
Shop Tour Emphasizes Many Changes for Long-Retired Moldmakers
What began as a favor to an uncle and his fellow moldmaker retirees becomes “an historic event” for Cavalier Tool and Manufacturing.


Brian Bendig, pictured third from right, joins in a group photo of long-retired moldmakers who came to tour Cavalier Tool to see what modern technologies have emerged over the last 30 years. One gentleman holds an old photo of those who worked at International Tool Ltd., once a grand moldmaking operation in Windsor, Ontario. All of these gentlemen, including Bendig’s uncle Ed Bendig (third from left) worked at ITL.
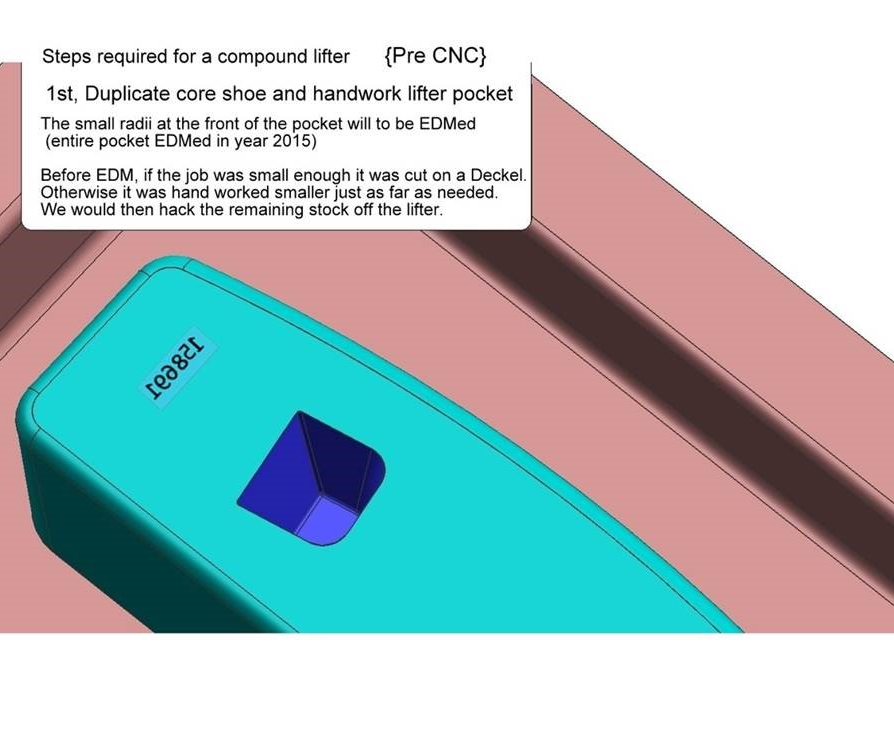
Ed Bendig, uncle of Brian Bendig, president of Cavalier Tool and Manufacturing, sent this and the ensuing slides to his nephew after touring Cavalier’s state-of-the-art mold manufacturing plant. Ed, a former moldmaker who has been retired for about 30 years, worked at Cavalier in the early days and was so amazed at the advances in technology that he provided a detailed view of how he would have had to make a mold lifter by hand, pre-CNC. Step one: Duplicate core shoe and handwork lifter pocket. Images courtesy of Ed Bendig and Cavalier Tool and Manufacturing.
