
Options for Restoring Molds
When a mold needs to be restored, moldmakers can turn to several different welding methods to fix the problem.


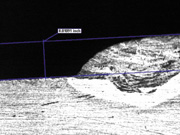
Figure 3: Wire build-up.

Figure 4: Eliminating oxidation.

Figure 5: A workstation for laser mold repair.
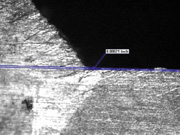
Figure 2: The focused spot size of the laser weld.

Figure 1: Repair of a worn edge.
Most plastic injection molds require surface restoration during the life of the mold. Specialty welders are needed because of the precise nature of restoration and the value of the die/mold. The difficulty in restoring delicate molds is in limiting the heat to the part, so as not to change the properties of the mold in the process or in the need to turn it around quickly.
There are many things to take into consideration before any thermal process is applied, and maintaining the mechanical and physical properties of the mold material is essential. Minimum heat-induced deformation, minimal material build-up and expedient cycle time all factor into lowering the overall cost of refurbishment.



The Current Method
First, lets examine what is known about the most popular method currently employed for tool steel surface restoration. Gas Tungsten Arc Welding (GTAW) or Tungsten Inert Gas (TIG) welding has been the process of choice for more than 40 years. GTAW has evolved into a highly refined thermal fusion process and can now be applied in a microenvironment. Advanced, constant-current power supplies combined with microprocessor controls have provided the highly skilled welding specialist with an extraordinary tool for micro-arc welding.
The transferred arc process has very basic fundamental electrical characteristics, in spite of the advances in the circuitry that control the arc. First, an electrical circuit has to be completed when employing GTAW. The good news is that the molds are a conductive material and create good opposing polarity platforms. The not-so-good news is that the electrons travel from cathode or electrode and ionize gas to form a bridge of highly charged ions that flow to the anode. The plasma gas cloud surrounding the electrode can create operating temperatures in the 10,000'F range. The second heat-creating phenomenon is derived from electrical resistance between the anode and the cathode. The weld current is related to the electrical resistance and arc voltage, as you may have learned in basic electricity.
Now with the understanding of how the heat is generated, how is the filler applied?
The welding specialist strategically starts an arc on the metal surface. As a melt zone appears, wire filler is applied into the molten pool. Although the micro-arc process can be performed at very low amperage, there is generous heat-producing physics involved and that's where the skill comes in. Developing the skill to manipulate the arc gap, weld pool and filler while viewing arc glare and working on a 400'F part is the art of micro-arc welding.
The Laser Solution
Lasers can be a cost-effective solution and a practical alternative to micro-arc welding outsourcing for mold restoration. Laser welding offers many distinct ad-vantages over conventional methods of tool surface restoration. With this in mind, lets examine the Nd:YAG laser process in comparison to GTAW or TIG.
Laser welding offers distinct advantages over conventional methods of tool repair. Because the average power used in the repair process is low - often fewer than 20 watts - and the peak power per laser pulse is high, tool steel can be surface melted and filler wire added with a localized heat input (see Figure 1). This localized heat input allows most molds to be welded with minimal preheating. This decreases the turnaround time and eliminates the possibility of warping.
Since the high-power laser pulses are typically between 5msec and 10msec in length, the cooling rate is about the same. This means little or no softening of the mold. Hardness of 50 to 60 HRc is typical. A combination of the proper filler and selection of the appropriate laser parameters easily tailors hardness to the specific application. If the length of the laser pulse is shortened, the cooling time also is shortened, resulting in increased hardness.
By limiting the size of the melt pool and by rapid solidification of the individual weld pulses, there is little or no drawing of base material into the molten pool. This greatly reduces or eliminates "sinking." The focused spot size of the laser weld is typically between 0.3 mm and 0.6 mm (see Figure 2). The laser beam is mostly absorbed by the wire, which further limits the impact on the substrate.
The Application
During the repair of worn parts, filler wire is held or placed over the area to be processed and the laser beam scans over the wire. The laser energy melts both the wire and substrate. This process ensures that no more of the mold/die is exposed to unnecessary heating and since the heat is localized, preheating is seldom necessary, thus eliminating the potential for warping the part. When a certain level of build-up is required, several passes are laid on top of one another until the desired height is attained (see Figure 3). Shielding gas is applied to the weld zone to eliminate oxidation (see Figure 4).
Ease of Use
Many specialty welding shops have been responsible for restoring delicate molds. The skill required for precision micro TIG or GTAW welding is considerable and the cost is commensurate to that skill. The position of the TIG torch is subject to precise manipulation by a skilled welder.
However, in the case of laser welding, the laser beam is typically five to six inches away from the part and the position of the mold is accomplished via motorized control and a joystick. This takes the artistry out of mold repair and lets anyone with basic mechanical skills become a skilled welder.
The Laser
There is a wide selection of laser power sources (50w, 120w and 200w). Laser power is chosen for the application based on the material, the size of the part and the throughput needed. Since lasers are high-energy light beams, more energy is needed for reflective material. For example, aluminum and copper need the most energy because of their high reflectivity and thermal conductivity, while most tool steels work well with lasers and are easily processed with any power level.
The amount of fill needed also has a bearing on the laser power needed. The larger the repair, the larger the wire needed. The larger the wire, the larger the focused laser beam needs to be to attain the proper power density for melting, subsequently increasing the power needed for processing.
The Workstation
A proper workstation for laser mold repair should include some key elements: it should be easy to use and compact, as well as offer precise welds and quick repair.
One workstation that is well suited to mold/die repair is equipped with a motorized top, which rises up and out of the way in order to facilitate loading and unloading of the workpiece (see Figure 5). To accommodate heavy parts, the motion system rides on an air-bearing plate. This plate detaches from the interior of the workstation and slides out onto an accessory table that fits right up against the front of the workstation. Parts weighing up to 330 pounds can be easily slid into the workstation on the air-bearing plate and then reattached for processing.
In addition, the X/Y motion (10") is accomplished via joystick, giving the operator complete versatility. The Z-axis (11.8") is controlled via a footswitch and aids in processing large parts.
Finally, an integrated system delivers shielding gas automatically when the operator begins to weld. The workstation includes a 16x binocular, used to view the part and precisely place the weld. Additionally, 24 parameter settings can be stored.
Conclusion
Whether you choose to employ someone skilled in the art of micro-arc welding or to take advantage of the ease of laser welding, the benefit is that there are choices out there for moldmakers.















Related Content

5 Hot Runner Tips for Moldmakers and Molders
Best practices for initial hot runner tryouts and effective preventive maintenance.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
Questions and Considerations Before Sending Your Mold Out for Service
Communication is essential for proper polishing, hot runner manifold cleaning, mold repair, laser engraving and laser welding services.
Read More
Precision Welding Services Offer Rapid Turnaround Mold Repair and Reduced Molder Downtime
X-Cell Tool & Mold relies on outsourced, high-quality welding repairs from Lewis-Bawol Welding to ensure its customers' molds are back in production quickly and affordably.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More