Multiple Pathways to 5-Axis Machining of Molds and Dies
Sponsored ContentFive-axis machining can dramatically improve the quality of a mold as was well as reduce the time required to machine it. What level of five-axis technology best fits your shop? Here are some options.
Share
Read Next


There are a lot of ways to cut mold cores and cavities. Three-axis vertical mills have been the traditional machining option for decades, and still provide a solid alternative for many applications. But five-axis machining centers are increasingly being used for their ability to get at more features of a workpiece and to machine more aggressively with shorter tools combined with rigid machine construction. These factors can eliminate the need for post machining processes such as EDM and hand benchwork.
There are a number of alternatives on how to go about five-axis machining. Starting with a three-axis machining center equipped with a commercial two-axis tilt-rotary table, the options run all the way up to fully integrated multi-axis machining centers capable of production-like efficiencies, combining automation that enables lights-out, unattended machining.
Which approach is best for your shop? Machine tool builder Makino is well regarded for their deep knowledge in die/mold machining processes and equipment. Here’s their take on what benefits accrue as you step up the ladder of five-axis machining technology.
How Five Axis Machining Benefits Mold Makers
People tend to think that five-axis machining is for generating contoured surfaces and it is indeed good at that. However, there are many other benefits beyond that for toolmakers. A big one is how it enables more productive use of traditional cutters such as ball nose end mills as well as newer tools designed specifically for five axis machining centers. For example:
Ball nose end mills — When feeding a ball nose end mill in a strictly vertical orientation you are essentially dragging the tip of the tool across the workpiece surface at zero rpm which is hardly an efficient cutting process. By tilting the tool relative to the workpiece surface, the effective cutting diameter is increased which can boost metal removal rates by as much as 40-50% yet still generate better surface finishes. In addition, using multi-flute cutters lengthens tool life and reduces part cost.

Barrel cutters provide a much more efficient way to machine sloped surfaces.
Barrel-Shaped Tools — These cutters have contoured profiles that enable wider cutting contact with a sloped workpiece surface, almost like a super-large ball nose end mill. These tools can provide an equivalent or better surface finish with larger stepovers, resulting in fewer passes needed to machine a 3D surface. Then, with the small radius tip of the tool, you can get into tight corners. Not only can you do more with a single tool, it results in continuous machined surfaces with significant reductions in blending issues.
This cutting demo shows the efficiency and versatility of a barrel cutter in semi-finishing and finishing operations. Compared to using a ball nose end mill, the barrel cutter process reduced finishing cycle time from 36 minutes originally to just 20 minutes.
Shorter Tools — Three-axis machining forces the use of longer tools to reach some features deep in a cavity, which seriously compromises achievable machining rates. Being able to tilt the toolholder away from adjacent pocket walls enables the use of shorter tools without risk of collisions which results in a more productive machining processes with better surface finish.
From 3 Axis to 3+2
Before getting to the +2 part, consider the capabilities of the machining center on which a tilt/rotary table will be mounted. While a mold can be cut on almost any machining center, it’s much better if the machine is designed for die/mold machining with the precision cutting capabilities and software necessary to accurately and productively perform 3D work in tough materials.
This machining demonstration shows the F5 machining center's roughing, semi-finishing and finishing capability in tool steel.
A good example is Makino’s F5 vertical machining center with the Pro 6 control. Critical design factors include:
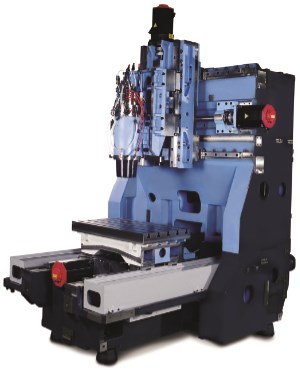
The F5 machining center construction provides full workpiece support throughout the X and Y travel ranges.
Machine Construction — Most VMCs have a C-frame structure in which the cantilevered spindle is overhung over the stacked X and Y axes. Using this type of design, the extremes of the X axis can be overhung from the Y axis at the outer ranges of travel. Cutting forces in combination with these unsupported machining conditions can dramatically impact geometry, accuracy and surface finish and/or seriously compromise achievable machining rates. With the F5, X and Z are on the column for constant spindle support, providing constant stiffness and rigidity throughout the travel range. The Y axis is under the table with full table support even in off-center table load conditions. This design provides greater structural rigidity, permitting heavier machining with less vibration.
Accurate Motion Control — A variety of factors combine to deliver high positioning accuracy (±0.000060”) including core-cooled, fine-pitch ballscrews with 0.05 micron scale feedback which enables the machining center to precisely execute surface blends, matches and complex geometry cuts.
Spindle — The spindle provides 20,000 rpm standard (30,000 rpm optional) for productivity in high-speed machining of fine features with small tools. The spindle is thermally controlled to ensure exacting cutting conditions from start to finish – over long periods of machining – to produce tight-tolerance, high-finish workpieces.