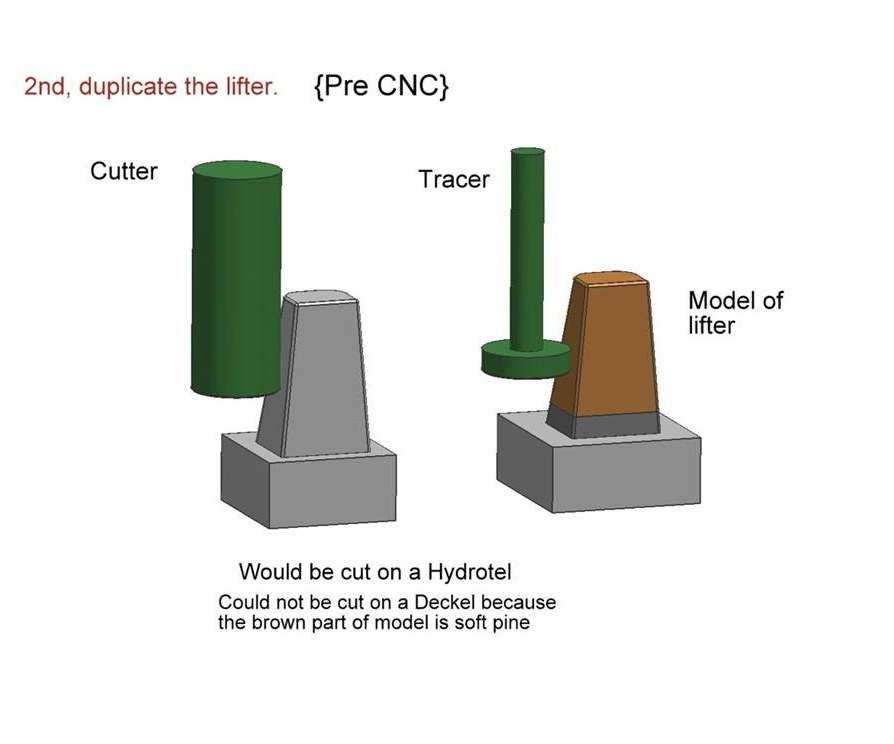
Step two for making a mold lifter by hand 30 years ago was to duplicate the lifter. Note that models were made from wood, in this case pine.
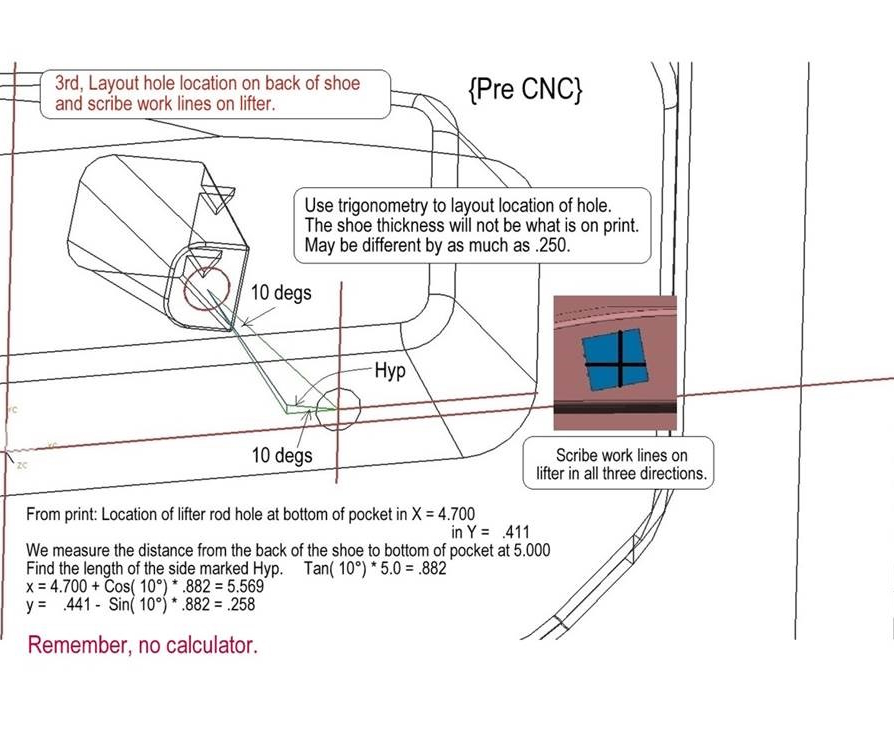
Step three: Lay out hole location on back of shoe and scribe work lines on lifter.
