
Precision Mold Shop Doubles EDM Capacity and Triples EDM Output
Janler’s business philosophy centers on “running the operation as a business, not a shop.
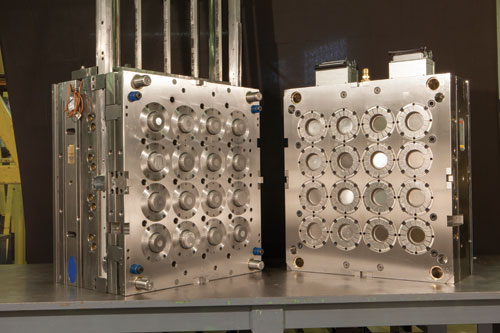
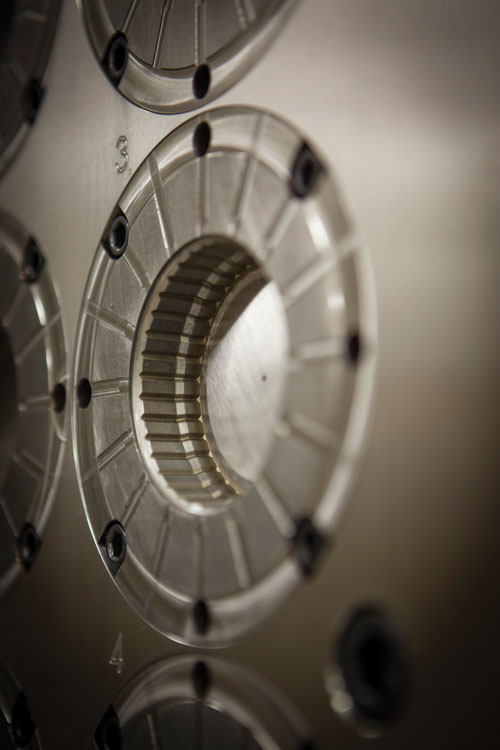
Janler relies on advanced GF AgieCharmilles EDM technology to burn the tamper-evident closer grip features of this 16-cavity tamper evident closure hot runner valve gate mold.

Janler moldmaker and EDM expert Karle Lang inspects the intricate mold details produced on the shop’s GF AgieCharmilles FORM 350 SP sinker EDM.

New EDMs from GF AgieCharmilles have allowed Janler to double its machining capacity and more than triple its EDM department output.

The advanced IQ generator technology of the GF AgieCharmilles FORM 350 SP sinker EDM gives Janler increased speed and superior surface finishes while also virtually eliminating electrode wear to reduce electrode material costs.



In 1952, Josef Klingler started Janler Corporation in a small storefront on Chicago’s Lincoln Avenue armed with manual machines—and lots of skill, confidence and ambition. By the 1960s, Janler was well established as the expert in producing high-precision, multi-cavity plastic injection molds with as many as 96 cavities, while consistently holding tight part tolerances. It was also a shop that always looked to new technology to improve its processes and keep ahead of the competition. And one of these technologies was EDM.
Soon after its introduction, Josef Klingler realized that EDM was going to have a huge impact on moldmaking productivity. In fact, Janler was one of the first shops in North America to purchase an EDM from Swiss builder GF AgieCharmilles. And while other mold shops continued the labor-intensive practice of constructing molds from many individually machined parts, Janler adopted EDM sinker and wire technology to precision burn repeatable details into its cavities and cores. Within a very short time, Janler gained the status of being a high-end EDM mold shop – one with a dedicated EDM department staffed with EDM experts.



