
Multi-Cut Software Option Enhances Complex Undercuts, Reduces Design Time
Case Study/Software, Electronics
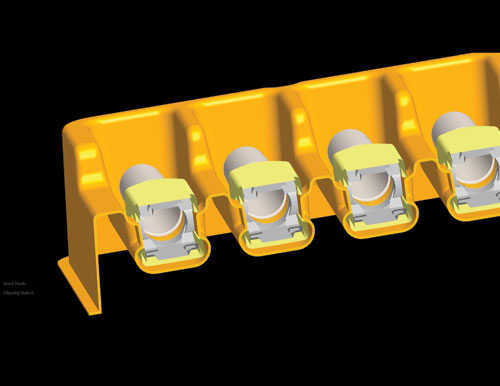
This image shows the undercut features Flexpak can cut with SURFCAM CAD/CAM software with the “3-Axis Multi-Cut” option.
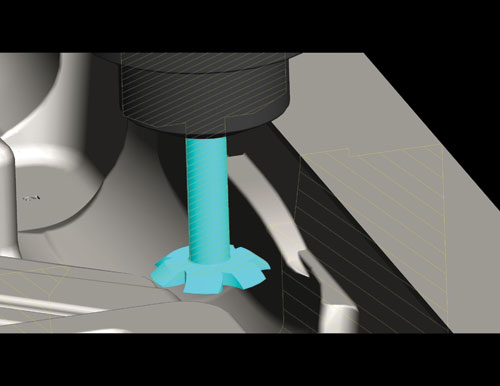
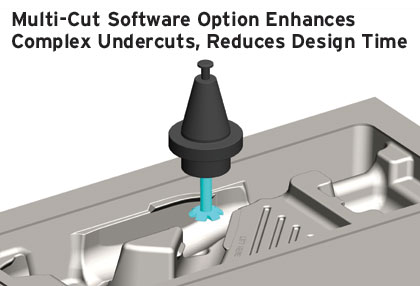
A close-up of the mold that was cut with SURFCAM CAD/CAM software with the “3-Axis Multi-Cut” option.
By using SURFCAM CAD/CAM software with the “3-Axis Multi-Cut” option, Flexpak has improved its moldmaking process with repeatable results—and has the ability to supply its customer with production products that match the prototype samples they initially approved.



Flexpak Corp. (Phoenix, AZ)—an ISO 9001:2008 certified custom thermoformer for the medical, food, electronics and retail industries—also has an internal mold shop that manufactures custom thermoform molds made from certified high-grade aluminum, using Surfware’s (Camarillo, CA) SURFCAM CAD/CAM software with the new “3-Axis Multi-Cut” option to dramatically enhance undercut machining.
According to Thomas Sipek, Flexpak’s Director of Tooling, when producing thermoform molds, complex assists are made to help push the product close to the mold before forming, using a low heat transfer material. Then, after the parts are molded, the parts are trimmed from a variety of dies that consist of match metal, forged or steel rule.



“Some of the challenges we incur during manufacturing thermoformed tooling is repeatability,” Sipek explains. “We provide prototypes molds that produce production quality parts. Our customers approve the prototypes for form, fit and function. Then we have to reproduce the precise prototype mold geometry in the production multi-cavity molds. The product fit can consist of a snap fit to hold the product in for a six-foot drop test without damage, to having a surgeon remove a product with one hand in an operating room.
“Thermoforming molds may not seem as complex as injection molds, but the same theory exists—move and form plastic to precise details,” Sipek continues. “Injection molds have shutoffs and parting lines that cause flashing and require greater tolerances in the tenths of a thousandth of an inch. In thermoforming, the sheet material is heated and shaped over the mold. The major issue is thinning of the sheet in critical areas. The tolerances on the molds are usually in thousandths of an inch.”
The mold finishes can range from a bead-blast textured finish to a highly smooth, chromed-look finish. “Mold finishes can result in reduced glare on the finished product to help a customer see through the package,” Sipek says. “A highly polished finish can help mold release when undercuts are manufactured in the mold. Some requirements even consist of Teflon coating the molds for product release.”
Improving the Undercut
According to Sipek, it was challenging for Flexpak to reproduce the precise prototype mold geometry of undercuts to the multi-cavity molds. “Undercut details are what holds the product in the package,” he elaborates. “Before using the new ‘3-Axis Multi-Cut’ functionality, we had to depend on manual mills or hand work to finish the undercut areas. This left us with too great of a variable of a critical area of the mold cavities. The requirement to machine undercuts with great accuracy in a Z plane surface in a 3-D model has always been a challenge prior to Surfware’s new ‘3-Axis Multi-Cut’ functionality. However, now SURFCAM’s ‘3-Axis Multi-Cut’ allows us to program and cut surfaces that only 4- and 5-axis machines and toolpaths can accomplish. Our critical medical projects require complex, three-dimensional undercuts. Using ‘3-Axis Multi-Cut’ allows us to complete that with stringent details.”
Using “3-Axis Multi-Cut” also has improved Flexpak’s moldmaking process with repeatable results. “When undercuts are involved in holding a product they may be subjected to a pull test,” Sipek explains. “The pull test will determine what is too high or too loose of a fit. With the ability to produce undercuts exactly as designed in the prototype, we save time and it’s more accurate. This also prevents downtime in the thermoformed press during first article approval and that makes us more efficient. Some savings have been recorded as much as 40 to 50 hours per mold.”
Flexpak is extremely satisfied with SURFCAM’s new “3-Axis Multi-Cut” functionality. “We now can provide our customers with the production products that match the prototype samples they approved,” he concludes. “A faster approval means a reduction in time to market—which also has improved our overall sales.”












Related Content

Five-Axis Graphite Mill With Automation Debottlenecks Electrode Machining
Five-axis electrode cutting enabled Preferred Tool to EDM complex internal screw geometry on an insert that otherwise would have had to be outsourced.
Read More
Women Impacting Moldmaking
Honoring female makers, innovators and leaders who are influencing our industry's future.
Read More
CAM Automation Increases Mold Production, Quality
Mold builder switches CAM software package after 20 years to take advantage of innovative programming strategies that reduce mold machining programming and processing times.
Read More
Control Helps Push the Limits of Five-Axis Micro Mold Machining Accuracy
Toolmaker quickly meets the demands of critical medical device manufacturers with a new five-axis machine tool equipped with the right control technology.
Read MoreRead Next

High-Performance Milling with a Tool Engagement Controlled CAM System
It is now possible to increase productivity without increasing cost by using a new milling technique—tool engagement milling.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More