


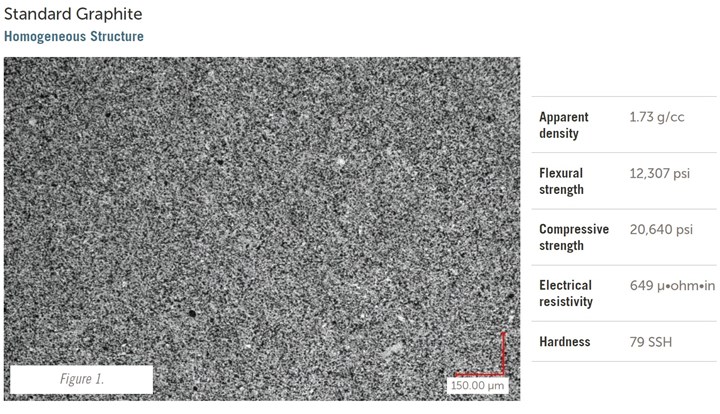
Figure 1. A non-copper graphite with a uniform structure. Photo Credit: Photo Credit: Entegris Poco Materials
Many articles have been published that discuss the differences among graphite grades for use in EDM applications and focus on disparities in material properties such as strength, structure or hardness. Other articles discuss how these materials impact EDM performance and operational costs. However, the content does not discuss copper-impregnated graphite electrodes and their impact on EDM properties, performance and cost.



