
What You Need to Know about Medical Processing Hot Runner Systems
Only when there is an understanding of the material properties can you properly select and operate a hot runner system successfully with medical grade resins

Linear close space valve gate.
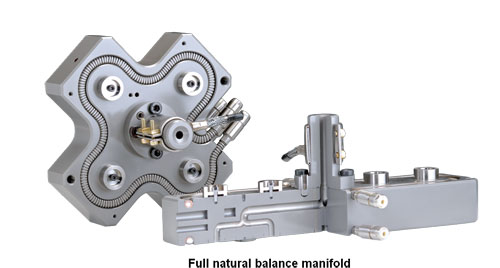
Full natural balanced manifold.

Various hot runner components.
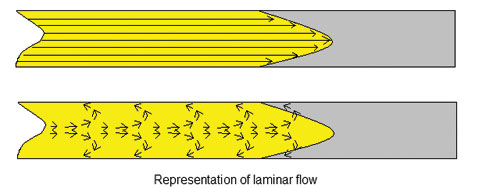
Representation of laminar flow.


Medical grade resins require special attention when processing through a hot runner system because many product applications are in sensitive areas of medicine delivery or surgical procedures where the plastic part needs to retain a high degree of properties in order to correctly perform. It is paramount that care and attention be paid to the processing of the resin as not to destroy the material properties during the process.
It is equally important to understand the process limitations of the resin in order to select the proper hot runner system and to process the resin not only without degrading the resin but also fill and pack the part void of defects. There may be some instances where a full hot runner system may not be the best choice for a particular application. In this case a hot runner to a cold runner may be a viable option.
Resin Properties
There are a variety of medical grade resins on the market today, including polypropylene, polycarbonate, polyester, polyethylene, polystyrene, thermal plastics Alsatians, polyurethane and liquid silicone rubber. The key to successful plastic part manufacturing through a hot runner system, is a thorough understanding of the resin properties being processed. Since processing these thermal plastics resins revolves around heating and cooling the resin, we will only concentrate on the thermal properties and how the heat is transferred in and out. All thermal plastics resins can be categorize into four main areas as related to thermal properties: (1) crystalline, (2) semi-crystalline, (3) amorphous and (4) thermoset.
Crystalline solids are a class of solids that have regular or nearly-regular crystalline structures. This means that the atoms in these solids are arranged in an orderly manner. Solids are divided into three main types: (1) crystalline solids, (2) amorphous solids and (3) thermoset solids.
These differentiated on the basis of their physical properties. Crystalline solids are of a definite shape and have a definite melting point, while amorphous solid have no definite shape and melt at a range of temperatures. Crystalline solids are also known for their anisotropic nature, whereas amorphous solids are isotropic. Anisotropy is the property of being directionally dependent; as opposed to isotropy, which means homogeneity in all directions. It can be defined as a difference in a physical property (absorbance, refractive index, density, etc.) for some material when measured along different axes. For example, the light coming through a polarizing lens.



