
Thermoform Tooling for the Injection Moldmaker
By understanding thermoforming, injection moldmakers may be able to diversify their business by expanding into thermoform moldmaking.



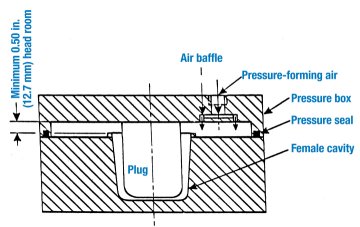
Figure 5: "Plug" used to distribute hot sheet uniformly in a female cavity prior to pressure forming.
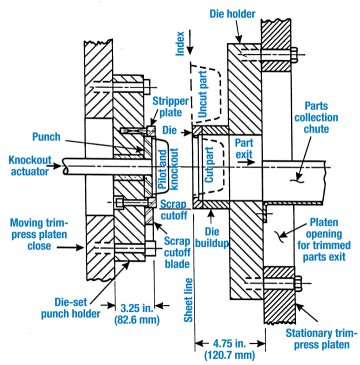
Figure 4: Blanking die trims one row of parts per stroke in a horizontal trim press.
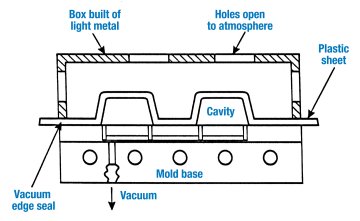
Figure 1: Vacuum forming mold assembly.
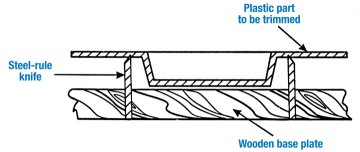
Figure 3: Typical steel rule die used to trim a thermoformed shot.
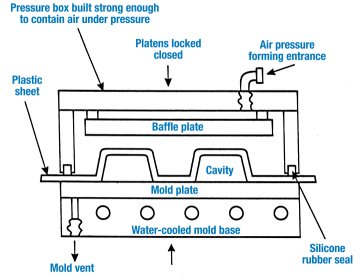
Figure 2: Pressure forming mold assembly.
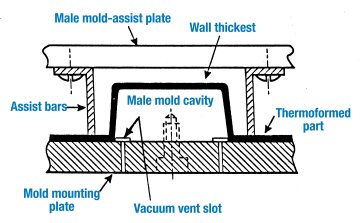
Figure 6: "Assist" used to distribute sheet uniformly over a male cavity.
While injection moldmaking may be the predominant form of moldmaking in the industry, other types are in demand as well. Moldmakers that have the skills for more than one method under their belts stand to increase their value and their business. This article offers the injection moldmaker a short introduction into what is involved with thermoforming and thermoform moldmaking, and how they may find that it is a simple process to incorporate this new system into their shops.
The Thermoforming Process
Injection molds consist of two halves ("A" and "B") and are built in a substantial manner - usually of various grades of steel. In contrast, thermoforming molds are always fabricated of aluminum and contain one cavity half and a nonconforming box-like companion half (see Figures 1 and 2). Vacuum- or pressure-formed mold cavities are exactly the same in structure and are referred to simply as thermoforming cavities. The difference between the vacuum forming process and the pressure forming process is one of the degrees of pressure exerted on the hot plastic sheet being formed on the mold. Vacuum maximum force (atmospheric pressure) is 15 psi and pressure forming using compressed air can be of any force necessary to produce a quality part.