Since 1989, Josef’s daughter Carol Ebel has been at the helm of Janler—with her brothers Chuck Klingler, Alan Klingler and Josef Klingler Jr. alongside her—serving a solid list of customers in the packaging, electronics and medical industries. Today, Janler builds molds weighing up to 10,000 pounds and having upwards of 200 cavities, while holding tolerances as tight as 0.0002”. With a highly skilled group of employees, Janler continues to advance and build upon its EDM legacy.
Advancing Its EDM Legacy
The company still relies on GF AgieCharmilles to help increase productivity and for technical applications support, as well as providing advanced EDM technology such as the mold shop’s recently acquired FORM 350 SP (Speed Edition) sinker EDM and CUT 200 wire EDM. In fact, those two machines alone have allowed Janler to double its EDMing capacity and more than triple its EDM department output.
According to Ebel, the reason is simple. “It’s our employees implementing the tremendous technology behind the machines that has helped drastically reduce our leadtimes while maintaining the tight tolerances required for interchangeability,” she notes. “We’re designing and manufacturing 32-, 64- and 96- cavity molds with multiple core elements—along with two-, three- or four-piece cavities while competing on both cost and delivery.
Janler’s core and cavity components—some of which can be valued at $5,000 to $10,000—are medium sized and can be held in one’s hand. Many of them have risk of wear or damage because of delicate features, so replacements or spares are required to keep customer molding operations up and running. For instance, a 96-cavity mold would include 25 percent spares with it—and each must be identical to the one it will replace.
To ensure repeatable precision, the shop complements its GF AgieCharmilles machines with modular workholding from System 3R that allows parts to move from one process to the next without having to be refixtured. Work and electrodes are then loaded into the FORM 350 SP’s 64-tool automatic changer for unattended operation. On its CUT 200 wire machine, the shop can load large blocks of tool steel, and let the machine run lights-out for producing multiple parts per block.
Wire EDM
“We are confident in our advanced GF AgieCharmilles EDM equipment,” says Chuck Klingler. “EDM is a proven process, and we know we can mount one big 14” x 28” block of material that is 8” thick on our CUT 200 wire machine, walk away and after about 150 hours have 40 mold cores. And not just simple cores, but long thin ones with tapers, I.D., O.D. and irregular outside tooth-like shapes.”
Klingler explains that typical wire diameters are 0.008”, and depending on part thicknesses Janler will also use special coated wires when cutting tapers. Plus, the shop incorporates certain advanced wire types for increasing speed and thick cuts.
The shop’s CUT 200 features fast axis speeds and quick wire threading (less than 20 seconds spark-to-spark) that reduce non-cut times. GF AgieCharmilles’ latest generation of spark generators allows the machine to cut at speeds over 28 in2/hour (400 mm2/min) and cut up to 30 tapers in the Z-axis height, while also producing superior part surface finishes.
Klingler explains that the CUT 200’s machine axes are fitted with linear glass scales for absolute coding at a resolution of 50 nanometers. For additional precision and strength, the machine features a fixed-bench design, so only those components needed for positioning the wire guides move, as opposed to the worktable moving.
Janler has experienced the CUT 200’s ThermoCut 2 automatic wire threading system decreasing non-cut times and speeding set up. The system accommodates all wire types and diameters of 0.004” (0.101 mm), 0.006” (0.152 mm), 0.008” (0.203 mm) and 0.012” (0.304 mm) within its closed wire guides and without any gaps.
Janler also benefits from the machine being equipped with a unique CC digital generator for perfect spark calibration, delivering fast cutting speeds and superior surface finishes. GF AgieCharmilles reports that material integrity and hardness are maintained, and recast layers are practically non-existent, with typical surface finishes of Ra 0.1 micron and better.
Sinker EDM
As part of its sinker EDM processes on its FORM 350 SP, Janler typically uses four or five electrodes for roughing and finishing each mold cavity. Multiple electrodes are needed for achieving the precision shapes and dimensions that must be maintained to guarantee a precision molded plastic part.
Graphite and copper impregnated electrodes are machined on a high-speed mill, and each electrode is checked on a Zeiss CMM to drive out variation and ensure consistent precision. The shop then fixtures multiple electrodes in the machine’s tool changer for continuous operation.
“The designs of our electrodes are something we take very seriously because they are, in a sense, a critical link between our design, milling and EDM departments,” explains Chuck Klingler. “Electrodes are designed in such a way as to optimize the milling process, and the milling of electrodes is done with a focus on optimizing the subsequent EDM process. All aspects are interconnected and help drive out variation.”
One of the features of the FORM 350 SP that helps Janler drive out variation is the machine’s advanced IQ generator technology, as well as its TECFORM module. These features play key roles in providing extreme speed and fine surface finishes, as well as in optimizing flushing, according to Klingler.
He explains that they also virtually eliminate electrode wear to reduce graphite electrode material costs while generating surface finishes of Ra 0.4 micron and better. With TECFORM, the machine performs at high efficiency levels to automatically increase cutting speeds and production throughput. The machine rapid traverses at speeds of 2.36” per second and positions at accuracies within 0.00002”, according to GF AgieCharmilles.
Automated Cell
While Janler already benefits from the inherent automation of its EDMs and workholding, the shop is currently in the process of designing a completely automated cell within which will be a dedicated high-speed milling machine, the FORM 350 SP and a CMM, as well as System 3R workholding. Instead of work manually moving from one machine to the next, Janler has partnered with GF AgieCharmilles and System 3R to incorporate a standalone robot that will provide all material handling within the cell.
EDM electrodes and actual mold components will automatically transfer from the high-speed mill to the CMM for verification. Once verified, they will move to the FORM 350 SP’s tool changer. And, according to Ebel, the shop expects to double the throughput of its EDM department and ultimately reduce costs significantly as a result of the fully automated cell.
Ongoing Success
“We believe Janler’s ongoing success is tied to our legacy of always pursuing innovative solutions for customers while maintaining the highest standards of precision,” comments Ebel. However, she says “to stay in the game and ahead of the competition, adoption of new methods and technologies are just as important, but associated fixed costs can be enormous.” So good business planning and execution, she indicates, is vital to future financial success, and the business structure requires maximizing operating leverage. Janler’s business philosophy centers on, as Ebel puts it, “running the operation as a business, not a shop.”
“Today, you have to utilize the latest technologies to boost productivity while maintaining rigorous quality standards for mold component interchangeability. The business of moldmaking is a real balancing act of continuous improvement, adoption of new technologies, training and re-training, along with executing the highest precision 24/7. It’s a very interesting and rewarding challenge,” summarizes Ebel.
For More Information
Janler Corp.
(773) 774-0166
cke@janler.com
janler.com
















Related Content

Tool Paths, ERP & Improving Efficiency in Your Toolroom: What Did You Miss in February?
We covered a variety of topics in February. From tool paths to ERP and PTXPO coverage, we hope you didn’t miss anything but here is your cheat sheet if you did.
Read More
MoldMaking Technology's Most-Viewed Content 2022: Products
MMT shares the five top-viewed technologies, equipment and services of 2022 in each Engineer, Build, Maintain and Manage tenet based on Google Analytics.
Read More
Machine Hammer Peening Automates Mold Polishing
A polishing automation solution eliminates hand work, accelerates milling operations and controls surface geometries.
Read More
How to Use Automation to Minimize Mistakes and Speed Mold Build Process
A guide to capturing and reusing company knowledge and experience with software automation.
Read MoreRead Next

Seamless Process Creates the Impossible Cooling Channel
A multiple-machine moldmaking process—combining DMLS, high-speed five-axis machining and EDM— produces conformal-cooled molds in a seamless automatic process.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More