
Switch to Hot Runners Pays Off for Pulley Molder
Retlaw has cut scrap, improved part quality and slashed cycles since adopting hot runner technology.




Change never comes easily in manufacturing, and injection molding is no different. Retlaw Industries got along fine without hot runners in its 40-year history, so why would the company bother changing? After all, if it’s not broken, why fix it?
Retlaw Industries is based in Hartland, Wisconsin. Retlaw started in 1977 as a tool shop making molds. Then it added a press to sample molds. “By 1982, we were asking our customers, ‘Why don’t we just mold your products too?’” says Mark Eberhardt, CEO and sole owner of the family-owned group. Today, moldmaking is a small part of the company’s business.



Retlaw operates out of a 50,000 square-foot plant, employs about 40 people and runs 20 injection molding machines ranging in size from 50-720 tons clamping force. Its business is split evenly between custom jobs and a proprietary product line of 33 percent glass-filled nylon pulleys that it sells directly to original equipment manufacturers (OEMs) of lawn and garden equipment, conveyors, fitness equipment and manufacturers in a range of other industries.
Until this past spring, Retlaw could not justify utilizing hot runners on its pulley line. Eberhardt says, “Initially the volume wasn’t there. The sales weren’t there, so it didn’t make sense for us to invest in a hot-runner system. But as that changed, so did our philosophy on manufacturing the part and the best way to mold the part.”
Retlaw started to look more seriously at hot runner technology about two years ago. The company started working with Osco Inc. of Rochester Hills, Michigan. Retlaw engineers and Peter Rebholz, Osco’s vice president of sales, noticed something troubling on a three-plate, four-cavity mold running small-diameter pulleys. It was eye-opening. “The runner was a pretty substantial percentage of the overall shot weight,” Rebholz says. He meant that this application was ideal for going runnerless. Eberhardt says, “The parts were getting smaller, the volumes were getting higher and we were generating a higher percentage of regrind than we were comfortable putting back into the process. We were generating a lot of regrind and dust, which translated into increased maintenance on grinders and dryers. We really wanted to get rid of the mess and the cost associated with it.”
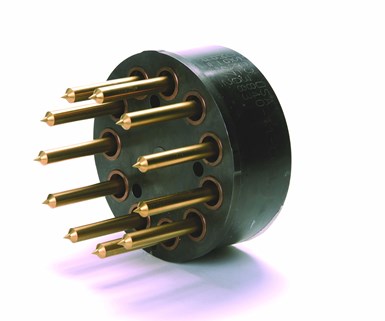
Image 1. Osco’s Multi-Gate Nozzle specified by Retlaw offers balanced feed to each gate and minimal residence time within the hot runner. Images courtesy Retlaw Industries.
To address this problem, Retlaw and Osco worked together to retrofit a single-cavity mold with the latter’s Multi-Gate Nozzle (MGN) technology. The pulleys had six gating points on the three-plate tool. Peter Rebholz says, “In initial discussions with Retlaw’s engineering team, the team said it wanted six points of injection on the hot runner system. That’s perfectly logical. I thought we would be able to produce a well-balanced part with only three gates, which will also keep the expense down. As it turned out, three injection points gave everything to Retlaw that it wanted. So, when we went into the multi-cavity tool, we were able to keep the hot runner cost down and the controller cost down.”
Osco’s MGN provides a balanced feed to each gate and minimal residence time within the hot runner. Offering temperature control at multiple gates, MGN has been shown to be effective especially when molding “round parts that need to stay round,” Rebholz says. For Retlaw, the MGN is furnished with carbide tips. This is important because glass-filled nylon tends to run hot, and it tends to be abrasive.

Image 2. CEO Mark Eberhardt says that Retlaw inserts mold pulleys in fully-automated molding cells, such as the one shown here. Images courtesy Retlaw Industries.
In its collaboration with Osco, Retlaw’s next step was to build an entirely new tool around the hot-runner technology. The tool is equipped with inserts, which enable the pulleys to be molded in a variety of sizes, diameters, wall thickness and configurations. Eberhardt says that since making the shift to hot runners, Retlaw has noticed a 6 percent improvement in molding cycles and better part quality. What’s more, he says, “we don’t run the granulator anymore because there’s nothing to regrind.” The molder used to run pulleys on 310-ton presses because of the size of the tool. Now, it molds the same parts on 200-ton presses, which saves energy.

Image 3. Retlaw says pulleys molded utilizing Osco’s three-drop hot-runner system have better surface finish and are more dimensionally stable than pulleys molded using a prior six-drop cold runner system. Images courtesy of Retlaw Industries.
What’s next for Retlaw and hot runners? “Our goal is to take all existing tooling for our line of pulleys and retrofit them to accommodate hot runners,” Eberhardt says. “If we find that retrofitting is not possible, then we will build new tooling as we move forward to
accommodate hot-runner technology.”
About the Author
Jim Callari
Jim Callari is the editorial director and associate publisher of Plastics Technology magazine.
Read additional hot runners essential content:
7 Key Advantages of Hot Runner Systems
Six Key Factors for Evaluating a Hot Runner System
Breaking Down Hot Runner Maintenance












Related Content

Considerations for Mold Base Material Selection
Choosing the right material can greatly affect the profitability and cost of your application.
Read More
Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read More
Forces and Calculations Are Key to Sizing Core Pull Hydraulic Cylinders
To select the correct cylinder, consider both set and pull stroke positions and then calculate forces.
Read MoreRead Next

How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More