



Innovated Machining Solutions LLC (IMS; Port Huron, Michigan) specializes in one-off and prototype aluminum and steel molds for injection and blow molding, mold components like lifters, slides and inserts, 2D plate work, and fixtures in aluminum, plastic and Ren Board. The company provides custom CNC programming and machining for industries ranging from aerospace to automotive to automation.
In the words of founder and CEO Joe Batz, “Every day we work on something different,” he notes. “One day we might build a fixture for a sonic-welding machine, the next it might be drone propellers, and on another day, we could make robotic components. It keeps things interesting.”



The current environment for toolmakers in the U.S. Midwest who serve the automotive industry is wait and see. Between rounds of steel and aluminum tariffs and trade wars on multiple fronts, for the last few years costs have gone up and new vehicle launches have slowed, leading to OEM and tier layoffs and, in turn, a slowdown in orders for new molds. Moldmakers who haven’t already diversified are looking for ways to pick up business in other markets.
innovative machining solutions llc

Jon Welser, Innovated Machining Solutions general manager, uses the Hermle C 400 milling center to check surface contours and tolerances on a trim fixture that was just cut. The fixture will be mounted in an automation machine that will subsequently be used to finish an automotive air duct injection molded in thermoplastic elastomer. Images courtesy of Innovated Machining Solutions.
