

Fiber laser systems feature an air cooled, self-contained laser source, which utilizes a semiconductor diode as the light source rather than a flash lamp as used in ND: YAG laser welding systems. Here, a gentleman uses a fiber-laser welding system to repair a large injection mold. Image courtesy of LaserStar Technologies Corp.
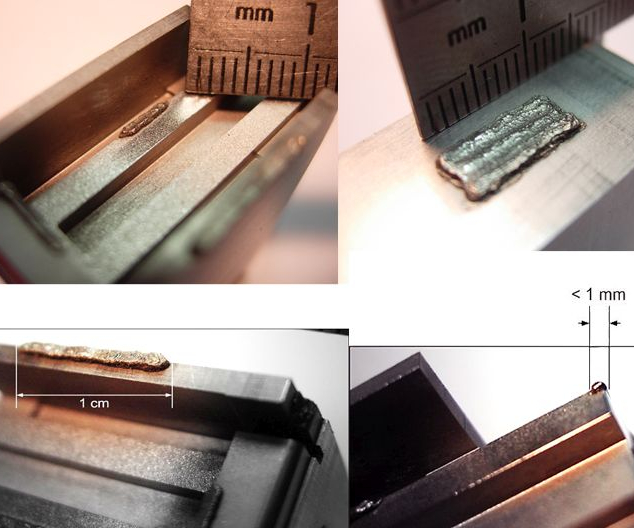
One key advancement in mold repair is the ability to cost effectively deliver precision welds on both ferrous and non-ferrous molds, such as those made from aluminum and copper. Examples of micro welds performed using a plasma-pulled arc micro welder that produces a laser-quality weld on various materials are shown here. Wider ranges of materials used and short learning curves, in addition to affordability, have made it possible for moldmakers to bring welding systems in house, reducing both costs and leadtimes. Image courtesy of Rocklin Manufacturing Co.

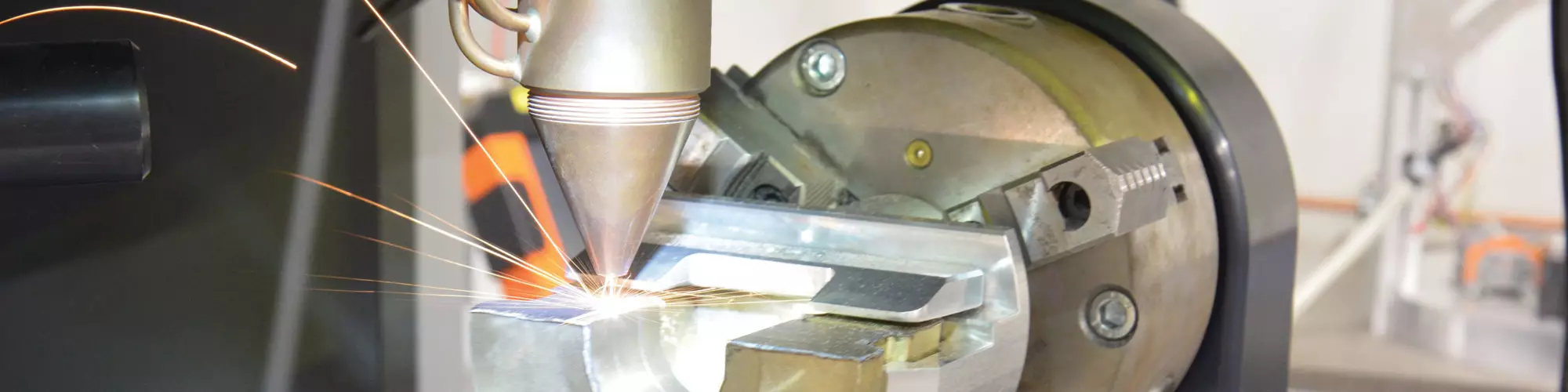
Contour parallel repair of worn fitting surfaces on a brass tool is shown here using powder DMD. Due to the very efficient energy input into the powder additive the deposition speed can be increased; reducing total process time by 40 to 50 percent (in comparison to wire welding). Image courtesy of O.R. Lasertechnology GmbH.



See how the laser cladding with powder technology works. Video courtesy of Coherent / OR LASER.
Companies are putting much more emphasis on and investment into the equipment and skills required to keep molds running longer between preventive maintenance stops. This month, MoldMaking Technology turns its focus to mold repair trends and challenges with an emphasis on welding technologies. We asked experts from a few welding equipment suppliers to share their take on current needs and solutions.
Welding Trends and Challenges