The use of copper-impregnated graphite electrodes is often thought only to be effective when EDMing more challenging metals such as titanium, carbide, copper alloys or exotic materials (exotic refers to an EDM workpiece material that has a high thermal conductivity value, a unique elemental makeup or possesses a very high melting point). While a copper-graphite electrode material does provide performance benefits with exotic metals, there are often other overlooked advantages.
The Basics of Copper-Graphite Electrodes for Exotic Metals
Let’s begin by examining why an EDM operator would use a copper-graphite electrode when working with an exotic work metal. First, consider the differences between a copper-graphite and a standard graphite material. The primary difference is that one has copper impregnated into the structure and the other does not. The impregnation process significantly changes the electrode material to create an entirely new material.
The most notable difference between graphite with and without copper impregnation is the material’s look and feel. The enlarged (100x magnification) photomicrograph of a material in Figure 1 highlights that the image (without copper impregnation) has a much greater level of open pores (black spots) in the structure than the photo in Figure 2 (with copper impregnation). These open pores enable copper infiltration through an impregnation process that forces molten metal into the graphite structure at high temperatures and extreme pressures. Figure 2 also shows fewer open pores as they have been filled and take on a “shiny” appearance.
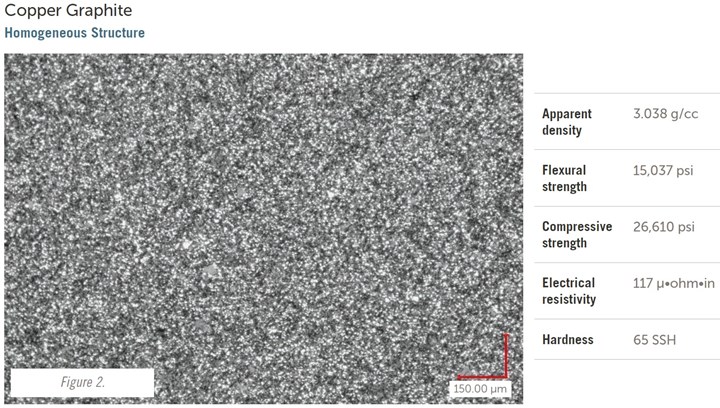
So, what does this mean? Well, on top of a nice copper-toned piece of graphite, performance is impacted because copper is a pure conductor, which allows the spark energy to flow more freely through the electrode and into the workpiece. Also, copper possesses a density of approximately 9 grams per cubic centimeter compared to graphite, which has a theoretical density of approximately 2.4 grams per cubic centimeter. So, it stands to reason that the impregnated material is heavier per cubic centimeter.
Flexural strength increases with copper impregnation. The standard graphite electrode (Figure 1) has porosity that is essentially an air pocket with no strength value associated with it. However, when you fill this pore with a medium, such as copper (Figure 2), you increase the material’s strength, enabling you to machine fine details into the electrode.
Material microstructure also has an impact on the copper impregnation process. Graphite comprises a combination of particles and pores whose uniformity greatly influences the amount of copper to impregnate into the graphite. For example, a high-quality EDM electrode material should have a homogeneous material structure and consistency in the uniformity between the particle size and porosity. Smaller particles should be associated with smaller porosity. The same goes for EDM materials of a larger particle size classification with the associated larger porosity.
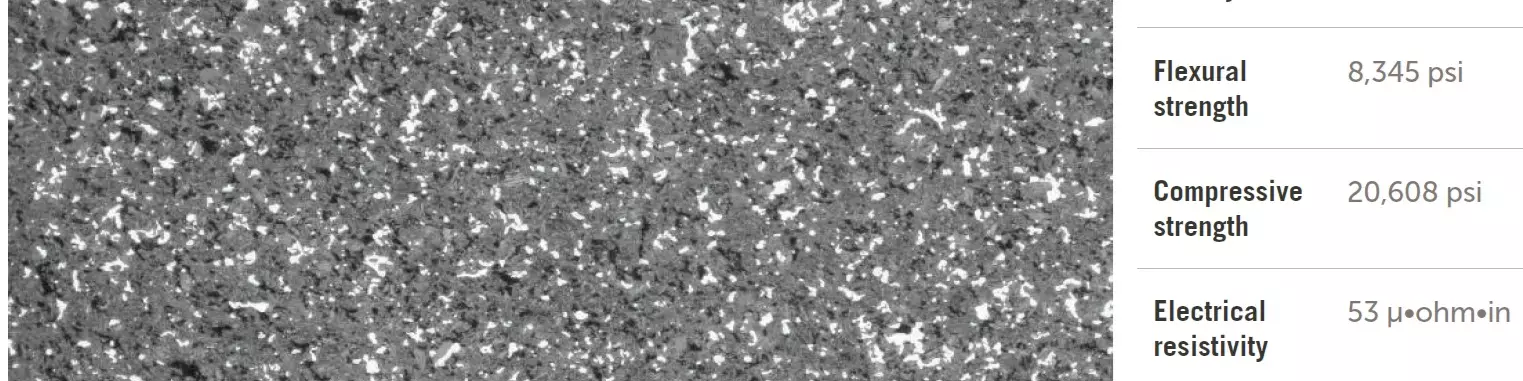
Non-homogeneous electrode materials (or those with an irregular material structure; Figure 3) will often exhibit variability in the uniformity of the copper within the structure. Some areas may have a greater inconsistency in the distribution of graphite particles and pores filled with copper. This results in unpredictable electrode wear, inconsistent electrical resistivity and possible differences in surface finishes within the EDM cavity.
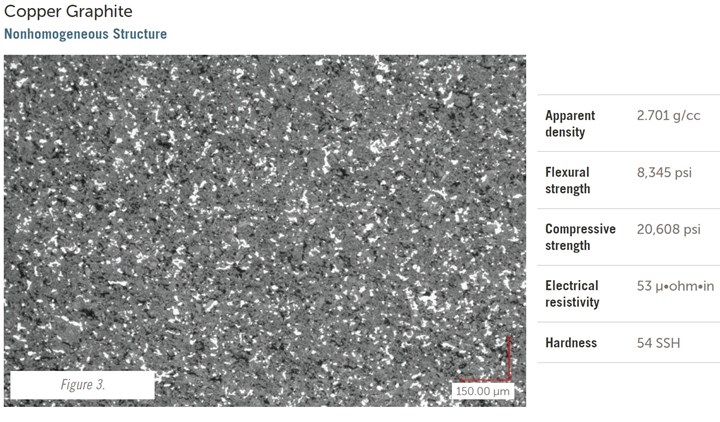
Figure 3. A copper-graphite with a non-uniform structure.
Another distinct advantage of using copper-impregnated graphite to EDM a material with exotic characteristics, is its lower electrical resistivity value. This value equates to greater spark energy penetrating through the electrode and into the work metal.
To understand what this means, let’s look at how this applies to copper alloys—a common material for plastic injection molding applications. Copper alloy’s high thermal conductivity quickly draws heat away from the molded part and improves molding cycle time, making it a great material choice. However, this characteristic also makes it challenging to EDM. A copper-graphite electrode allows more spark energy to be passed into the cut, providing a greater metal removal rate before the energy dissipates into the metal.
EDM can be even more challenging when working with other exotic work metals such as tungsten carbide (with a very high melting point) and titanium and zirconium alloys (with unique elemental properties). Using a copper-impregnated graphite electrode material will significantly improve process efficiency but may require you to change EDM parameters such as shifting from positive to negative polarity, reducing on-time and often increasing voltage.
Even though copper-impregnated graphite is the better choice for exotic work metal applications, that doesn't mean it cannot be used for other applications as well.
Considerations for Common Applications