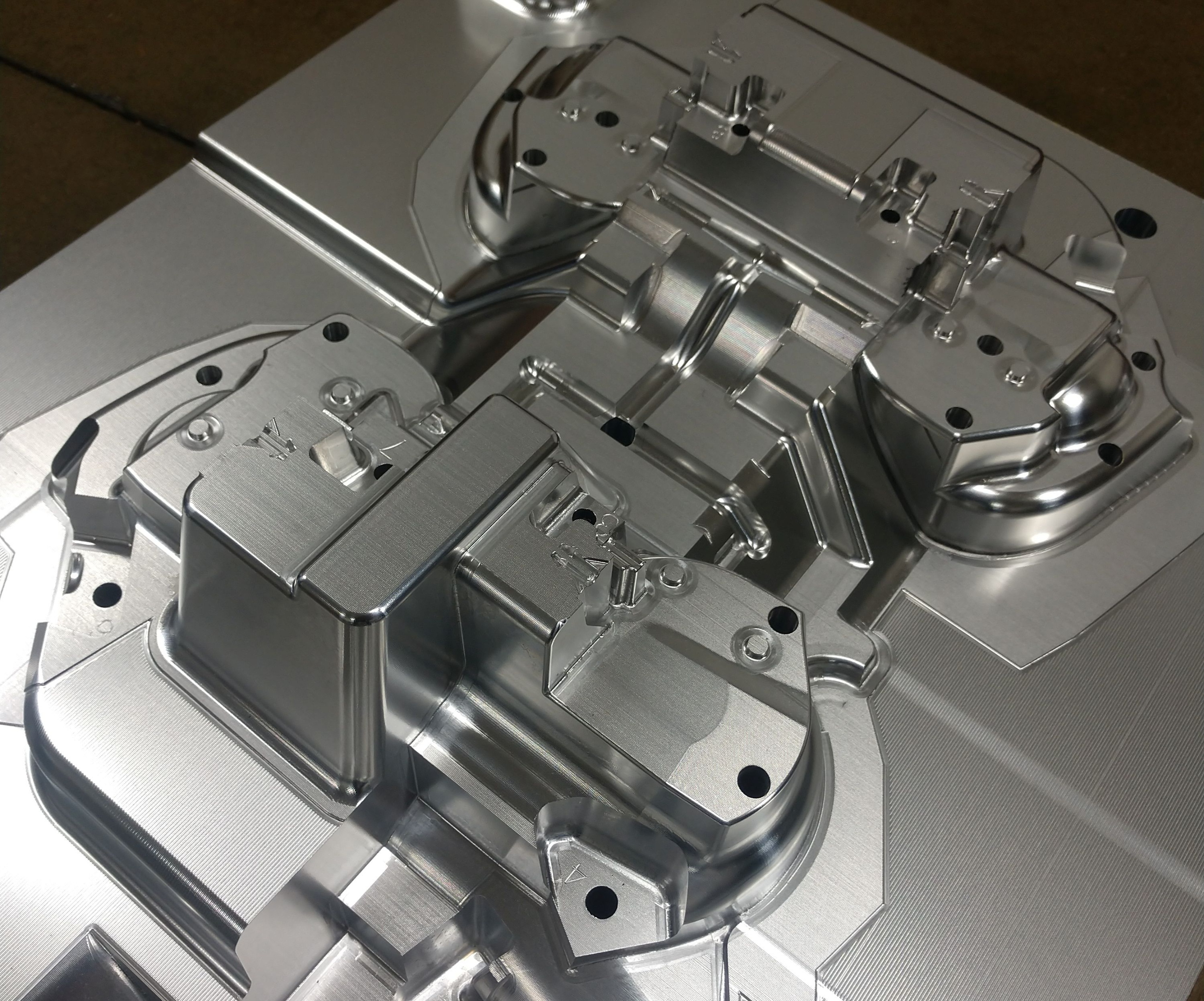
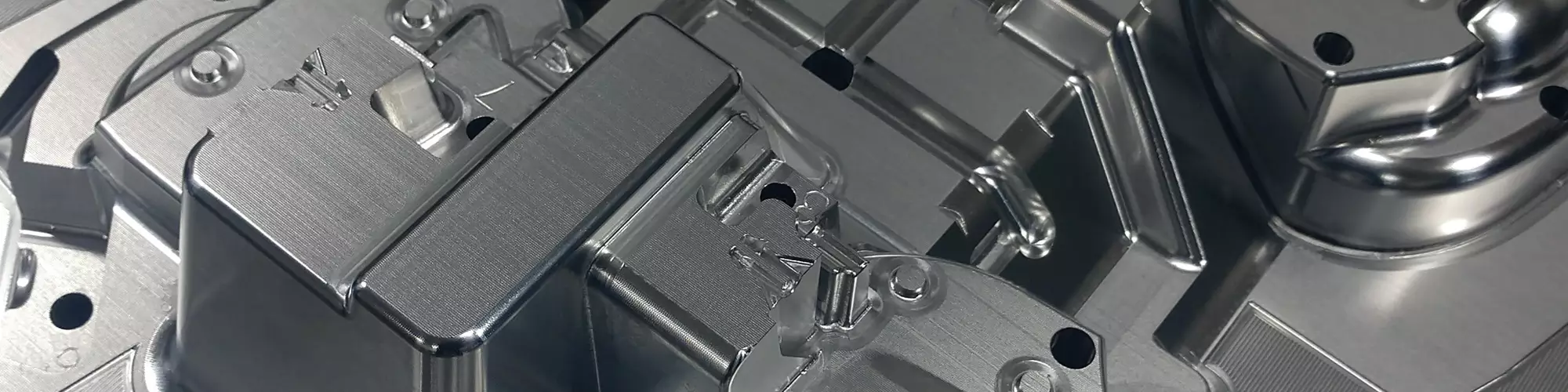
This core side of a prototype injection mold to produce a component for an automotive side-view mirror is one example of the type of mold manufacturing Innovated Machining Solutions offers in addition to its aerospace/defense machining work. IMS specializes in one-off and prototype aluminum and steel molds for injection and blow molding, mold components like lifters, slides and inserts, 2D plate work, and fixtures in aluminum, plastic and Ren Board.
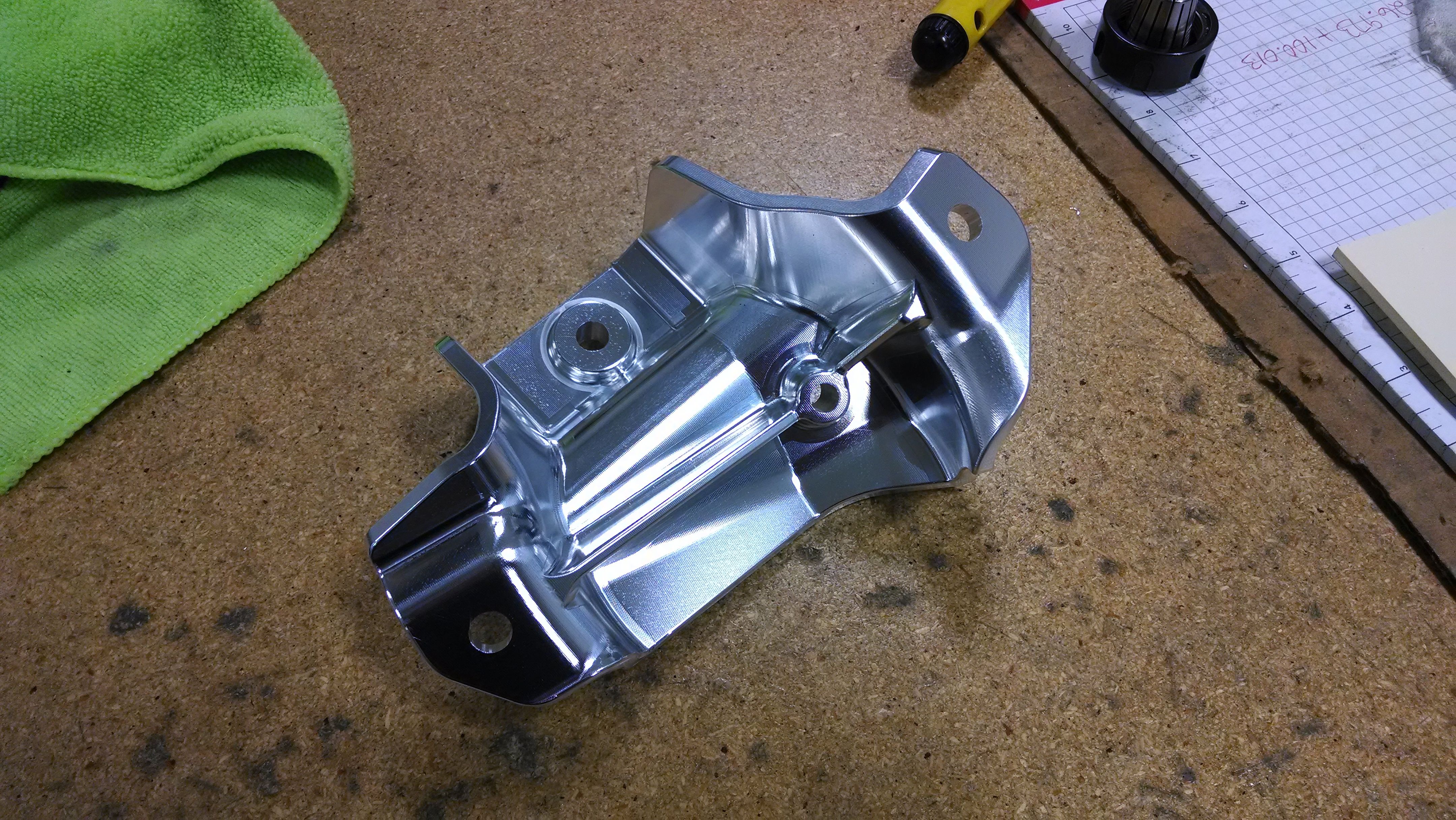
A vehicle front-end bracket machined on the Hermle C 400 shows off IMS’ expertise with all kinds of machining.
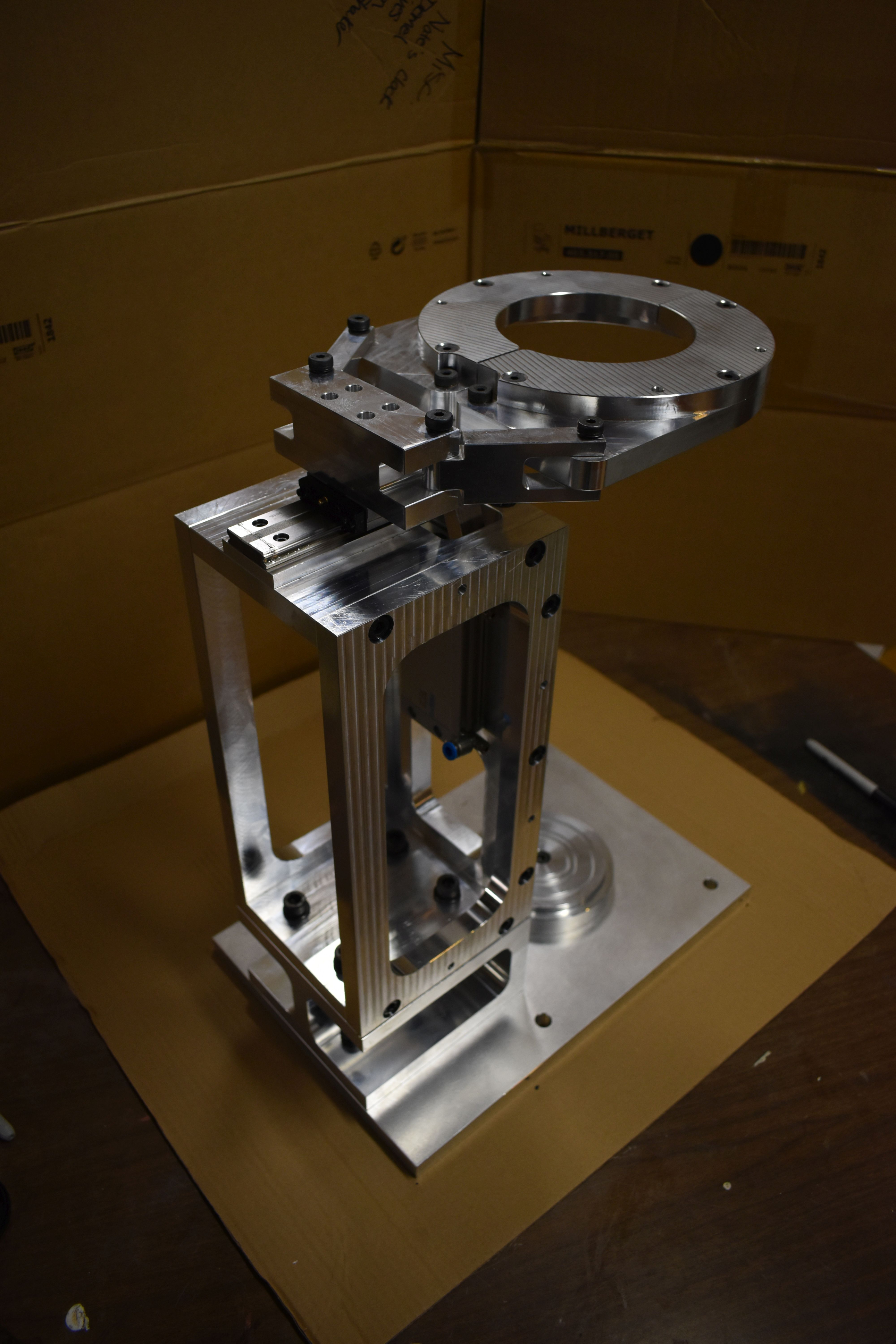
IMS machined this fixture for Telsonic Ultrasonics Inc. on the Hermle C 400.

This trim nest for an automotive radiator-fluid overflow tank is an example of other IMS machining projects.
Prior to founding IMS in 2011, Batz had spent over a decade working at two different aerospace companies machining precision metal components. Despite now owning his own shop, Batz and the IMS team had done no aerospace work. “Aerospace saved us last time [the automotive industry was down], and we hope it will do the same this time,” he recalls. Batz wanted to diversify beyond automotive and automation into challenging