Because moldmaking is metalworking, and mistakes happen, welding will always be an essential process in the moldmaking industry. But like so many other technologies, welding methods continue to evolve, offering options besides traditional TIG welding that make even the most seasoned moldmaker question what the best choice is for repairing his molds.
Moldmakers see value in user-friendly solutions and are actively seeking more economical and faster approaches to maintaining and repairing their molds.
“Moldmakers see value in user-friendly solutions and are actively seeking more economical and faster approaches to maintaining and repairing their molds. They are doing whatever they can to minimize downtime,” Ross Rocklin, president of Rocklin Manufacturing Co. (Sioux City, Iowa), says. His customers often face immense costs and challenging logistics when sending molds out for repair. For example, a customer in Mexico sent an expensive mold to Europe for repair. Two weeks and $20,000 later, not to mention the cost associated with the downtime, the repaired mold returned from Europe. “We provided them with a simple solution to complete future repairs themselves, in the press, with no prior welding experience necessary,” he says. “
But downtime is not the only factor that moldmakers must be concerned about when looking to make complete and efficient welding repairs.
“All welding can be affected by different materials and coatings,” Doug Niggemann, vice president of Alliance Laser Sales (Wauconda, Illinois), says. “A very thin surface coating can usually be welded over with varying results. For example, laser welding over a thin layer of chrome usually works out well, whereas laser welding over nickel almost always results in pitting when bringing the workpiece back up to a high polish. There are so many combinations of materials and coatings that each project is different and only years of experience and knowledge can help avoid issues.”
All welding can be affected by different materials and coatings.
Niggemann says it is important to ask questions about the mold before settling on the welding method to use. “Maybe the workpiece has been welded before and nobody knows, or maybe the base metal is imported, and the type is unknown,” he says. If a mold has been plated, the welder needs to know what coating has been applied and how thick it is. If the coating will be reapplied after repairs, it may be better to remove the coating before welding. If the coating will not be reapplied, Niggemann says he would recommend laser welding over TIG welding because it uses a minimum amount of heat and will affect a much smaller area of the coating.
Rocklin says, “One key advancement in mold repair is the ability to cost effectively deliver precision welds on both ferrous and non-ferrous molds, such as those made from aluminum and copper. Our micro welding solutions include a non-arcing, spot welding process for repair of minor damage to ferrous molds, and a plasma-pulled arc micro welder that produces a laser-quality weld on both ferrous and non-ferrous molds. Both units are primarily focused on minor defects and repairs, although the pulled-arc welder can complete structural welds, too.”
Comparing Welding Technologies
Greg Gesswein, president of Paul H. Gesswein and Co. Inc. (Bridgeport, Connecticut), says that molders and moldmakers have historically had limited options for repairing molds. TIG welding, which gives off a lot of heat and is used for larger welding repairs with large diameter wires, is one of them. “Then on the micro side are laser welders which are fantastic and use very small diameter wires for making micro repairs,” he says. “But shops rarely would invest in laser welders because they were too expensive, and they would need a dedicated welding specialist in the shop. What would you do when that specialist is on vacation or out sick?” Greg Gesswein says.
Mike Moosey, Applications Engineer for LaserStar Technologies Corp. (Riverside, Rhode Island), says that laser welding has been a popular choice for mold repair and restoration for many years because it provides very precise, strong welds without some of the drawbacks associated with traditional welding methods like MIG, TIG and spot-welding. “All arc and spot-welding processes transfer a significant amount of heat to the base material (the heat-affected zone), which can affect the metallurgical structure around the weld and/or result in shrinkage or warpage of the workpiece,” he says. No physical contact between the laser head and the workpiece, and precise control of the laser-beam spot size and energy, which enables accurate micro-welding of miniature components, are additional advantages of laser welding over traditional methods, according to Moosey.
The number one advancement in welding for the past 15-20 years is without a doubt laser welding, says Alliance Laser’s Niggemann. “Beyond that is the development of FSS or Full Solid-State Fiber laser systems. This is because fiber laser uses less energy consumption, creates less ambient heat, has no disposable or replaceable parts and is more consistent and accurate than previous YAG systems. The advancement of this technology makes laser welding a much more affordable option for tool rooms and mold shops to invest in.”
Moosey concurs and explains that Nd: YAG lasers (Neodymium-doped Yttrium-Aluminum-Garnet) are liquid cooled and they utilize a flash lamp as the light source inside of a resonator cavity. The flash lamp is a consumable item that needs to be replaced periodically depending on usage. Over time, as the flash lamp decays, the laser energy output decreases, requiring the user to make parameter adjustments to compensate.
“Flash lamp systems require regular preventive maintenance to the cooling system, like flushing and filling the cooling system fluid and replacing filters, etc.,” Moosey says. “Nd: YAG systems do a great job, and there are literally hundreds of shops that use them every day. However, fiber lasers are becoming an increasingly popular choice because of superior beam quality when compared to Nd: YAG. Fiber laser systems feature an air cooled, self-contained laser source, which utilizes a semiconductor diode as the light source rather than a flash lamp. They require virtually no maintenance and the diodes never decay and do not require replacement like flash lamps.”
The number one advancement in welding for the past 15-20 years is without a doubt laser welding.
