





Since previous 3D-printed metals Westminster Tool had evaluated arrived with high internal stresses and were prone to warpage when machined, the team wanted to understand how Mantle’s 3D-printed materials would behave in standard moldmaking operations. They subjected blocks of the printed and sintered metals to rigorous machineability studies involving every process moldmakers commonly use. The team found the 3D-printed P2X (P20 offset) behaved just like conventional P20 in standard machining operations using standard P20 machine settings. On the left is a block of Mantle’s P2X material in a hard mill about to undergo thread milling. On the right is the final machined P2X part. Photo Credit, all images: Westminster Tool Inc.
It’s turning out to be quite a year for mold builder Westminster Tool Inc. of Plainfield, Connecticut. Company Founder and President, Ray Coombs, received the Mold Builder of the Year award from the American Mold Builders Association (AMBA, Indianapolis, Indiana). Three Westminster team members—Hillary Thomas, VP, Micheal Belmont, account manager and Victoria Rooke, EDM specialist—were part of MoldMaking Technology’s 2021 30 Under 30 Honors Program for their contributions to their company and industry. Last but not least, the company was named MoldMaking Technology’s 2021 Leadtime Leader Award Winner.

Westminster Tool Inc. specializes in producing tight-tolerance injection molds for the medical, automotive, packaging, defense/aerospace and industrial markets. An early adopter of polymer additive manufacturing (AM), which is used to speed mold design, manufacturing and verification, the company recently completed several rigorous machineability studies on a new metal 3D printing technology from Mantle Inc. that has specifically been designed for toolmakers.
The 24-year-old mold builder designs and produces tooling for injection molding and resin transfer molding with a specialty in tight-tolerance medical molds, although it also services customers in automotive, packaging, defense/aerospace and industrial.



Additionally, Westminster Tool molds high-temperature plastic parts and machines metal components for defense/aerospace. Not surprisingly, the company is SAE AS9100 and ISO 9001:2015 certified, ITAR registered and NIST SP 800-171 compliant.
Defining Metal AM’s Business Case
Westminster Tool was an early adopter of polymer additive manufacturing (AM) and uses it to prototype and physically test parts, evaluate their size and features and develop CMM inspection and fixturing methods—an approach the company says reduces manufacturing lead times and makes for a nearly seamless verification process later. Given how successfully polymer additive had been integrated into their toolmaking operations, the team wondered if it made sense to bring metal AM on board too.
“After conducting several studies on 3D-printed metals, it was obvious those materials wouldn’t offer enough value for what we were trying to do,” explains Eddie Graff, Westminster Tool manufacturing engineer. “For a lot of mold builders—us included—having to recut geometry and resurface parts after printing is a big deterrent to investing in metal additive technology. Frankly, we were having a hard time building a business case for printing mold components given the tight-tolerance work we do, and the high cost and low tolerances of the systems we evaluated. Before we made that kind of investment, we needed to better understand how 3D-printed metals would machine and EDM compared with conventional tool steels.”
A 2019 tradeshow meeting between Ray Coombs and Ted Sorom, co-founder and CEO of metal additive startup, Mantle Inc. (San Francisco, California) proved fortuitous, as Sorom was seeking toolmakers willing to test Mantle’s new 3D printable tool steels and provide feedback on how they performed versus conventional tool steels. Given Westminster Tool’s continuous-improvement culture and Coombs’ own interest in cutting-edge technology, after a bit of research to understand Mantle’s technology, they said yes. In the last two years, Westminster Tool has conducted several rigorous machinability studies on Mantle’s P20- and H13-equivalent materials and has produced a cavity mold insert from 3D-printed metal and used it to injection mold test parts.