but profitable aerospace and defense work. However, equipment limitations kept IMS from being able to compete in that segment. “We simply didn’t have a machine that could do it,” he explains. “You can’t hope to compete for aerospace and defense work — especially anything important — if you don’t have a five-axis machine.”
With his core market slow, Batz made the tough decision to invest in a new milling center from Machinenfabrik Berthold Hermle AG of Gosheim, Germany. “I’d used Hermle equipment in my previous role machining precision aerospace components, so I knew what these machines were capable of,” explains Batz. “Hermle is really well known for its five-axis machines.” Still, for a small shop with five employees, it was a big investment.
Moldmakers who haven’t already diversified are looking for ways to pick up business in other markets.
Tradition of Precision Metalworking
Hermle was founded in 1938 in the Swabia region of Southwest Germany, which has a strong tradition of metalworking, machining and producing precision medical parts. Interestingly, the company didn’t begin as a machinery OEM but rather produced turned parts. By the 1950s, unable to find the kinds of machines it needed to produce more precise components, Hermle shifted to producing innovative milling machines. Reportedly the company was an early adopter of five-axis technology and is still known for the quality and high precision of its five-axis machines.
These days, the company has two major product lines: Performance and High-Performance. According to Manuel Merkt, president, Hermle USA, Inc. (Franklin, Wisconsin), the major difference between the two lines is simply how dynamic/fast the High-Performance line operates. Although every Hermle machine can be customized for its customer’s specific needs, a number of common features can be found in the basic package. For example, all Hermle machining centers include a compact, modified-gantry design said to contribute to high repeatability and reproducibility, and produce excellent surfaces since the workpiece sits in the center of the table and the X,Y, Z axes move across it. Depending on model, it also includes either a mineral-cast or grey-cast iron machine bed, which provides for stable, vibration-free machining with no need for a separate foundation. Also included are a swiveling rotary table, low-interfering edges and collision protection sleeves on spindles up to 18,000 rpm that simplify repair to the spindle after a collision. The two-piece spindle is said to be easy and quick to replace. The protection sleeves are designed to take the force if the spindle crashes in the Z direction. The machine also features a tool-changer magazine integrated into the machine bed and optimized for space efficiency and accessibility. Additional magazines can be added to facilitate automation or complex jobs with multiple tools.