Other generalizations of a crystalline solid include being opaque, where as amorphous solids have clarity. Thermoset solids are heat reactive and remain in some liquid form until heat is applied, whereby a chemical reaction takes place causing the molecules to cross link forming one continuous molecule. Once the reaction takes place it cannot be reversed. Unlike thermal plastics, thermoset materials cannot be reprocessed.
Most medical applications do not allow for regrind material, so hot runner systems are an absolute necessity to reduce manufacturing costs and to remain profitable. There have been several myths surrounding hot runner systems, including hot runner systems degrade resins. The causes of resin degradation are heat, residence time, dead spots and excessive shear.
A properly selected and installed hot runner system does nothing more then convey the resin from the molding machine injection nozzle to the cavity. It does not add or take heat away; it does not induce excessive shear; and, it does not have dead spots where material can degrade. High-quality hot runner systems will manufacture manifolds in such a way to reduce flow-induced shear by having radius flow channels.
General speaking, crystalline-based resins are less shear-sensitive then amorphous-based resins. The reason is that crystalline-based resins have a very specific melting point at which the resin viscosity drops off sharply, reducing the chances of high shear. Amorphous resins are more susceptible to shear because they don’t have a specific melting point and viscosity remains high until flow occurs.
Flow Characteristics
Now that we have a basic understanding of plastic resin thermal properties, we need to understand the flow characteristics of molten plastic. All plastics flow laminar. When pushing plastic through an orifice or pipe, the material in the center of the channel flows at a faster rate then the material near the channel wall where no flow occurs. Unlike an extrusion process where the flow of material is continuous, injection molding is a pulse flow process, where flow starts and stops in a continuous process.
In the injection molding process the resin against the channel wall has no flow during the flowing process; however, it does eventually move through the hot runner system, but at a slower rate than the center of the flow. This is because at the moment no flow is occurring the molecules become entangled. When flow occurs, the molecules against channel walls are dragged into the flow stream by the flowing molecules because of the entanglement.
Another reason for the eventual slow movement of the molecules against the channel wall are polymer molecular chains that are very long, making it possible for one end of a molecule to reside at the channel wall and the other end to be in the center of the melt stream. When flow occurs the portion of molecule at the center of the melt stream will move at a faster rate than the end of the molecule at the channel wall. The portion of molecule moving will pull the portion not moving off the channel wall. If too much or too rapid movement occurs, the molecular chain will break. This is called shear.
Break enough of the molecular chains and you change the properties of the resin—some of which are more serious than others. The molecular changes can affect viscosity, which in turn, can change the part density, shrinkage, fill rate, dimensions, structural strength, cycle times and aesthetics. More severe molecular damage will result in material degradation.
Processing conditions that affect shear include: material temperature; fill velocity; hot runner gate type and size; hot runner melt channel size and length; temperature uniformity through hot runner system (e.g., hot and cold spots); accurate temperature monitoring; balance flow; and mold venting.
A typical question that arises is: “What type of gating method should be used and what size gate?” Gate sizing is the easier of the two questions. The gate size should always be sized to fill and pack out the part under moderate molding conditions. If an application requires a .050-inch gate, then that is the size gate that should be used.
This leads to the next question or concern: gate vestige. A hot tip gate is less expensive and easier to install, but will always leave a gate mark. There have been improvements in hot runner technology that will give very good results, but if the application cannot have a gate mark, then you must go with a valve gate.
Selection
In selecting a hot runner system for your medical application, make sure your hot runner supplier has a good understanding and experience with the resin you will be processing for your application. Most hot runner suppliers can produce sample parts and may be able to run your resin in a test mold. Don’t be bashful in asking how much experience your hot runner supplier has had with your particular resin.
Almost all hot runner suppliers have their own specialty and standard hot runner components for their product line. The best suppliers can fine tune their products to fit your needs—such as changing the manifold bore channels or customizing the gate tip. Any customization will cost extra money, but you will have a high-performance hot runner system for your medical application.
With a small hot runner system almost all resins will experience minor loss of material properties, but well within part specifications. However, the larger the hot runner system or the higher the number of cavities, the more exposure to shear, residence time, high flow rates, and an increased chance for the resin to lose enough of its properties to start producing parts out of specification. Be sure to work with a hot runner supplier that understands this, so they can make adjustments to the hot runner system that will eliminate the resin’s exposure to too much shear, residence time, heat and dead spots.
Summary
Know your resin properties, comprehend how your resin flows, understand the resin’s limitations and select a hot runner supplier who has experience with the resin being processed.
All this will help you know the limitations on the filling velocity, allowing you to set the fill rates, pressures and material temperatures that are more conducive to the resin’s limitations; or at the very least, give you an understanding of why the part is not performing correctly after being molded.
The bottom line is: if you need an extreme process condition in order to fill and pack out your part, then there is either a severe deficiency in the hot runner system or you are asking too much from the hot runner for the resin being processed. Knowing these items will ensure a successful experience with processing medical grade resin in hot runners systems.















Related Content
Exploring ISO 9000 - Part 16 Control of Quality Records
A Series of International Standards for Quality Management and Quality Assurance. We begin 2022 with a review of Clause 4.16 Control of Quality Records.
Read More
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read More
Surface Finish: Understanding Mold Surface Lingo
The correlation between the units of measure used to define mold surfaces is a commonly raised question. This article will lay these units of measure side by side in a conversion format so that companies can confidently understand with what they are dealing.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read MoreRead Next

Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More