Even though copper-impregnated graphite is the better choice for exotic work metal applications, that doesn't mean it cannot be used for other applications as well. While standard graphite provides good EDM performance in low thermally conductive materials (such as tool steel and high nickel alloys), there are situations where copper-graphite electrodes may be the better choice with these metals.
Let’s examine why an EDM operator would use a copper-graphite electrode when working with a material other than an exotic work metal.
Strength: A primary advantage of copper graphite is the increase of flexural strength. This is especially true when working with small details or thin ribs and is critical regardless of the EDM application. For example, it is very common in aerospace applications for blade and seal slot features to be EDMed directly into nickel alloys for a finished part. When EDMing a plastic injection mold cavity, you may have a combination of small details and ribs. Both applications require a material with a very high flex strength to withstand the tool pressure during electrode fabrication and the hydraulic pressures created during the EDM process.
Since the copper-filled porosity adds strength to the material, this ultimately increases electrode design options and reduces the risk of breakage during fabrication. This strength also reduces the electrode’s flexing from the dielectric fluid’s hydraulic force caused by flushing or the retraction (jump) cycle during the burn.
Finish: Copper-filled pores of an impregnated material allow for a better surface finish than standard graphite. Machine capabilities and the finish applied to the electrode during fabrication can influence surface finish. A high-quality copper graphite material with uniform microstructure and copper distribution will provide a smoother surface finish in any application compared to non-impregnated graphite of the same class.
Metal Removal Rate (MRR): With common work metals using the same EDM parameters, the MRR with copper-graphite is typically higher in the roughing conditions than standard graphite. This can be attributed to the lower electrical resistivity of the electrode and the lower thermal conductivity of common metals. Plus, energy is retained in the cut and not dissipated as quickly as with exotic metals.
These benefits may suggest that copper-graphite is the optimum choice for all work metals, but remember there is an associated cost for every benefit.
Electrode Wear: One of the disadvantages of using a copper-graphite material is increased electrode wear due to copper breaking down at a much lower temperature than graphite. Copper melts around 1,083°C while graphite will sublime around 3,350°C. The graphite porosity is filled with copper, which speeds the rate of material erosion. This may be detrimental with small, detailed electrodes or those with sharp corners and edges.
Cost: The cost of the impregnation process may increase the cost of a copper-graphite electrode compared to a standard graphite electrode. A cost-benefit analysis is an effective tool to help identify the price/performance ratio and determine if performance aligns with price.
Memory: The electrode’s ability to retain “memory” is another essential factor to consider, as a bend could occur from a softer copper material during material fabrication or handling. Copper-graphite tends not to return to its flat or straight machined state once bent, which may result in the finished electrode flexing out of the tolerance band, potentially resulting in electrode yield loss.
As with any EDM job, there are many factors to consider when deciding on the proper electrode material. Copper-impregnated graphite has a rightful place as an EDM electrode material in various applications, but why and when to choose this material depends on the application requirements and the results most desired.















Related Content

Forces and Calculations Are Key to Sizing Core Pull Hydraulic Cylinders
To select the correct cylinder, consider both set and pull stroke positions and then calculate forces.
Read More
Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read More
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read More
Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read MoreRead Next

Graphite vs. Copper Electrode Material for EDM Applications, Part 1
If you’ve been torn in the long-standing, unresolved debate over whether graphite or copper is a better EDM electrode material, here are some considerations identifying differences in cost, detail and performance to help you select the appropriate material for EDM applications.
Read More
How to Deal with Graphite Dust, Part 1
A review of the characteristics and considerations when handling graphite dust.
Read More
Advantages and Disadvantages of Copper and Graphite Electrodes
Both copper and graphite provide approximately the same end result, so it is important for a shop to consider the advantages and disadvantages of each material in order to discover what would work best in their shop floor environment.
Read More