Blair Learn, president of Alpha Laser – US (Meadville, Pennsylvania), says, “The scope of products, including materials, and sizes and shapes of systems, that are available to repair molds is becoming much wider as familiarity with laser systems grows,” he says. He adds that laser-welded repairs are typically easier and faster to execute than TIG welding, therefore they are less costly owing to the time saved by not having to pre- and post-heat. Additionally, he says today’s laser welders can execute welds much faster than before because of the versatility of movement systems that now allow the welder to get into position much quicker. “The higher wattage power supplies also allow the welder to perform welds as much as 10 times faster than they could with lasers on the market three or four years ago,” he says. “The accuracy of laser versus conventional welds yields much quicker weld removal times, too.”
Every supplier interviewed emphasized the difference in training requirements between TIG or Micro TIG welding and laser welding. “Now that more manufacturing is being done domestically, everyone we talk with is desperate for trained craftsmen, including toolmakers, experienced staff for press setups, etc.,” Learn says. He points out that the demand for highly-skilled welders has lessened since laser welding has become more affordable and easier to use.
Gesswein agrees, saying, “With laser welding, employees only need about an hour of practice to get started with simple welds and soon they are doing more complex repairs. It is not unusual to find shops with two or three employees who know how to laser weld.”
Still, conventional TIG welding has its place. “You would use TIG or micro TIG welding when you need a large amount of weld and the parts themselves can handle the heat and stress associated with the TIG process,” Alliance Laser’s Niggemann says. “Conventional welding, depending on the scenario, may result in a faster and less expensive weld job. That said, it will most likely take longer to machine or refinish, adding to the overall cost. It all depends on time and budget; every customer and scenario is different.”
New Systems, New Ways to Weld
Marco Göbel, Product Line Manager Robots and DMD at Coherent | OR LASER, notes the introduction of additive manufacturing (AM) into mold repair. “By offering machines that can do (semi-) automated repair by laser cladding with powder (also called Direct Metal Deposition or powder DMD), repair becomes much more cost-effective versus replacement of damaged components,” he says. “Often cracks and edges are repaired and/or modified using AM. The main challenge is to meet the high material requirements for the mold and the repaired material. Additionally, because of the very efficient energy input into the powder additive, the deposition speed can be increased. This reduces total process time by 40 to 50 percent (in comparison to wire welding),” he explains. “Ideally, the repaired or modified material should blend in perfectly or even exceed the substrate’s material strengths (e.g. for edges).”
The use of AM via laser cladding with powder will be even more important as moldmakers begin manufacturing their mold cores or components using additive manufacturing alone.
How does it work? Göbel explains that DMD is a welding technique which uses powder with a high-energy-focused laser to build the weld on a substrate to repair or modify high-value parts. A melt pool is generated via laser radiation and additive material (the powder) is fed into that melt pool. Almost any metal alloy may be used in powder DMD, including steels, nickel, cobalt, titanium and aluminum. The use of powder DMD will be even more important as moldmakers begin manufacturing their mold cores or components using additive manufacturing alone, Göbel adds.
Blair Learn says that last year, Alpha Laser introduced a robotic system for laser welding molds and dies that can also perform powder DMD. “The introduction of FSS fiber laser welding technology has made it possible to also use powder deposition because of a continuous wave operating mode, which allows the welder to run more automatically and change directions more easily as the powder is fed coaxially around the beam. It has only recently become possible to use powder additive with smaller-wattage laser systems that capably balance the heat input and they are more affordable. This is a major benefit to laser welding.” However, Learn says that much more testing needs to be done to determine when powder DMD is the right method for mold repairs because it puts more heat into the part.”
Gesswein and Co. recently introduced a micro TIG welder that uses very little heat. “It is possible to use the small diameter wires to get those micro repairs finished,” Gesswein says. With its new welder the user can make contact exactly where he or she wants to weld and the electrode will reciprocate backwards automatically so when it fires a shot, it’s at the right height.
Alliance Laser introduced a new, mobile FSS fiber laser system that combines the high-power output of a 450-watt machine with the fine precision of a lower-wattage system. Niggemann says this is possible because the system generates laser power through a series of diode pumps instead of the crystals and mirrors used in most YAG lasers, and with fewer parts to replace, maintenance time and costs are reduced. “We have also been able to reduce the cost by creating a system that has only the features necessary for executing perfect welds,” he says.
No matter what a mold shop’s welding needs may be, a solution is sure to be found as supplier companies continue to develop new and better systems that are easier and more economical to use.















Related Content


How to Use Diffusion Bonding to Optimize a Mold’s Thermal Performance
Joining dissimilar metals has tremendous potential for conformal cooling, but to successfully use diffusion bonding, a mold builder must understand the complexities of the interface and its effect on the chemical and thermo-mechanical properties of the bond.
Read More
How to Use Thermal Management to Improve Mold Cooling
A review of common mold cooling issues and possible solutions, including 3D printing applications.
Read More
Machine Hammer Peening Automates Mold Polishing
A polishing automation solution eliminates hand work, accelerates milling operations and controls surface geometries.
Read MoreRead Next

Choosing the Right Beam Source for Your Laser-Welding Operation
Fiber laser technology is here, but is it the right solution for your operation?
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More