Makino’s SGI.5 software generates smoother machined surfaces while reducing cycle time. See full size image.
{kind=link}
Control — In addition to simplified operation, the Pro 6 control includes Makino’s proprietary Super Geometric Intelligence (SGI.5) software which is designed specifically for high-speed, high-accuracy motion control in complex, 3D contouring applications. It is also designed to handle many continuous small blocks (1 mm or shorter) in the NC program which is typical in die/mold applications with complex, three-dimensional, freeform core and cavity surfaces. Combined with the rest of the motion control system, it shortens machining cycle times to previously unachievable levels while maintaining precision and smooth surface finishes.

An auxiliary 2-axis tilt-rotary table can provide a significant measure of 5-axis benefits at an economical cost.
Now add a commercial, two-axis, tilt-rotary table. While some think of tables like this just for positioning, with Makino’s control you can actually machine in four axes simultaneously, using either the tilt or rotary axis of the table as the fourth axis, which can make for significantly smoother and faster generation of some part features. With a relatively low-cost package you can achieve a significant measure of the benefits of five-axis machining described above. You’ll be able to take better advantage of cutting tools to machine features more completely with better surface finishes, improving quality and reducing the need for post-machining finishing.
However, there are some limitations of using commercial tables in contouring. Typically, commercial tilt-rotary tables are less accurate and slower than integral tables. Therefore, a technique to improve the accuracy and speed of the system is to use the 2-axis tilt-rotary table just for positioning and machine with the more accurate and faster X-Y-Z axes.
If you are looking to execute tight surface blends and matches, this probably isn’t the way to go. To achieve that level of accuracy and a generally more efficient machining process requires stepping up to the next level of five axis machining.
Full Continuous Five-Axis Machining

A fully integrated 5-axis machining center will be much faster and accurate in the 4th and 5th axes.
Moving up to a fully integrated five-axis machine will enable faster and more accurate contouring, and offer additional flexibility for efficiently machining very complicated geometries.
As for machining capability, the biggest initial gain will be in the 4th and 5th axes. With a commercial auxiliary table the rotary speed and tilt speed are going to top out around 70 and 40 rpm respectively. But with Makino’s D200Z machining center, for example, max rotary and tilt speeds are 150 and 100 rpm. Accuracy of a good auxiliary table is going to be about ±15 arc seconds on the rotary axis and ±22 arc sec. in tilt. With the DA300 it’s ±2 arc sec. on the rotary axis and ±3 arc sec. on tilt.
This combination of speed and accuracy renders a machine much more capable of efficiently generating surface blends and matches that can dramatically cut cycle times and reduce benchwork. However, this increased machining capability and freedom of movement creates two new concerns. How do you reduce the risk of tool collisions at high speeds? And how do you manage the tool path so that you actually achieve the quality surfaces that you think you programed in CAM? Makino addresses these concerns with additional software features available on its DA300 and D200Z five-axis machines that are ideal for complex, contoured work that is typical of the die/mold and medical industries:
The Pro 6 control provides a variety of features designed for die/mold machining that provide better surface finishes, faster cycle times and safer operation.
Collision Safe Guard (CSG)—Because of the dynamic nature of moving both the spindle and the workpiece in a five-axis environment, unintended collisions are a real danger. For this reason it is recommended that a full solid model simulation of the cutting tool and holder, workpiece and fixture be conducted offline to discover any interference issues in the part program. Makino’s proprietary Collision Safe Guard (CSG) takes that simulation a step farther and replicates the full simulation in the machine control, also taking into account a full representation of the setup including workpiece and tooling offsets and any other setup alterations made at the machine. All workpiece and fixture surfaces are easily “rediscovered” with an automatic probing routine and if the system detects any collision points in the physical setup the program is automatically shut down before a problem occurs.
SGI Smoothing—There are a variety of factors that can mar the surface finish of a workpiece: dwells, axis over-shoot/under-shoot, sudden axis stops and reversals, vibration and more. Makino’s proprietary Super Geometric Intelligence (SGI.5) software mitigates these conditions to generate higher quality surfaces while also reducing cycle time. It can maintain high feed rates based upon a blend of chordal tolerance, block length, number of points, look-ahead and M-codes, establishing tolerances to maintain feed rates even during abrupt directional changes in the tool path. Rather than having to program for the worst-case scenarios, you can establish a faster feed rate and the control will automatically compensate where tight curves could compromise the accuracy of the cut. Or, in applications using high feed milling techniques, this capability will better ensure the actual toolpath is sustained at the programed feed rate.
Next Generation 5-Axis Machining