The thermoforming process takes a plastic sheet at a temperature where it becomes soft and pliable and forces it into intimate contact with the cavity, which then cools the shot. This process does not wear or damage the cavity, so aluminum or even epoxy plastic will stand up for long production runs. All of the heat transfer techniques used on injection molds are applicable to thermoforming. Since forming production rates of 10 to 30 cycles per minute are typical, efficient heat transfer is the key to economical performance.
The completed multi-cavity plastic shot often is ejected by using compressed air. For difficult undercut or minimum draft parts, stripper or ejection plates are specified. Thin wall (.010 to .100-inch thick) thermoformed parts are relatively weak, so ejector pins are rarely used for fear of punching through the sheet.
What You Need
A thin-wall formed, multi-cavity shot always requires a die to trim out the individual parts from the scrap skeleton. The mold customer most often requires the moldmaker to provide the mold and trim die as a total system. The timeframe from concept to production can be from six to 12 weeks, with most projects at the short end of the range. Usually, the mold assembly can be fabricated within the customer's timeframe without any difficulty, but some types of dies have a longer production cycle.
There are two types of dies used to trim parts from a formed web: knife-like dies and a multi-cavity punch and die. Knife-like dies such as steel rule (used by paper box makers) or forged dies (used to cut leather) can be purchased within a month from many sources for $500 to $3,000 (see Figure 3). Blanking punch and dies of the size and weight required, costing from $10,000 to $40,000, would be best fabricated in the mold shop (see Figure 4). The precision machines, toolmakers and mold designers already are available within the injection mold shop and only the die technique and experience is missing. A blanking die is a rather simple type of die consisting of a punch and die mounted in a die set. The other accoutrements needed are a stripper plate, press mounting information, scrap cutoff, etc. - the design of which can be quickly acquired.
Making the Mold
A complete mold system for thermoforming consists of multi-cavities, temperature-controlled mounting plate, knockouts and a pressure box with special mechanical hot sheet distribution devices. Female cavities often require "plugs" mounted in the pressure box to uniformly distribute the sheet before the pressure forming is activated (see Figure 5). These plugs are made of insulating material to minimize heat loss from the sheet and only roughly conform to the cavity geometry.
Male cavities use a fence-like "assist" installed in the pressure box around the protruding cavity to provide a uniform wall thickness (see Figure 6). An injection mold easily maintains a uniform part wall thickness. Thermoformers can only struggle to accomplish this goal. Foam sheet, when thermoformed (i.e., egg cartons, meat trays), is the only exception to a controlled wall thickness since it uses two conforming cavities and the gases within the sheet expands the plastic to fill the wall space in the mold.
Important cavity design differences between injection mold and thermoforming molds occur:
- Thermoforming cavities do not need the high polish typical of injection molds, as the smooth finish may cause problems. However, all machining marks in a thermoforming cavity should be removed and the surface should be smoothed. Some types of plastic require the surface to be lightly shot or sand blasted. During thermoforming, the cavity is vented to avoid entrapping air, which will cause blemishes. The rougher thermoform cavity finish allows the air to escape in the tiny valley in the finish to vent holes.
- Most thermoformer molds use #76 (.020 inch) holes and .015-inch vent slots to exhaust air from cavities. These small holes and slots are not noticeable imperfections in the finished product. However, thermoforming takes place in a fraction of a second, and any delay in evacuating trapped air will cool the plastic and possibly cause an imperfect part.
- Cavities are not always machined to shape from aluminum. Very high quality aluminum castings are often specified if a foundry that specializes in clean and dense castings is available. These castings only need a minimum of clean up so that complicated design features and engraved legends of high quality can be achieved at a reasonable cost.
The design of thermoformed tooling requires an understanding of the processing of the sheet within the thermoforming equipment. Plastic shrinkage is easily accounted for in injection molds, since the parts are always cool before being used or processed. Some thermoforming machines trim the shot immediately after coming out of the mold. The parts are still hot and often the die must be designed with half shrinkage.
There are customers that do not understand this process; therefore the moldmaker cannot always look to the user for answers to all questions. However, most thermoforming mold and die users are knowledgeable and open to money-saving suggestions from moldmakers, and will share useful information. The end user for the thermoformed parts sometimes can make demands that are beyond the scope of the process and may need to be reminded of its limitations by the moldmaker before attempting the project. Thus, by acquiring a knowledge of all that is involved, the injection moldmaker can play a pivotal role in finding new thermoforming customers and keeping them happy.















Related Content

MMT Chats: Marketing’s Impact on Mold Manufacturing
Kelly Kasner, Director of Sales and Marketing for Michiana Global Mold (MGM) talks about the benefits her marketing and advertising, MGM’s China partnership and the next-generation skills gap. This episode is brought to you by ISCAR with New Ideas for Machining Intelligently.
Read More
Mold Builder Uses Counter-Intuitive Approach for Mold Challenges
Matrix Tool Inc. answers customers’ hard questions with creative solutions for cavity spacing, tool sizing, runner layout and melt delivery that reveal the benefits of running in a smaller press size at lower cavitation but higher yield.
Read More
Women Impacting Moldmaking
Honoring female makers, innovators and leaders who are influencing our industry's future.
Read More
From Injection Mold Venting to Runnerless Micro Molds: MMT's Top-Viewed June Content
The MoldMaking Technology team has compiled a list of the top-viewed June content based on analytics. This month, we covered an array of topics including injection mold venting, business strategies and runnerless micro molds. Take a look at what you might have missed!
Read MoreRead Next

Micro-Thermoforming Makes Its Debut
Manufacturers of micro-size components that until now relied exclusively on injection molding may have another option to consider.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More