benefit to more veteran users. “Post IMTS, we are focusing more on shop-floor productivity. Athena now comes with a user toolkit with which customers can make their own Athena commands that can link up to documents, training information, setup sheets and even develop their own training program. Any document you can open up in Windows you can open up with Athena.” He says that no matter what the skill level is of the user, the objective is to keep that user as productive as possible by making the voice control system user-friendly and accessible. He also stresses that Athena is all about the user’s privacy in that it does not send any data whatsoever up into the cloud like other networked systems might. “Athena does not need any connection to the internet whatsoever to operate, but you can use your local network that is controlled by your company’s firewall and your IT department. So if you are doing ITAR work, mentioning part numbers and quantities, things like that, there is no risk of that being transmitted outside of your workplace.” Finally, he says Athena has gone from using a plugged-in headset to now using a Bluetooth headset, which enables the operator to walk away from the machine(s), multitask elsewhere in the shop and not miss any alerts or alarms.















Related Content

3D Printing Enables Better Coolant Delivery in Milling Operations
Just like 3D printing enabled conformal cooling channels in molds, additive manufacturing is now being used to optimize coolant delivery in cutting tools.
Read More
Leading Mold Manufacturers Share Best Practices for Improving Efficiency
Precise Tooling Solutions, X-Cell Tool and Mold, M&M Tool and Mold, Ameritech Die & Mold, and Cavalier Tool & Manufacturing, sit down for a fast-paced Q&A focused on strategies for improving efficiencies across their operations.
Read More
Predictive Manufacturing Moves Mold Builder into Advanced Medical Component Manufacturing
From a hot rod hobby, medical molds and shop performance to technology extremes, key relationships and a growth strategy, it’s obvious details matter at Eden Tool.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read MoreRead Next

How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More