Tough Coatings Control and Extend Mold Life
Moldmakers can solve tough productivity problems by applying next-generation coatings.



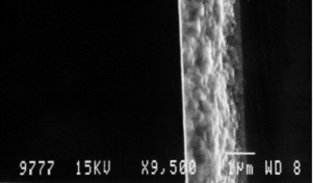
Figure Scanning-electron micrograph image made using secondary electrons on a fractured cross-section of FortiPhy thin-film coating deposited on a silicon wafer. The silicon wafer substrate is on the right, and the dense, nanocrystalline FortiPhy surface is on the left.
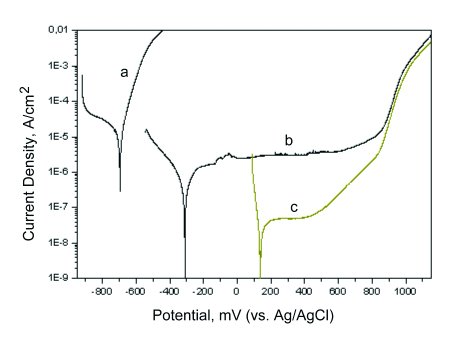
Improvements in corrosion potential with FortiPhy. a is mold-steel substrate, b is thin FortiPhy coating and c is standard-grade FortiPhy.

Zero draft, tight tolerances (q0.001) and an EDM finish can add up to some real headaches in production. Coatings that improve release characteristics can improve the manufacturability of impossible parts.
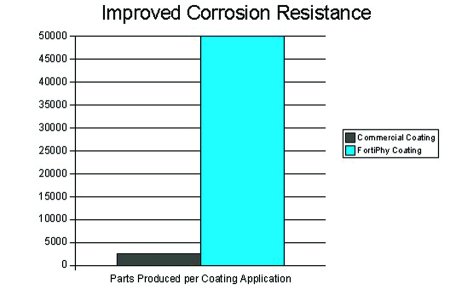
Graph 1: A comparison of shots per mold using commercial coatings and FortiPhy. Abrasion and gas burn, which deteriorated details and destroyed mold vents, were reduced significantly after FortiPhy coatings were applied.
New, low-friction coatings are improving release properties and extending the life of plastic molds at Thermotech-a large-scale injection moldmaker and molder located in Hopkins, MN-even on some hard-to-maintain textured surfaces. Custom applications of a highly uniform, conformant coating have resulted in better release properties, better-quality molded parts and reduced maintenance costs.
Various coatings have been developed over the years to improve release characteristics and prevent buildup. However, on surfaces with EDM-sparked or chemically-etched textures, moldmakers have often had to choose between commercial PVD coatings or plating processes, which typically produce an unpredictable surface texture, or repeated coatings of dry film lubricants applied on the production line.



