
Sometimes Graphite Just Isn’t Enough
EDMing with exotic metals requires a little something extra, like copper graphite electrodes.



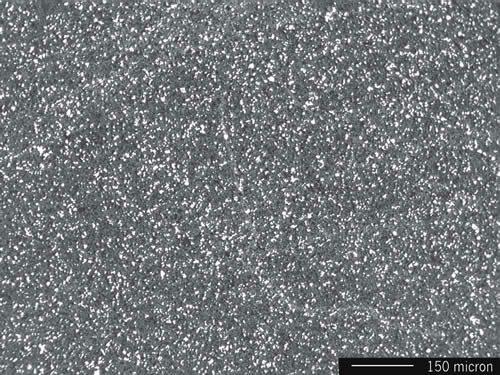
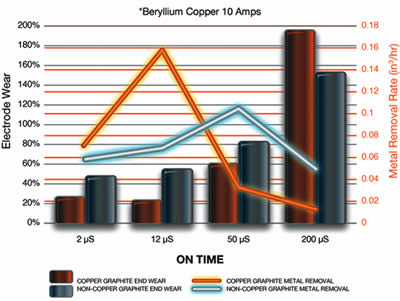
Chart 3. Effects of on-time performance for thermally conductive materials.
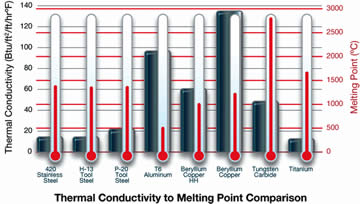
Chart 1. Thermal conductivity to melting point comparison. Charts courtesy of Poco Graphite.
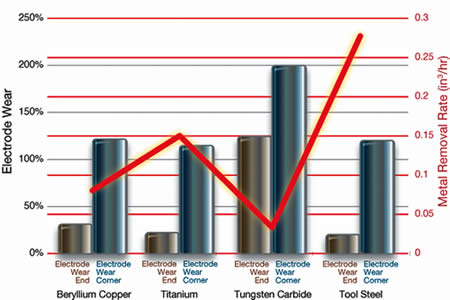
Chart 2. Effects of conductivity on EDM performance.
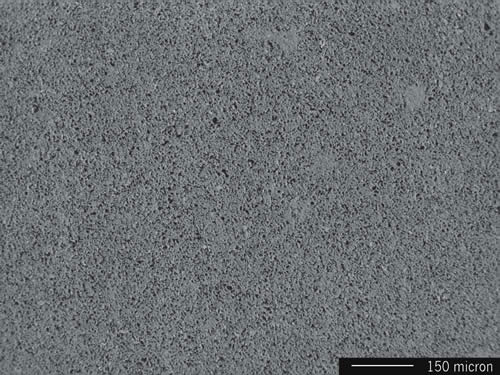
This open porosity of graphite (left) is key to the impregnation process. Copper graphite is formed when copper fills the pores completely (right). Images courtesy of Poco Graphite.
Common work metals, such as tool steels, are easy to EDM with traditional graphite electrodes. Others are not. Because of their unique characteristics, questions continue to arise about effectively EDMing materials like Beryllium Copper, Titanium and Tungsten Carbide. Even though graph-ite electrodes do an admirable job of EDMing these exotic metals, there is a more efficient way.
For common metals, the main criteria for selecting an electrode material may center on particle size, strengths, etc. While these characteristics are important to consider when EDMing exotic metals, the electrical resistivity—or the resistance to the current applied to the electrode—is the determining factor in choosing an electrode material. The resistivity value determines how much of the spark energy can pass through the electrode material and is available to attack the workpiece.