Makino’s D200Z represents the next generation of 5-axis machining with the ability to machine faster and at higher quality levels.
Makino’s D200Z is a good example of the newest five-axis machining technology. It is the result of the machine tool builder’s “5XC” program that addresses all aspects of the five-axis machining process. With direct drive servo motor technology on a unique tilt/rotate table, this machine can achieve positioning accuracy and speed mentioned above on the rotary and tilt axes.
But overall machine performance is about more than just the 4th and 5th axes. In the primary axes, the machine can achieve a 2,400-ipm feed rate with 1.5 acceleration in the X and Y axes, 2 G in Z, and all at higher precision than earlier technology. It’s a combination of advancements in the motion control system that makes this kind of kinematic performance possible including:
- More responsive servo motors that can be more tightly tuned
- Improved feed smoothness
- High resolution axis position feedback scales
- Enhanced thermal stability using core-cooled ballscrews, bearings and other components
When you add it all up, this level of five axis machining technology can deliver:
- Significantly reduced cycle times.
- Smoother, more accurate machined surfaces.
- Less need for secondary processes – EDM and benching.
- Lower tooling costs due to shorter, stiffer tools and reduced vibration in the machining process.
- Longer tool life using multiple flute cutters and highly productive barrel type cutters
Complete Production Solutions
Today’s tool shops are under increasing pressure to both reduce lead times and increase quality. Doing that effectively requires investing in more capable equipment which, of course, comes at a cost. From a financial perspective, top mold shops are thinking much more like production manufacturers with greater consideration of factors such return on investment, equipment utilization rates and labor costs. You can’t just be good at tool making anymore; you must also be efficient to be successful as a business.

Standard automation add-ons allow shops to better leverage their investments in 5-axis machining technology. Shown here is a Makino F5 with Erowa workpiece changer.
Makino’s background in production machining is very helpful in this regard as they bring this thinking to how they approach mold making manufacturing solutions. It’s not just about machining 3D surfaces faster and to higher standards, though that is indeed important. It’s also about compressing the total time to manufacture a tool, and about getting the most out of your considerable investments in technology and skilled people.
It’s little surprise, then, that automation is becoming increasing common in leading tool shops and that Makino’s five-axis machining centers are all designed for easy integration with both third party and Makino built solutions. For example, the F5 and other 5-axis machines are designed to integrate with automation solutions such as Erowa and System 3R robotic loading systems. Whether machining smaller to midsize molds, mold inserts or EDM electrodes, these systems can bring production-like efficiency to a die/mold shop, even the ability to machine unattended. That’s a great way to get the best five-axis machining processes plus the most out of your technology and people. It’s also a great formula for building a very profitable mold making business.
Go here for more information on Makino vertical five-axis machining centers.