Newly developed conformant, low-friction PVD coatings are improving release properties and extending the life of plastic molds, even on hard-to-maintain textured surfaces. These next-generation coatings are the result of better process controls and recent advancements in high-energy plasma technology. The resulting coatings are more uniform than those produced using conventional processes, with fewer inclusions, pores and other irregularities. The higher-energy plasma process also gives these coatings exceptional adhesion and toughness.
Previously, thicker coating layers were necessary to compensate for uniformity problems. Now, it is possible to apply a thinner coating layer that conforms to fine surface textures and, because of its uniformity, outperforms thicker coatings. Moldmakers are solving some tough productivity problems by applying these next-generation coatings.
Better Release for Low-Draft, High-Precision Details
Thermotech regularly solves thermoplastic molding challenges that others would not tackle. They understand the extremes of thermoplastic molding, from automotive and aircraft parts on a 550-ton press, to micromolded 0.001 gram parts with tolerances as low as q1-micron. Regardless of the application, moldmakers should keep their eyes open for Thermotech's new technologies that can improve productivity. Often the biggest moldmaking improvements come from enhancing mold release characteristics.
Moldmaker Harvey Bruce had a tough release problem with one of Thermotech's tight-tolerance thermoplastic molds. According to Bruce, Thermotech needed to improve the release properties of several molds used to form precise cylindrical bobbins for electronic solenoids. This particular EDM-finished part, contained a tiny wire-retaining slot with extremely tight tolerances (q0.001-inch). Low draft in the wire slot was causing pulling problems and slowing production. Says Bruce, "With a whole department dedicated to producing these parts, release problems had the potential to really hurt our production."
Bruce tried several commercial coatings, from spray-on release agents to commercial diamond coatings, with little success. According to Bruce, "The spray-on release agent required a recoat every eight thousand shots, and the diamond coatings peeled, chipped and wore. I really needed something better, thinner and more durable. I remembered seeing a FortiPhyT-coated mold after it was cleaned with a fifty-micron bead blast. I was amazed to see that this intense blast, which removes all plastic residue but also can ruin coatings, had absolutely no effect on the FortiPhy coating. It looked brand new." Based on his past experiences with the coatings, he contacted Dave Bell, president of Phygenr-ultra-endurance coating engineers located in Minneapolis, MN-for a solution.
FortiPhy is a unique coating produced using Phygen's patented process and their advancements in plasma technology, which uses more energetic plasma to deposit finer-grained coating in a more uniform layer. It is applied in a modified line-of-sight process that can be limited to very small areas by masking, and also can penetrate small diameters and coat difficult deep hole applications. Phygen applied a custom-tuned layer of FortiPhy coatings on the working surface of the mold. After setting up and making a few production runs, Bruce saw the results he had hoped for. The release problem was solved, and the tight q0.001-inch tolerance was preserved. "FortiPhy is the only coating that I have seen that really conforms well to our EDM-textured surfaces without creating its own, different texture," explains Bruce. When asked how the coatings affect his tight mold tolerances, Bruce says, "Most coatings have a 0.0002-inch minimum thickness. FortiPhy goes on at 0.00015-inch or thinner, so my tolerances are easily met. And, even with a thinner coating layer, FortiPhy holds up better. It definitely has much greater adhesion than any coating I have ever used."
Coatings Prevent Corrosion in Details and Gas Vents
In addition to solving his release problem, Bruce discovered that FortiPhy provided two additional benefits: (1) the mold wear properties were improved and (2) the mold vents were no longer being eaten away by corrosive gas burn. In one conventionally coated mold, abrasion and gas burn had caused gas vents and details to wear after only 2,600 shots. The gas vents were destroyed after eight thousand shots (that's just eight hours). After coating with FortiPhy, the same mold showed no corrosion after more than fifty thousand shots. According to Bruce, "The coating's extreme uniformity and lack of pores seems to make an almost indestructible surface on the mold." See Graph 1.
Conformant Coating Layer Preserves Fine EDM Texture
The ability to apply thinner coatings that are tougher than thicker commercial coatings is the key to protecting mold textures. According to Bell, Thermotech's experience is not unique. Says Bell, "We have an international customer who was having terrible problems maintaining a texture from the beginning to the end of their production runs. Their parts are assembled into high-end consumer products that have a consistent, seamless look and feel when assembled. Each molded subcomponent requires the same matte-finish texture." The problem: the abrasive, hot thermoplastic was gradually wearing away fine mold details, until they were gone after around 200,000 shots. Obviously, parts from the beginning of the run did not match those at the end. Says Bell, "Rework was costing them a lot-roughly one-half the original cost of the mold to re-spark the texture using a numerically controlled EDM process, and a four-day wait to get customer approval on the new parts." With FortiPhy coatings on the cavities, their VDI texture specification was maintained for more than one million parts, and they produced long runs of parts, each with the required uniform cosmetic finish. Like Thermotech, they needed a thin, conformant and durable coating.
Thermotech was an early adopter of FortiPhy coatings. Now, they are sold on them. In addition to solving their initial release problems, corrosion and wear were reduced. According to Bruce, in all test cases, applications of FortiPhy were successful in increasing mold life. They plan to use FortiPhy coatings on future molds, wherever they need to extend tool life and improve release characteristics.
| The Origins of FortiPhy |
| The key to FortiPhy's low coefficient of friction, exceptional toughness and corrosion resistance is its uniform, nanocrystalline structure. Phygen's patented plasma acceleration process improves upon traditional PVD to produce the most uniform coating deposition layer possible. Phygen can apply thinner, more conformant coatings that outperform thicker, less-uniform coatings. Most commercial PVD coatings feature numerous voids throughout the coating as a result of the columnar structures and its growth in a line-of-sight process. These voids affect the coating's protective ability against a harsh environment, and the columnar microstructure makes the coatings weaker under repetitious mechanical loads or thermal cycling conditions. Phygen's coatings are applied at temperatures low enough to keep critical tool dimensions within tolerance, without the costly rework of other processes; the coating is inert and non-reactive with plastics.
Using a scanning electron microscopy (SEM) analysis, tests reveal that the non-columnar, equiaxially-grained microstructure of FortiPhy coatings, have 90 percent fewer defects than conventional PVD coatings (see Graph 1). Pitting corrosion is a major problem when noble barrier coatings applications are used to combat corrosion. When applying a 3 percent NaCl (salt) solution to a mild steel substrate, FortiPhy coating is capable of shifting the corrosion potential in a noble direction and decreasing the corrosion rate by several orders of value. Even a purposely substandard application of very thin and porous FortiPhy coatings provides enough protection by cutting the corrosion rate and creating a passivity range with a pitting potential of more than 800mV-greatly offsetting the pitting corrosion. |
















Related Content

The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
Questions and Considerations Before Sending Your Mold Out for Service
Communication is essential for proper polishing, hot runner manifold cleaning, mold repair, laser engraving and laser welding services.
Read More

Machine Hammer Peening Automates Mold Polishing
A polishing automation solution eliminates hand work, accelerates milling operations and controls surface geometries.
Read MoreRead Next

How Surface Treatments Keep Molds Operating Longer
Important tips and information about mold coatings to help you achieve the level of production that you and your customers desire.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More