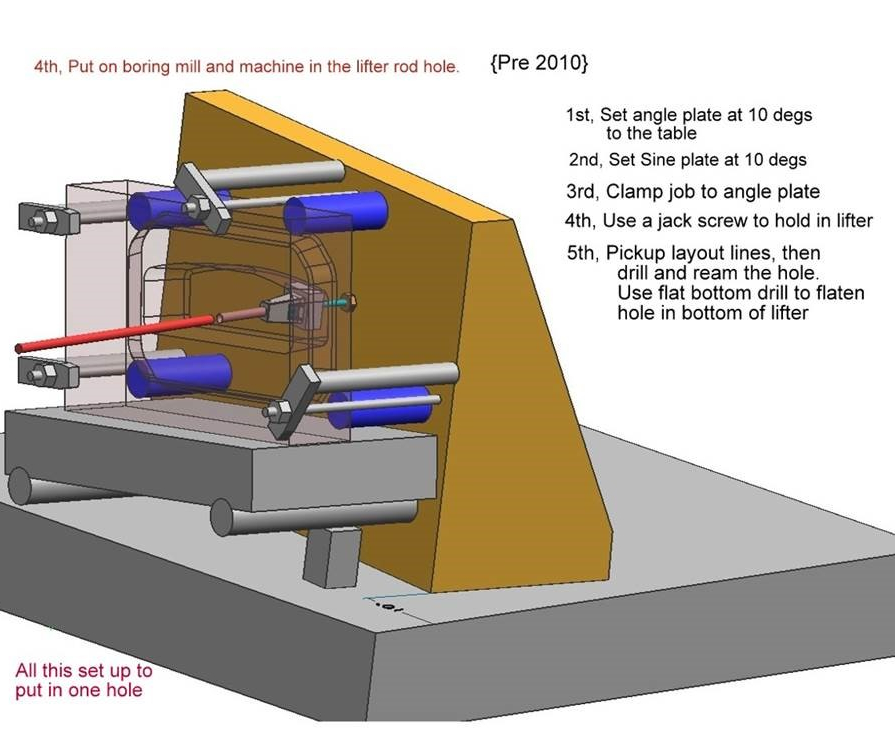
Step 4: Put on boring mill and machine in the lifter rod hole.
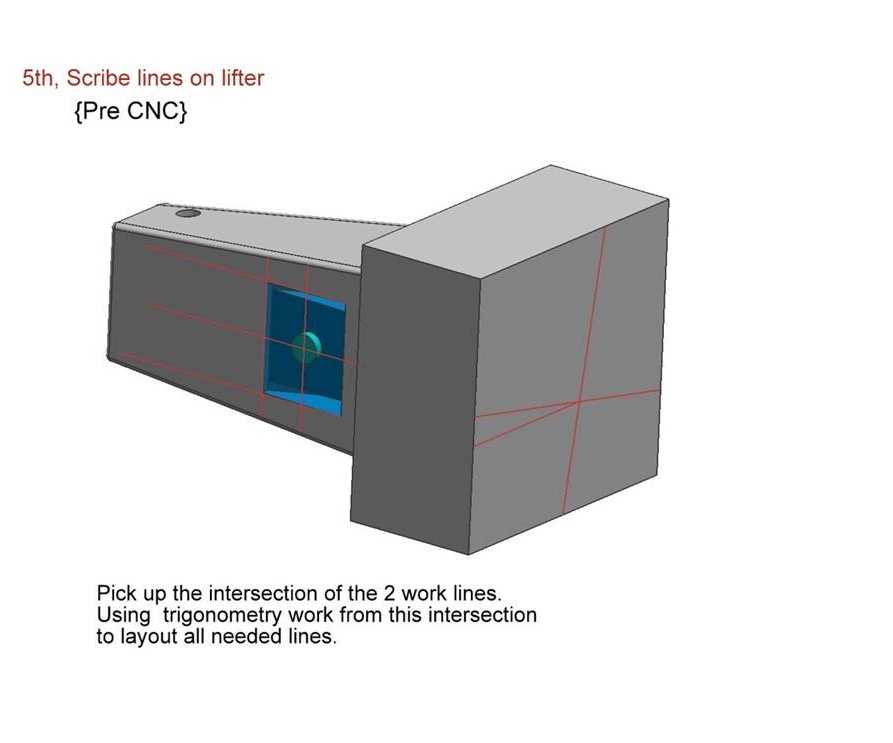
Step five: Scribe lines on the lifter.