Westminster Tool next ran the same battery of tests on Mantle’s H13 material at three different hardness levels as well as a conventional H13 material. Final parts are shown on left and far right (conventional).
Designed for Mold Builders
While most metal additive technologies were designed for broad applicability in a variety of industries that use metal parts, Mantle’s hybrid 3D printing technology was specially designed to meet the needs of moldmakers. Versus other metal 3D printing systems, the company’s TrueShape technology platform is said to specifically focus on producing high-precision metal parts in tool steels with very tight tolerances (±0.001-0.004 inches/±0.03-0.10 millimeters across a 4.0-inch/102-millimeter part) and high surface finishes (1-3 microns average surface roughness (Ra)).
Because the hybrid system combines an extrusion-based printer and an integral high-speed CNC mill, which shapes the evolving part after each printing pass, Mantle says parts exit printing and sintering operations in a fraction of the time and cost of conventional subtractive manufacturing and usually require little to no post-process machining.
Flowable paste-based materials with temperature-controlled viscosity eliminate the handling and storage issues with bare powders, the high printing pressures and defects that can be seen in filament-based additive systems and, versus ink-based systems, it can print thick-section parts. This approach enables a relatively simple and low-maintenance printer design and is said to produce parts with high density (95+%), excellent hardness and durability, high dimensional accuracy and surface finishes comparable to those achieved via CNC machining or EDM. The low-stress parts are also said to have metal 3D printing’s lowest shrink rate (8-10%) after sintering.
Design of Experiments
Starting in fall of 2019 and continuing through most of 2020, the Westminster Tool team invested several hundred hours creating a design of experiments (DOE), running full manufacturability studies on Mantle’s P2X (offering the performance of P20 but with slightly different metallurgy) and H13 materials, and later building an insert and running a molding trial. The testing was done nights, weekends and during slow periods so as not to affect customer jobs.
“Initially we started with a printed and sintered block of Mantle’s P2X material and ran it through every process commonly used in moldmaking that we have in-house or that we commonly outsource,” explains Graff, who oversaw most of the work. “We did hard and soft milling, wet and dry grinding, we polished it to an A2 finish, we added both hand-tapped and milled threads, we ran it in both sinker and wire EDMs, we cut a thin-wall section, we milled a small vent and we even looked at the kinds of chips it produced. We also outsourced the test piece to see how it behaved during welding. In all cases, we and our partners used standard machine settings for P20 steel.”
“P2X performed just like conventional P20. We were both surprised and pleased to learn it was very stable and held its shape well.”
He adds that there was concern about how these materials would behave, knowing that previous printed metals they’d evaluated had arrived with high internal stresses and were prone to warping when machined. “We’d literally seen 3D-printed metal fold up like a potato chip when we worked on it, so we were very concerned about the stability of these materials,” Graff continues. “However, P2X performed just like conventional P20. We were both surprised and pleased to learn it was very stable and held its shape well.” Graff adds that he’s also pleased that Westminster Tool was one of the first moldmakers to provide Mantle with feedback on the materials.
In 2020, Westminster Tool repeated the manufacturability study on Mantle’s H13 material. This time, they were supplied with three printed and sintered blocks, each with a different hardness level (one right out of the furnace at 35 Rockwell hardness (HRC), one annealed to 25 HRC and a third hardened to 52 HRC). Also, Westminster Tool added a fourth block of conventional H13 (22 HRC) to its test protocol.
Each block was again subjected to the same battery of machining and EDM operations, then sent out for welding plus heat treatment/hardening. “As before, we used our standard H13 settings for all four blocks of material, and the printed materials machined just as fast at the same settings. We saw no porosity or grain issues, and the printed H13 behaved like conventional H13,” recalls Graff. “The only difference we saw was that the printed H13 was a bit softer, hardening to 50-52 HRC, not 54.”
Mantle supplied H13 in different hardness levels as part of a larger experiment they were conducting to see if post-print annealing, which makes the metal softer, also made it easier and faster to machine. “Otherwise, our as-sintered H13 requires high-speed or hard milling and not every shop is equipped to do that,” explains Scott Kraemer, Mantle senior application engineer. “We were trying to understand if annealing would make a moldmaker’s job easier.” Are the H13 annealing results a concern? “According to SPI standards from 1998, Class 101 molds have to achieve 48 HRC, so we’re well within that range,” Kraemer continues. “However, people got used to hardening H13 to 52 or 54 HRC—mostly to improve wear resistance.”