Graphite Electrodes
Graphite is relatively inexpensive and is easily machinable when creating detailed electrodes. Porosity is inherent in the microstructure of graphite. This porosity acts as an insulator to electrical currents as they travel through the electrode and therefore raises the resistivity value of the material.
Typically, this higher resistivity is not an issue when working with standard metals. Unfortunately, the same is not true with exotic metals. Graphite electrodes can still get the job done, but with their higher resistivity values, the use of graphite electrodes could actually interfere with the most efficient EDM performance.
Copper Impregnated Graphite
So where do we find an electrode material with a low resitivity value that will allow us to maximize the amount of energy we can pass to an exotic workmetal? Copper is one of the world’s more conductive materials. However, it is not the best material for detailed electrodes because it is relatively soft, creating a machining disadvantage and its low melting point often results in increased electrode wear.
So now what? How about the best of both worlds? Copper impregnated graphite. Copper impregnation of graphite creates a material with the qualities of each of its components. Copper graphite is easy to machine with even the most complex details. The presence of copper in the open porosity lowers the electrical resistivity of the electrode, maximizing the flow of energy into the workpiece and increasing the metal removal rate. The graphite element means the electrode is resistant to wear in even the most challenging of EDM scenarios, resulting in fewer electrodes needed per job.
Thermal Conductivity and Melting Temperature
What effect does thermal conductivity have on the workmetal? Since EDM is a thermal process, the melting temperature and the thermal conductivity of the work metal—more so than its hardness—can create difficulties for the EDMer.
Some metals—such as copper and copper alloys—have a low melting point, but are such good thermal conductors that the spark energy is so quickly dissipated throughout the workpiece that very little remains in the EDM cut.
Some other metals—such as tungsten carbide—have higher melting points and lower thermal conductivity. The issue here is that higher temperatures are needed to maintain efficient metal removal; however, these higher temperatures run the risk of damage to the workpiece.
The metal’s melting temperature and thermal conductivity value require the EDMer to make adjustments that differ from one work metal to another. If different exotic metals are burned with the same EDM program, the results could be vastly different.
As an example, copper alloys are routinely chosen for injection inserts because their high thermal conductivity allows the alloy to rapidly transfer more thermal energy away from the molded part in a reduced amount of time. Higher diffusivity allows these materials to maintain a thermal symmetry or balance much more rapidly when there are temperature changes in the mold.
For the molder, this is a distinct advantage. But for the moldmaker, the higher thermal conductivity of the copper alloys means that the thermal energy of the EDM spark is dissipated throughout the workpiece very rapidly and results in less spark intensity being applied in the EDM cut. Since the intensity of the spark is reduced in the cut, it goes without saying that the corresponding metal removal rates are also reduced (see Charts 1 and 2).
EDM Process with Exotic Metals
The process for EDMing standard metals varies greatly from that required to EDM exotic metals. With standard metals, the current flow is directed from the workpiece to the electrode (also known as positive polarity to the electrode).
A long on-time and high amperage lead to a high metal removal rate and a good replating situation, which reduces electrode wear. But when machining exotic metals with copper graphite electrodes, some changes have to be made to polarity, on-time and amperage in order to operate at peak efficiency.
Polarity
With the characteristics of exotic metals, the current flow has to be reversed and directed to the workpiece, or in other words: negative polarity to the electrode. This maximizes the spark energy going into the cut; and therefore, focuses as much heat as possible under the spark.
In comparison to positive polarity, negative polarity will cause an increase in electrode wear, but the increase in the metal removal rate more than outweighs the loss in wear resistance.
On-time
With the higher conductivity characteristics of exotic metals, we have to be cautious with the on-time to prevent a portion of the spark time from being non-productive. For instance, an optimized on-time for a standard metal may be 50 microseconds—this may not be the same for a highly conductive workpiece.
If we were to use an on-time of 50 microseconds with this cut, only a small portion of it will actually remove metal. The remaining portion will not benefit the cut in any way, because its energy is pulled away from the cut due to the conductivity of the workpiece. In this scenario, metal removal would be much more productive when on-time is reduced to only that portion of time that actually removes metal (see Chart 3).
Amperage
It is a common belief that when machining metals with higher conductivity values, we can simply increase the amperage to increase the metal removal rate. While this may be true in some metals, we must also be aware that some others—carbides for example—are more susceptible to damage when using excessively high amperage.
The higher amperage should only be used when the characteristics of the exotic metal show to have a high thermal conductivity that will disperse the increased energy to areas outside of the cut. Remember that with negative polarity and a material with lower resistivity, the spark intensity is increased in the cut. As a result, there may not even be a need to increase the amperage in order to maintain an efficient metal removal rate.
You Get What You Pay For
In today’s competitive marketplace, the temptation is strong to cut corners to reduce manufacturing costs, and it seems the electrode material is the first to suffer. As stated above, when dealing with exotic materials, it is imperative that the correct electrode material be utilized. Too often, purchase cost is the determining factor in choosing an electrode material. It is becoming commonplace that job requirements exceed the performance capabilities of the more economical graphites, resulting in poor performance and an actual increase in manufacturing costs.
While copper impregnated graphite is more costly than standard graphite, the old adage “You get what you pay for” holds very true. When the conductivity properties of copper and the wear resistance of graphite are combined, they create a material uniquely capable of EDMing exotic metals efficiently. Copper graphite electrodes provide a superior combination of metal removal and wear resistance, resulting in a more stable EDM process and an overall reduction in cost of production.















Related Content

Extensive Evaluations Build The Plastek Group’s EDM Arsenal
Sinker and wire EDMs selected for speed, volumetric accuracy, surface finish, reliability, cost of ownership and extensive warranty.
Read More
How to Improve Your Current Efficiency Rate
An alternative approach to taking on more EDM-intensive work when technology and personnel investment is not an option.
Read More
Machine Monitoring Platform Improves Machine Utilization, On-Time Delivery
Using data from a machine monitoring platform, Westminster Tool added almost 75 hours of capacity per week by shortening warmups and starting CNC and EDM machines sooner.
Read More
Mold Builder Meets Increased Domestic Demand With Automated Cells
Burteck LLC experienced significant demand increases due to reshoring and invested in automated machining cells to step up its production output quickly and avoid losing business.
Read MoreRead Next

Total Cost of Ownership and Productivity Analysis for EDM
Using the graphite TCO model shows business owners how to save time and money in their EDM operation.
Read More
A Double Whammy
The solution to solving problems associated with EDMing high copper alloy work metal involves finding the right graphite electrodes.
Read More
The Graphite Link to Success
Graphite selection is the key to achieving optimum performance from the equipment on your shop floor.
Read More