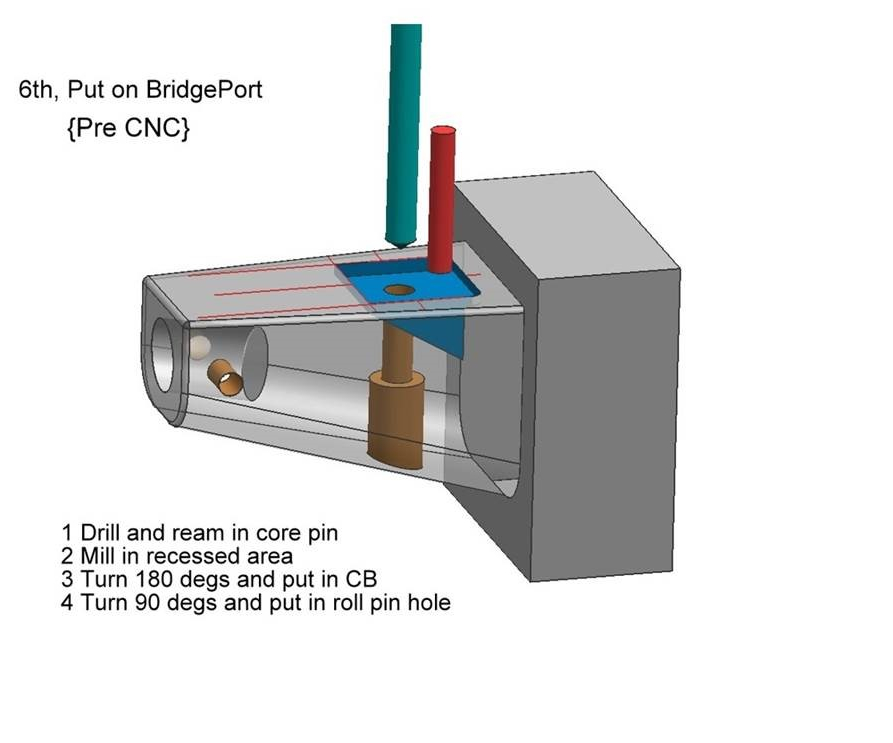
Step six: Put on Bridgeport mill to drill and ream in core pin; mill in recessed area; turn 180 degrees and put in CB; turn 90 degrees and put in roll pin hole.
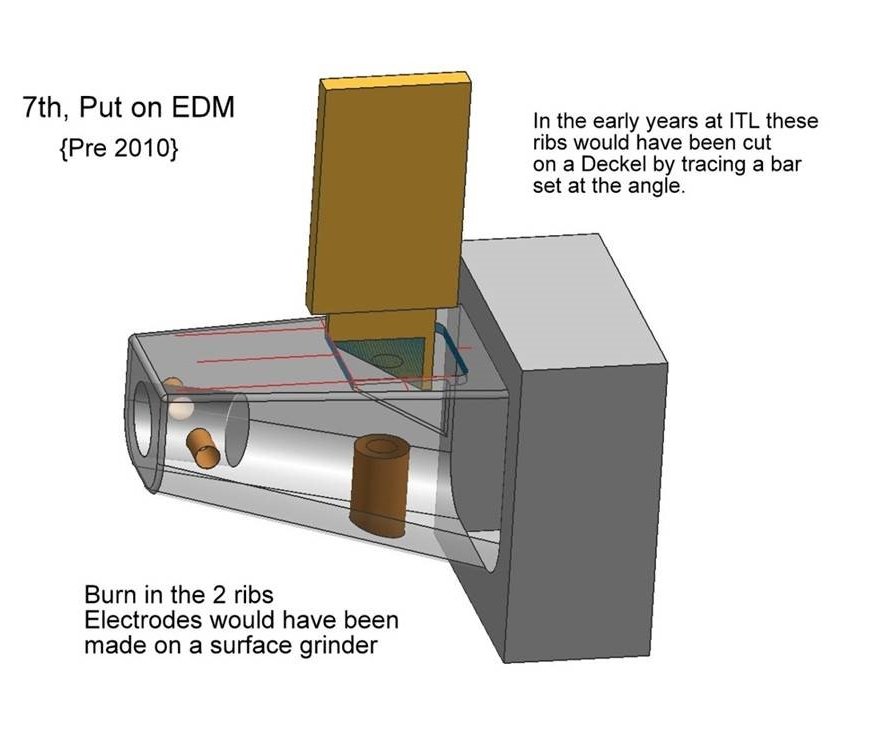
Step seven: Put on EDM and burn in two ribs. As noted, in early years ribs would be cut on a Deckel by tracing a bar set at the proper angle.