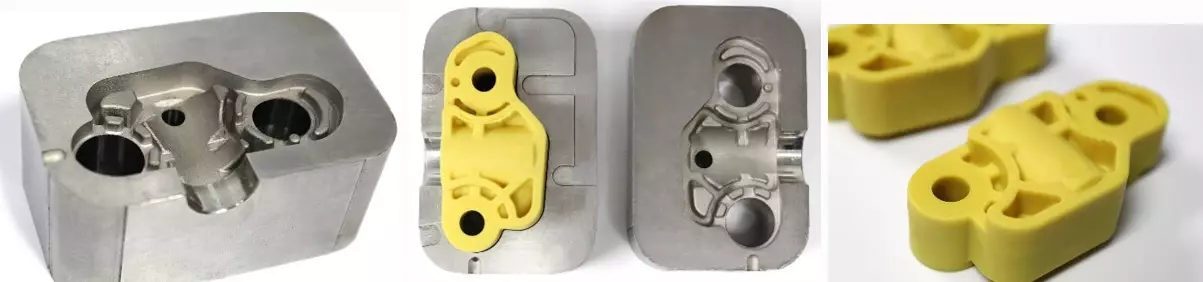
Most recently, Mantle 3D printed a cavity mold insert from P2X material for Westminster Tool. After some minor machining/EDM, the insert was installed in a mold that ran for 16 hours to produce automotive tension arms in 43% glass-reinforced polyamide 6/6. Once again, the 3D-printed P20 offset performed just like conventional P20 steel. Detail of half the insert is shown on the left, both cavity insert halves with a part in place are shown in the middle and a closeup of the final molded part is shown on the right.
Moldability and Machinability
Satisfied that Mantle’s printed materials behaved like conventional tool steels, Westminster Tool next conducted a molding study. Using a near-net-shape cavity insert 3D printed by Mantle in P2X, Westminster Tool hard milled core pin holes and venting, wire EDM’d ejector pin holes, ground the outside to fit in the mold base and tapped threads into the backside. The final insert was 3.0 x 3.0 x 2.0 inches/76 x 76 x 51 millimeters and was used to mold automotive tension arms in 43% glass-reinforced polyamide 6/6. Once again, they found the printed steel behaved like conventional steel.
“We’ve been impressed so far with Mantle’s materials, particularly since they focused on workhorse tool steels, not creating random materials that most moldmakers don’t use day to day.”
“What sets Eddie and his team apart is that they’re very detail-oriented,” adds Kraemer. “Not only were they willing to do thorough studies on our materials, but they also sent us a comprehensive written report, which shows the buttoned-up operation they run. We’re very excited to continue working with them to validate our materials and printing process.”
“We’ve been impressed so far with Mantle’s materials, particularly since they focused on workhorse tool steels, not creating random materials that most moldmakers don’t use day to day,” adds Graff. “That not only made it easy to do one-to-one comparisons with materials we had in-house, but it also made our research very relevant.”
He acknowledges that Westminster Tool’s initial research focused on evaluating the stability and machineability of Mantle’s materials and that they still haven’t taken advantage of 3D printing’s benefits of greater design complexity and ability to print conformal cooling lines. “Owing to the size blocks we worked with in the previous studies, we cut fairly simple geometries,” Graff adds. “If we do another study with Mantle—and we’d like to—we’d focus on machining far more complex geometries plus evaluating how accurately the machines can print complex shapes and the kinds of surfaces they achieve without post-processing.”
“What Mantle offers mold builders is a metal 3D printing technology in tool steels with much better tolerances at much lower cost and requiring much less secondary finishing to get a final part,” concludes Kraemer.















Related Content

VIDEO: Qualifying Modified H-13 for 3D-Printed Tooling
Next Chapter Manufacturing and International Mold Steel discuss their partnership to qualify a modified H-13 for tooling applications.
Read More
How to Lower Cycle Times With the Right Tool Steel
Combining excellent mechanical properties, high wear resistance and high thermal conductivity in a specialty tool steel yields cycle time reduction.
Read More
What You Should Consider When Purchasing Modified P20 Steel
When buying P20 steels that have been modified, moldmakers must be aware of the variations and key issues that affect delivery, cost and lead times.
Read More
Corrosion-Resistant, High-Hardness Mold Steel for Optimal Surface Finishes
Uddeholm’s premium Tyrax ESR can reduce polishing time by 40-50% and is suitable for long run production molds and high-performance plastics.
Read MoreRead Next

How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More