
Tooling for Zero Stock Machining
Machining to net shape relies on proper end mill selection.



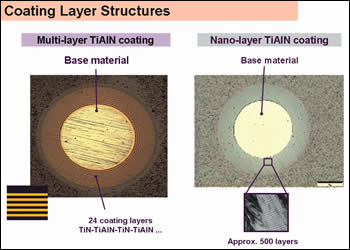
Figure 1. Examples of multi-layer TiAlN coatings.

A hardened H-13 block (54Rc.) is machined into a finished cavity, accurate to within 1 micro of the CAD model. Images courtesy of Emuge Corp.
Chart 1. Illustrates the effect of run-out on tool life.
Zero stock machining (ZSM)—also referred to as net shape or negative stock machining—is the practice of producing mold components without leaving extra stock. When applied effectively, ZSM provides several important benefits for moldmakers: time-consuming EDM and manual operations—such as polishing, fitting, spotting and finishing—can be eliminated and assembly and the overall moldmaking process time can be greatly reduced. ZSM requires that several elements—specifically the machine tool, programming and tooling—all be used in harmony to achieve the desired result.
Suitable machine tools will offer high precision, fast spindle speeds (18,000+ rpm) and feedrates (500+ ipm), as well as stability and rigidity. Efficient programming software will result in more accurate and highly optimized toolpaths that minimize machine time. In five-axis machining, the programming software will orient the cutting tool to the workpieces at the optimum angle of attack. If one of these elements is improperly selected or applied, the process will prove ineffective.