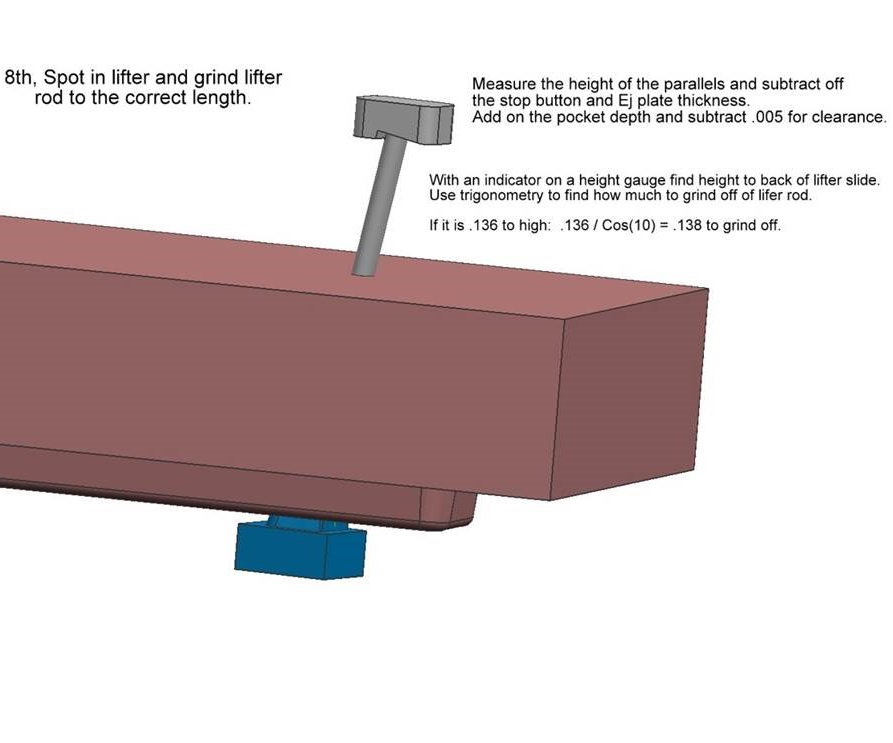
Step eight: Spot in lifter and grind lifter rod to the correct length.
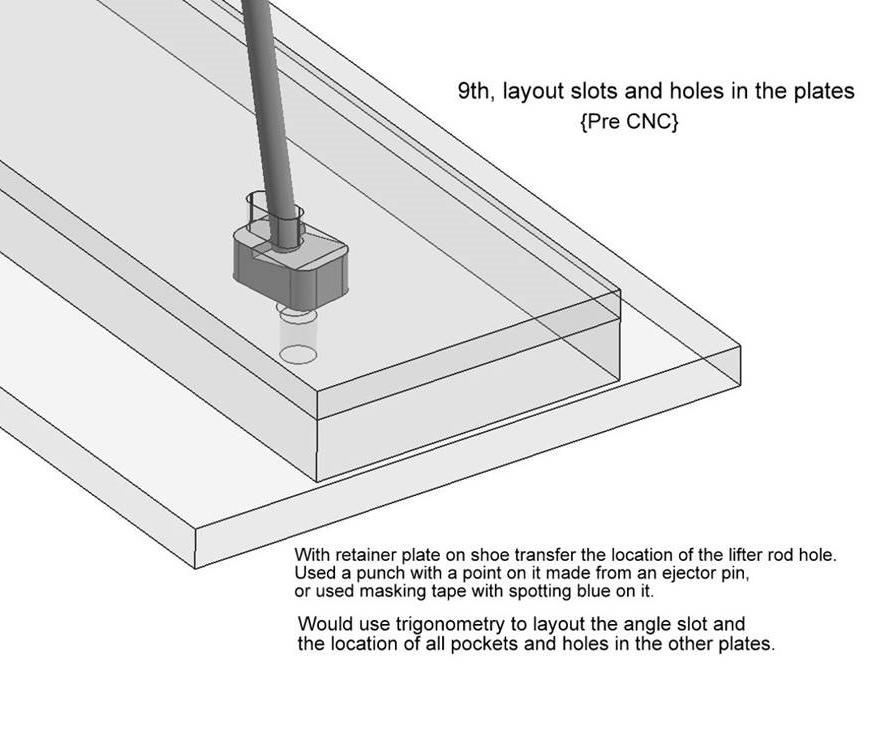
Step nine: Lay out slots and holes in the plates.
