It’s no secret among moldmakers that optimized mold cooling is essential for achieving faster cycle times and flawless, injection-molded parts. Toni Hansen, president of Aalbers Tool and Mold Inc. in Oldcastle, Ontario, Canada, says the company has understood the necessity for adequate cooling in all types of tooling. “We have installed balanced cooling into our tools based on material, mold flow physical data, thin steel conditions as well as lessons learned over the 35 years that we have been building injection molds for the automotive industry.”
Aalbers operates from a 100,000-square-foot facility that features three machining divisions, including a mold maintenance and repair department where molds are restored to peak efficiency. This includes waterline work as required. Founded in 1982 by CEO Gary Aalbers, the company employs 180 and builds mostly very large, precision molds for the automotive industry. It is a direct supplier to both Ford and General Motors, and also serves a list of other well-known automakers. Types of tooling built include injection, compression, two-shot, vacuum-forming, hydroform and structural foam molds.
Customers’ demands for ever shorter cycle times and higher quality parts fuels continual improvement of the company’s approach to optimal cooling, Hansen says, so when he heard about a piece of equipment called the System Cooling Test Rig from AST Technology (a division of Progressive Components), he says it seemed like an opportunity to advance the company’s mold cooling know-how, thereby providing the high-quality, profitable molds customers expect. The System Cooling Test Rig is now a valued instrument in Aalbers’ repair and maintenance arsenal, he says.
System-Driven Problem-Solving
Downtime is the molder’s profit-killing enemy, making it incumbent upon the moldmaker to fix issues quickly and efficiently so a mold can be placed back into production. According to Hansen, the test rig provides shop personnel with a convenient, time-saving process for identifying where a problem is lurking within a tool’s water system, and this helps Aalbers ensure customers’ molds are running in top condition with optimal cycle times. “The measurable difference regarding a tool with poor cooling could be a delta of 10 seconds in cycle time,” he explains. “This may seem slight, but over the course of one year or the life of a program, this could add up to a large amount of money, or the difference between profit or loss.” It could incur higher tool maintenance and shortened tool life as well, he adds, and for him, any challenge that can be identified and resolved for the customer is urgent. “Customers respond well to innovation and forward thinking. We need to use any new technology we can and apply this technology to our process.”
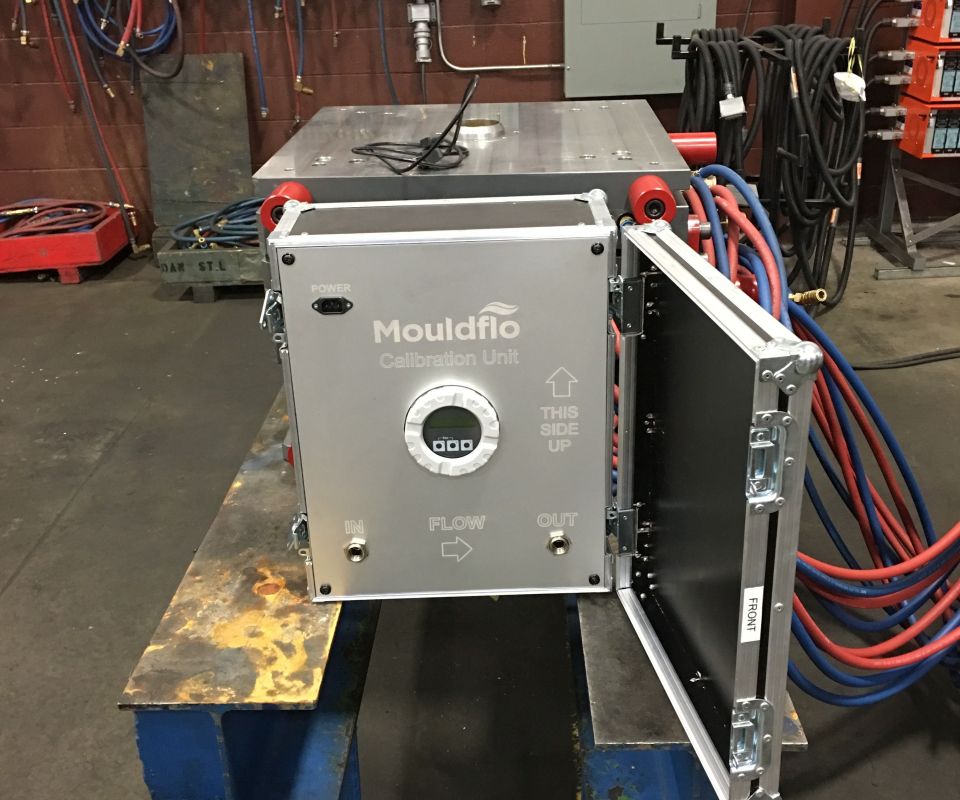
The test rig is equipped with everything needed to perform cooling circuit analysis. Using the touchscreen controller, the operator can set and control both flow volume and pump pressure to simulate a mold’s actual production setup. The setup data can be stored in the test rig’s database as an added convenience, says Sujit Sheth, general manager of AST’s monitoring division. An integrated water tank supplies enough water for flow and pressure tests on virtually any size job, while a manifold provides eight digitally monitored flow valves capable of issuing between 0.53 and 10.56 gallons of water per minute from the tank, through the mold and back again. Valves on the ports control flow. As water is pumped through the mold, screens in each circuit and an additional filter in the pump help filter out scale and rust, facilitating clean water conditions. The test rig’s calibration unit, which features a certified flow sensor, ensures that the unit is properly calibrated before testing begins. When testing is complete, the operator can purge the water from all circuits with the press of a button. “This system is useful for new molds and old in that tests being run simulate mold performance precisely, providing a baseline measurement or series of metrics that can be saved in the system’s database for future comparison should the mold be returned with any issues,” Sheth says.