End Mill Factor in ZSM
This article will focus on one element in this efficient moldmaking approach: end mills. Often, the importance of the cutting tool is minimized or overlooked entirely, but when viewed as the single interface between the machine / programming elements and the finished workpiece, the magnitude of their importance becomes clear.
It is important to note that ZSM is not a milling technique, but rather the application of well established milling techniques (HSC and hard milling) in conjunction with an overall approach to moldmaking. ZSM constitutes a departure from the traditional methods, which requires a change in mindset as much as change in technology. One such change is to recognize the importance of the cutting tool.
This discussion will also include cooling / lubrication and coating technology, which are integral to cutting tool performance.
Effective High-Speed Cutting
From the cutting tool perspective high-speed cutting is the foundation of ZSM. HSC is the process of machining materials at high cutting speeds (five to 10 times faster than conventional machining), and highly accelerated and precise rapid movements. HSC utilizes spindle speed to take relatively light depths-of-cut at accelerated feedrates to efficiently remove material and can be defined as machining at a cutting speed, which is fast enough to create a level of friction (released as heat) that the material in the shearing zone (the exact point where chips are separated from the workpiece) becomes molten. The heat resistant characteristics of carbide, combined with optimized flute geometry and small chip size facilitate rapid chip evacuation that keeps the area immediately surrounding the shearing zone relatively cool.
Due to the high spindle speeds necessary to achieve HSC, cutting tools must posses inherently good balance characteristics. For example, straight plane shanks rather than Weldon style flats. Relative to finishing operations, tools should have an even number of flutes to provide smoother and more even cutting.
Most importantly, end mills should include micron tolerances on the shank and cutting diameter to minimize vibrations and thereby maximize tool life (see Chart 1).
Successful Hard Milling
As the use of hard mold steels becomes more prevalent, effective methods of material removal must be examined. Hard milling is the machining of metals with a hardness generally accepted at or above 52 Rc that cannot be machined efficiently with conventional HSS milling cutters.
Effective hard milling requires cutting tools made from much harder materials such as carbide, cermet or CBN. Carbide is preferred as the more durable, cost-effective option.
The following are several important cutting tool characteristics that should be considered to achieve successful hard milling and HSC: tools comprised of micro-grain or sub micro-grain carbide materials; high-performance TiAIN coatings for optimal tool performance and tool life; application-specific cutting geometry. Typically, the harder the workpiece the more negative the rake angle (0 to -3 degrees) and the slower the helix angle (30 to 0 degrees).
Dry Machining
Dry machining is preferable for machining hardened steel. Dry machining is more economical, not only by eliminating the cost of coolant, but also the cost of coolant disposal (that can easily exceed the initial coolant cost). It is also a better ecological option not only for the environment as a whole, but also because coolants can present health hazards such as allergic reactions, respiratory irritations and poisoning.
From a technical standpoint, dry machining eliminates the danger of thermal shock, which may occur when relatively cold fluid comes in contact with the relatively hot cutting tool. This drastic temperature change can cause cracks or micro-fissures on the tools cutting edge, which will lead directly to premature tool wear.
Dry machining can be augmented with cool air blast, which serves to keep the cutting area cool and helps facilitate chip evacuation.
Carbide
Carbide tools are made from composite materials consisting of a relatively soft bonding agent, cobalt (Co) and of carbides (WC, TiC, TaC, Nbc), which provide hardness. Through a sintering process, the cobalt material is liquefied under extreme heat while the carbide, with a much higher melting point, remains solid. Once cooled, the result is a matrix of the cobalt bonding agent and the brittle carbide particles into a solid body.
The end mill’s composition is an important consideration when evaluating end mills for ZSM. Carbides are available with various grain structures including nano, sub-micro, micro, fine, medium, coarse and extra coarse grain. Preferred tools for modern machining are made from micro or sub-micro grain carbides.
Through various compositions of cobalt and carbides, different carbides and grain sizes, a multitude of hardness and toughness properties can be achieved. The proper balance between hardness and brittleness must always be obtained in carbide tools. As hardness increases, carbide becomes more brittle. When evaluating tools for hard milling, using harder carbides makes sense. For HSC in mild steel, a less hard, more resilient carbide will provide optimum tool life.
Coatings
PVD (physical vapor deposition) coatings are recommended for tools used for hard milling, HSC, and therefore the ZSM process. In a typical PVD process, electrodes made form titanium and aluminum are introduced into a vacuum chamber. These electrodes are bombarded by an electrical current, or arc, which vaporizes the electrodes and release charged electrons. Nitrogen gas is pumped into the vacuum under high heat and forms a plasma of gas and electrons that is attracted to, and deposited onto, the carbide as a hard, thin film of TiAlN, for example.
These coatings can be applied in a single layer, in multi layers or in alternating layers of different coatings, for example TiAlN and TiN (see Figure 1).
Coatings play an important role relative to productivity and tool life, ultimately affecting the cost-effectiveness of the moldmaking process. In general, coatings decrease tool wear due to added resistance to friction and heat. A coatings lubricity (measured as a coefficient of friction) helps prevent cold welding and minimizes cutting forces. In turn, production costs are decreased due to longer tool life, higher cutting speeds and improved surface quality of workpieces.
In some cases coatings can prove detrimental. For example, a relatively thick coating can have a negative influence on surface quality and the sharpness of the cutting edge. Also, while multi-layer coatings can reduce the spread of cracks caused by heat friction or thermal shock, it is possible in the PVD process for electrons to clump together and form droplets within the layers. These droplets increase the surface roughness of the coating, which can have negative influences on chip flow.
To combat this problem, manufacturers of quality end mills will perform a surface treatment within the flutes, similar to polishing, which will substantially improve the roughness of coating.
Also beneficial are edge preparation treatments, which are performed prior to coating. The cutting edge is honed to minimize or remove the microscopic grind lines left by the manufacturing process. The resulting smoother surface provides a better base for coating adhesion and less opportunity for cold welding and / or material build-up on the cutting edge.
Conclusion
Moldmakers using ZSM need to evaluate cutting tools as carefully as they would the machine tool and programming elements. It is important to evaluate different cutters (often possible through vendor test programs) in order to determine the best tool for the application.
End mills cannot be effectively evaluated based on price alone. As cutting tool technology progresses, additional features—such as edge prep, sophisticated geometries, state-of-the-art coatings and task-specific carbides—will add cost to a cutting tool, but the additional cost can be easily offset by the value added in tool life and performance.















Related Content

Ten Things You Need to Know about Circle Segment Milling
Considerations for evaluating if circle segment end mills or conical barrel cutters are right for your mold machining applications.
Read More
The Trifecta of Competitive Toolmaking
Process, technology and people form the foundations of the business philosophy in place at Eifel Mold & Engineering.
Read More

Small, Agile Mold Builder Keeps Speed and Accuracy at the Forefront
Michigan-based Zero Tolerance tests the limits of moldmaking and molding with teamwork and technology that permits changes on the fly.
Read MoreRead Next

Machining Molds with Negative Stock Shutoffs
Negative stock shutoff can help you make better molds in less time. Here is a clear definition and description of the process. While the concept is fairly simple, the implementation can be challenging.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More