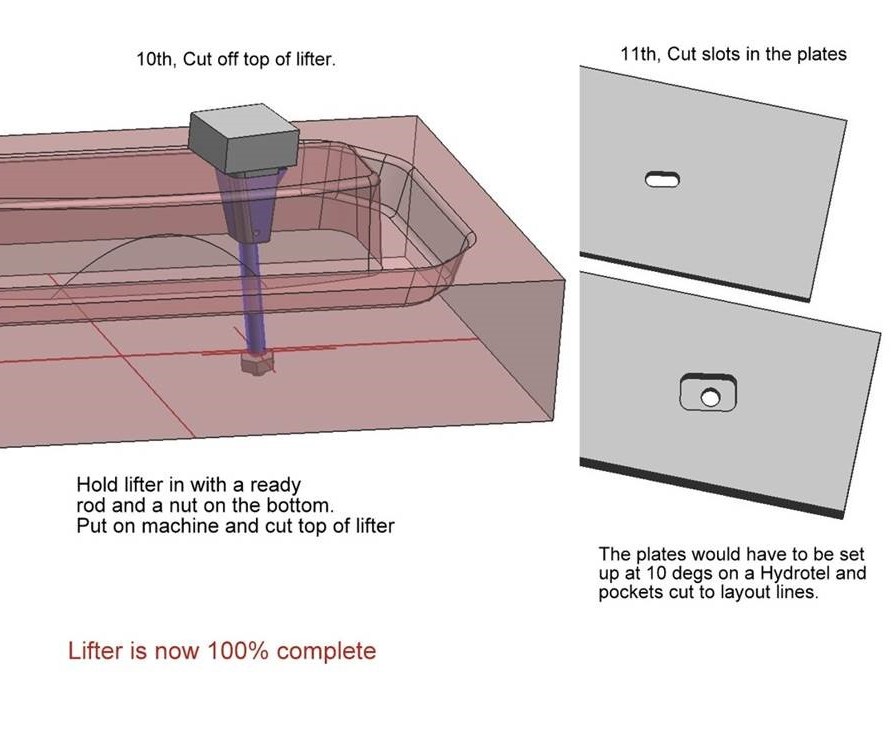
Steps 10 and 11: Cut off top of lifter and cut slots in the plates. Lifter is now 100 percent complete.



Earlier this year, Cavalier Tool and Manufacturing (Windsor, Ontario) President Brian Bendig set out to do a favor for his uncle, Ed Bendig, and a group of Ed’s friends, all of whom are long-retired moldmakers, and host a tour of the Cavalier shop. The experience was eye-opening, to say the least, and according to Tim Galbraith, sales manager, it was truly “an historic event.”
“I literally found out about the tour five minutes before the gentlemen arrived at the shop,” Galbraith says, explaining that Bendig mentioned that his uncle was bringing a few alumni of International Tool Ltd. (ITL), one of the original moldmaking companies established in Windsor “and by far the biggest” in its heyday, to see a modern moldmaking operation. “It was family, so he did not think about how special it really was to have them here. But they have been retired for about 30 years, and so much has changed. Think about it. So much has happened in 30 years so that it’s literally like Alexander Graham Bell seeing a cell phone.”



Handmade to High-Speed Five-Axis CNC
One major impression that Ed Bendig brought to light after the tour was the huge difference in the time and processes used just to make a lifter. In his day, which was pre-CNC technology, there were fully 11 steps required to make the lifter. Galbriath explains, “He was employee number three at Cavalier Tool. Ed became the default design leader when CAD was invented and keeps his skills sharp. After the tour and seeing how a five-axis machine cuts a complete lifter head, with pockets, CNC cut to zero for a drop and assemble fit, he told us, ‘You just push a go button, so there’s no skilled required here.’ In a funny way, he’s right. He then took the time to detail the ‘old way’ of doing things.”
The advent of noncontact machining must have been a huge deal for them in the 1970’s.
Ed sent Brian and his team a set of CAD drawings to illustrate the steps required for a compound lifter. These steps are illustrated and described by Ed in the slide show above.