Another feature that customers really appreciate is that Hermle is there to provide necessary technical support long after the machine is delivered. “Service is key for us,” explains Merkt. “We pride ourselves on our technical service support. When a customer calls with a problem, they’ll get a call back from us within 30 minutes to see if we can troubleshoot problems over the phone. If we cannot, we’ll dispatch our next available service tech. We understand that our customers can’t afford downtime. Usually we can get them up and running within a couple of hours.” He notes that the U.S. service team keeps expanding and that a new service tech has been added in the Detroit area.
Innovated Machining Solutions LLC is so pleased with how well the Hermle is running that if business continues to pick up, the team plans to order another, faster and larger Hermle milling center this year.
New Capabilities, New Opportunities
Working with Hermle USA, Batz evaluated equipment options, including table size, travel, spindle speed and optional features. Eventually he settled on the mid-size, C 400 U five-axis milling center in the Performance product line. This is Hermle’s best-selling model owing to its range of machine travel and table size, which is said to provide a good size envelope to machine a variety of applications. It’s commonly used in the moldmaking/toolmaking, aerospace, optical and machine-building industries.
The center is equipped with a 25.5 by 21.3 inches/650 by 540-millimeter table capable of loads up to 1,300 lb/600 kilograms. Its traverse path is 34 by 28 by 20 inches/850 by 700 by 500 mm, its maximum part dimensions are 26 inches/650 millimeters in diameter with a height of 20 inches/500 millimeters, its collision circle is 35 inches/885 millimeters in diameter, and its maximum spindle speed is 18,000 rpms.
Speaking about his C 400, Batz comments, “That machine will hit a number and be accurate within 0.0005 inch [0.01 millimeters] or smaller on any programmed tip,” he explains. “A lot of machines lose accuracy when you move them, but this one doesn’t make a mistake unless you do. It has thermocouple compensation for the temperature in the shop, it has probes, broken-tool detection, a filter on the coolant so the tool tip doesn’t clog up, and it comes with a smog eater that gets steam out so you can see your job running. I’m really impressed with the kinematic optimization feature. It takes just 10 minutes to run the program and square the machine automatically. We run it before every high-tolerance job or once a week, whichever comes first.”
The C 400 has been running for a little over a year now. While it took a few months to pick up new aerospace business, Batz says he’s seen a steady increase since. “It’s a hard business to get into, there are a lot of tight tolerances and demanding deadlines to meet, and a lot of people are not yet equipped to do this work,” he explains. “However, Michigan’s aerospace business is growing, and I’m glad to be part of it. Aero[space] business is time-sensitive and you don’t want to be late or have poor quality and get a bad score, which is why it’s so important to invest in quality equipment.”
The Hermle milling center runs in a separate but adjacent building where all of IMS’ aerospace/defense projects are housed. Batz remarks that his company’s reputation is good and getting better and that IMS is being offered a lot of specialty work. “We’re not huge, but we’re good and we do a lot of work,” he adds. “We fully use our machines, lasers, and tool changers. We use every capable feature on our machines. That helps ensure jobs are done right the very first time.”
In addition to the new aerospace/defense work, IMS occasionally runs complex mold components on the Hermle system, too. In fact, Batz is so pleased with how well the Hermle is running that if business continues to pick up, he says he plans to order another, faster and larger Hermle milling center in 2020.
Interestingly, Batz is passing his passion for precision machining on to the next generation, as his 22-year-old son Justin is now working at IMS.
IMS is ISO 9001:2015 registered and in 2019, received its International Traffic in Arms Regulations (ITAR) registration. Its next step is to become compliant with ITAR certification.
Innovated Machining Solutions LLC
Hermle USA Inc.















Related Content

The In's and Out's of Ballbar Calibration
This machine tool diagnostic device allows the detection of errors noticeable only while machine tools are in motion.
Read More
Customized CAM Strategies Improve Five-Axis Blow Mold Machining
The proper machining process and workflow can impact blow mold production, making your CAM software selection critical.
Read More
Hybrid Milling/Drilling Machine Reduces Total Mold Machining Time
MSI Mold Builders now squares, plus drills and taps eye-bolt holes on 50% of its tools in a single setup using a five-axis milling/drilling center with a universal spindle.
Read More
Five-Axis Graphite Mill With Automation Debottlenecks Electrode Machining
Five-axis electrode cutting enabled Preferred Tool to EDM complex internal screw geometry on an insert that otherwise would have had to be outsourced.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More