
Producing Production Level Tooling in Prototype Timing
A new rapid solidification process machine will be able to produce finished cavities at a rate that will change the tooling industry dramatically.



Figure 2: Spray deposition of P20 tool steel.
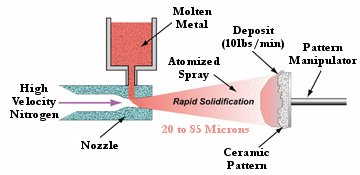
Figure 3: Process sketch for spray-formed tooling.
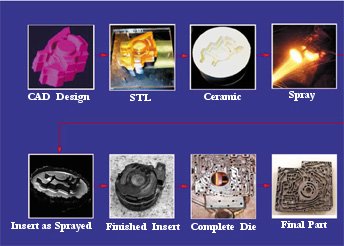
Figure 1: The rapid solidification process.

Figure 4: As-deposited M2 forging die insert (above), ceramic pattern (right) and RTV master (lower left).
RSP Tooling, LLC (Solon, OH) has signed an exclusive license with the Idaho National Engineered and Environmental Laboratory - INEEL (Idaho Falls, ID) - for the development and commercialization of the rapid solidification process within the field of tooling (RSP tooling), which is a recent revolution in the moldmaking industry. The first production machine is scheduled for delivery this year. This machine will be able to produce a 6 x 6 x 4 inch tool with finished cavities in two hours. Such a production rate is revolutionary, and will likely change the tooling industry dramatically.
The RSP Tooling process is a method of producing production level tooling in prototype timing. While generically a spray forming method, it differs from other approaches. Molten metal (e.g., molten tool steel) is sprayed onto a ceramic pattern, replicating the pattern's contours, surface texture and details, until the desired thickness is reached (see Figure 1). The deposit is cooled to room temperature, separated from the pattern, and its exterior is machined to fit into a standard mold base (see Figure 2). The latter is accomplished using conventional practices or wire EDM, depending on the hardness of the deposit.



The desired tooling alloy is loaded into a crucible and heated to about 100'C above its melting point. The molten metal is injected into a nozzle, where it is exposed to a flowing gas stream. The high-velocity gas jet breaks the molten metal into tiny droplets, about 50 microns diameter, which are carried by the gas stream and deposited onto the pattern surface (see Figure 3). Transit time from the nozzle to the pattern is about one millisecond. Since the tooling alloy stock material is melted during the process, any form - cast metal, forged metal, powder or scrap - is suitable, provided the chemistry is within alloy specification limits.
The RSP machine is a self-contained unit. The equipment is configured so that the nozzle remains stationary while the pattern is manipulated in the spray. The metal is maintained in a liquid state while it is inside the nozzle, but upon exiting, gas at room temperature is drawn into the jet, cooling the droplets and causing them to solidify rapidly. The spray of droplets results in a huge increase - by 10 orders of magnitude - in the surface area of the metal. The metal's latent heat (enthalpy of solidification) is extracted rapidly from the droplets as they travel from the nozzle to the ceramic pattern, resulting in about 70 percent of the sprayed material having solidified by the time it reaches the pattern. The remaining liquid fraction is enough to "weld" the metal together on the pattern surface.
The high deposition rate, about 500 lbs./hr., results in a coherent build-up (rather than layering) on the pattern. Rapid solidification eliminates segregation of alloying additions in tool steels and produces a supersaturated solid solution, which allows the alloy to be artificially aged to obtain a more uniform carbide distribution and a unique combination of properties without the risk of tool distortion. Tests have shown that the properties of H13 tool steel that has been artificially aged compare well with the commercial forged/heat treated material. In-service studies conducted by Global Metal Technologies, Inc. (GMTI), Brigham Young University and Case Western Reserve University (CWRU) have indicated that RSP steel tools are at least as good as standard machined tools. In the case of H13, GMTI found that the life expectancy of a tool during aluminum die casting increased by 20 percent and CWRU found a reduction in soldering by weight compared to other steel inserts.
At this point in its development, RSP is limited to creating tools with a maximum of 4:1 aspect ratio. Even with that limitation, however, it is estimated that the process could be used to create about 80 percent of the tools used in industry (see Figure 4).
RSP Tooling, LLC is having the first production machine built by Belcan Corp. - SEED, a specialty machine builder located in Solon, OH. This unit will be delivered to The Technology House (Solon, OH). TTH is participating in a joint venture in which the first machine will be used to make prototype and production tooling. It also will perform development work on the process and be used as a demo site for prospective production machine customers. RSP Tooling is planning to open other joint venture service bureaus around the country as well as sell machines to large tool shops and companies with captive shops.
RSP Tooling, LLC sees moldmakers in any forming process, from plastic injection to forging, as the market for this technology. Tooling has been produced from the lab equipment for testing in three forging applications, two die cast applications, an extrusion tool, a glass forming tool and several plastic injection tools. The speed of manufacturing is an advantage in any process and in steel molds it has the additional advantage of increasing tool life. Conformal cooling methods also are being developed that will reduce part cycle time.
The RSP Tooling design team is now working on a larger machine, which will be able to produce inserts up to 15" x 15" while maintaining the two hour cycle time. This will substantially increase the number of cavities that could be made using the RSP process. There also are discussions going on regarding a third machine design that will be able to produce dies in the range of four feet by four feet by 15 inches thick. This machine is planned for introduction in 2005.












Related Content

From Injection Mold Venting to Runnerless Micro Molds: MMT's Top-Viewed June Content
The MoldMaking Technology team has compiled a list of the top-viewed June content based on analytics. This month, we covered an array of topics including injection mold venting, business strategies and runnerless micro molds. Take a look at what you might have missed!
Read More
VIDEO: How can 3D Printed Tooling Improve Injection Mold Venting?
Proper venting is one of a mold builders toughest challenges as molders struggle to keep vents free flowing in production. Learn how to apply 3D printing to mold venting and the benefits of additive venting inserts.
Read More
A 3D Printing Retrospective
A personal review of the evolution of 3D printing in moldmaking throughout the past 25 years.
Read More
Plastic Prototypes Using Silicone Rubber Molds
How-to, step-by-step instructions that take you from making the master pattern to making the mold and casting the plastic parts.
Read MoreRead Next

Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More