“We’re showing them five-axis machining and they were working when EDM came on the scene as a production tool for manufacturing,” Galbraith says. “The advent of noncontact machining must have been a huge deal for them in the 1970’s. “It was a eureka moment when they talked about when Hydrotels and duplicators came along, saying that if they wanted to peck a rib out they had a Keller tracing mill and would put a tiny cutter into it and go back and forth.”
In Awe of Cleanliness
Galbraith says that the very first reaction the veteran moldmakers had as they stepped onto the shop floor was awe. “They were in awe over the cleanliness of the shop. If you have been around enough you remember when shop floors were covered in grease and metal chips. When you walked out of there you got to scrape the chips out of the bottoms of your shoes,” he says.
They were in awe over the cleanliness of the shop.
There was also carbon dust all over the shop from performing such duties as spotting molds and also using the EDM machines. “Spotting was a dirty job and it could take a week to accomplish the job, all the while the spotters wore masks and taped up their wrists and angles so they wouldn’t get any filings in their sleeves or pant legs. Now they see our modern Millutensil spotting press with the disco lights, the servo-controlled columns on the corners and the flip-out platen and they’re saying, ‘Are you kidding me?’” Galbraith says and laughs.
Even dirtier was the EDM. “EDM was notorious for being the ugliest and worst-ever operation,” he says. “It was so dirty you came out of the area looking like Al Jolson at the end of the day. Today, we work in a negative pressure contained environment, with temperature and humidity controlled, and you could eat off the floor in the carbon room because dust control is done.” They also noticed how well lit and organized the shop was, he says, and that Cavalier employees had the use of very large dual cranes for flipping molds just by lowering one crane head and raising the other versus using a stack of old tires to drop the mold on and let it roll over.
From Wood Models and Skilled Vision to 3D and CAD
Galbraith likens the moldmakers who toured Cavalier to gods. “There were no CAD models when they were in the business,” he says. “They had mylars and 2D prints and would interpret what they saw through sections and plan and elevation views into a curved surface. They would make wood models and work on them until they got them where they wanted them to be.” He adds that the moldmakers were the guys that ran everything, and everybody else was a support service to the moldmaker. “When I started in this trade you could tell who could make it as a moldmaker. They were the ones who could visualize in 3D. If you couldn't visualize 3D out of 2D prints you couldn't cut it. That’s why they were so highly regarded. We've morphed nowadays and I don't want to belittle moldmakers because they are still the smartest guys in the shop, but CNC machining drives operations now.”
When I started in this trade you could tell who could make it as a moldmaker. They were the ones who could visualize in 3D.
Galbraith takes a moment to reflect on how far the industry has come. “What is it going to be like when I am touring a mold shop 30 years from now? I believe I will be shaking my head like these guys did and saying, ’This isn’t a mold shop.’”
One man who was on the tour, Julius Langpeter, emailed Brian Bendig to thank him for showing them Cavalier’s facility, saying, “I believe that I can speak for all of us old guys you so graciously invited to your plant, when I want to thank you for taking the time out of your hectic day to show us your state-of-the-art manufacturing/moldmaking facility. All of us who come from the early days of our now highly sophisticated trade were impressed by what you have done with that plant. Your friendly and personal touch turned the tour into a memorable event for us old ITL guys who could have never imagined what our old trade was developing into.”















Related Content

Machining and EDM Innovations to Look for at IMTS
MoldMaking Technology previews some of the EDM and machining products and exhibitors applicable to mold builders that will be featured at IMTS 2022.
Read More
Soft Wired: Cutting High Taper Angles with Wire EDM
Examine the wire’s properties to determine the right one for achieving the best cut.
Read More
Advantages and Disadvantages of Copper and Graphite Electrodes
Both copper and graphite provide approximately the same end result, so it is important for a shop to consider the advantages and disadvantages of each material in order to discover what would work best in their shop floor environment.
Read More
Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read MoreRead Next

Encoders, Flow Regulators and Stabilizing Cylinders Make Mold Spotting More Efficient, Precise and Cost-Effective
For complex molds, Cavalier Tool & Manufacturing counts its advanced spotting press among its most valued pieces of shop-floor equipment.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More