Hansen concurs, saying, “Previously, when an issue arose, we would have to strip the mold apart physically to get a visual. You can’t see inside the mold otherwise. With the System Cooling Test Rig, we now have a running history of every mold and tests performed. If a mold’s been running for a year and we suddenly find a hot spot, we can look back at the last time it was in the shop to see where the problem was, and that helps us zero in on where it is now.”
Data-Driven Confidence
Years ago, Aalbers, like other shops, began monitoring and testing waterlines in molds using crude means, hooking up city water to the mold with a series of hoses, and running the water into and out of the mold, says Gord Lachine, maintenance manager. “The only monitoring being done was viewing water coming out of the other side, and the process was time-consuming and labor-intensive.” Later, Aalbers constructed a stand-alone unit with a holding tank and a small pump. Lachine says the unit was hooked up to a manifold with a series of flow gages used to monitor flow in a circuit. Although an improvement, Lachine says the process was still time-consuming and messy, requiring several long hoses to connect to the molds. “But we were at least able to give our customers some type of flow report,” he says. The challenge was the range in size of flow gages needed for various jobs and, because the unit was bolted to the floor in the maintenance department, every mold needed to be transported to that area of the shop and staged there until it was tested, which Lachine says was not always ideal.
Hansen says the system worked well, but customers would frequently request documentation. If problems arose, such as blocked waterways, or rust and scale buildup, they would expect no-charge fixes because of the lack of detailed records on water-line conditions for each mold, he says. “We were using handwritten checklists, which weren’t very thorough, and were getting lost. It wasn’t reliable,” he says.
As more and more customers required flow reports and more individual channel detail, Lachine says the search was on for a new system that would meet the industry’s requirements and be flexible enough to meet Aalbers’ need for efficiency, too. “Now the reports are stored in the test rig’s software program, and we can provide customers with the complete data in professional reports at any time,” he says. Lachine says he saves approximately 45 minutes per mold when using the System Cooling Test Rig instead of the company’s old system. That recaptured time is significant for both Aalbers and its customers, he says, and adds up rather quickly, since the company builds about 150 to 200 molds per year.
According to Sheth, the test rig performs comprehensive testing and analysis of cooling circuits through the entire mold, something that had been previously unobtainable in the market. Featuring System Cooling software, a touchscreen controller not only displays pressure leak test results, including flow and pressure loss readouts, either graphically or as text, it also stores the data in the system’s internal memory archive and/or on a USB drive, dating and time-stamping each report. Users of the system can generate the printable reports directly from the test rig or from any location using a laptop or other smart device.
“After we finish building a mold, we can test its waterlines using the test rig, certify that they are in optimal condition with documented results, and keep the data in the event there is an issue later in the life of the tool,” Hansen says. “This unit gives us the reports and technical data required to optimize cooling efficiency. It also gives us a great deal of confidence in our water systems in our tools.”
Because of the new capabilities the test rig offers, Lachine says the company’s current mandate is to maintain a footprint of each mold before it goes out the door, benchmarking it for comparison when the mold comes back for improvements, engineering changes or preventive maintenance.