
Mold Cooling Options
A look at three options for integrating conformal cooling into a core or cavity with an emphasis on vacuum brazing.
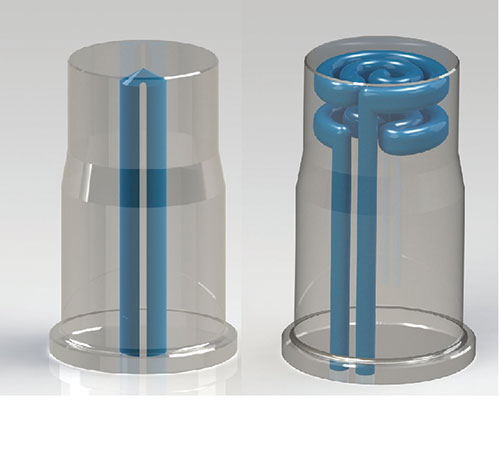
Figure 1 Two examples of mold cores used to produce a molded cap. Left one is cooled with a typical baffle with the cooling coming up though the center of the core, and the right one is a core with the exact same external dimensions, but with conformal cooling employed.
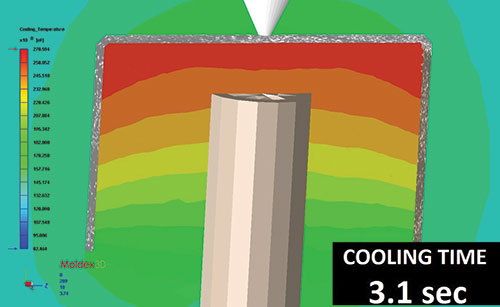
Figure 2 Mold (Core) Temperature at End of Cooling Phase: At the warmest place on the cores, the temperature dropped from 245.5°F to 118.5°F, which translated into a 39 percent reduction in cycle time.
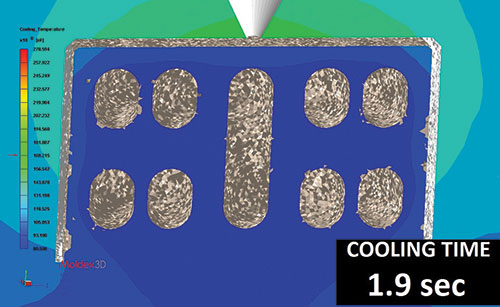
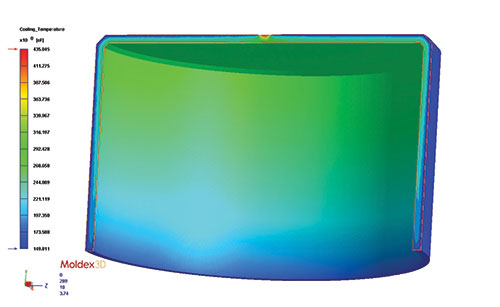
Figure 3 Part Temperature at End of Cooling Phase: Dropped from 149.8°F to 93.8°F, a 38 percent reduction on temperature.
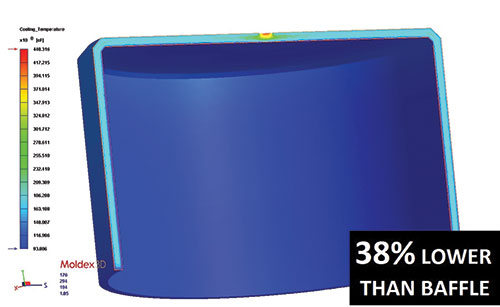
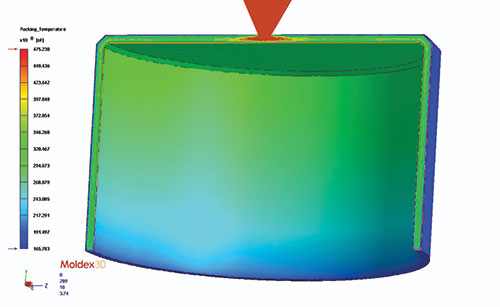
Figure 4 Part Temperature at End of Packing Phase: Dropped from 165.7°F to 106.3°F, a 36 percent reduction on temperature.
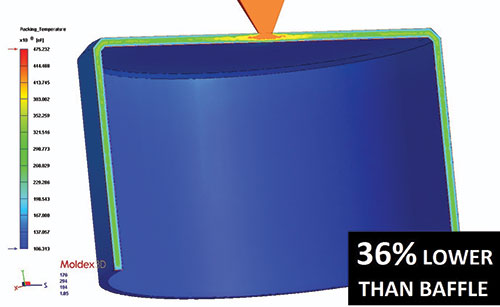
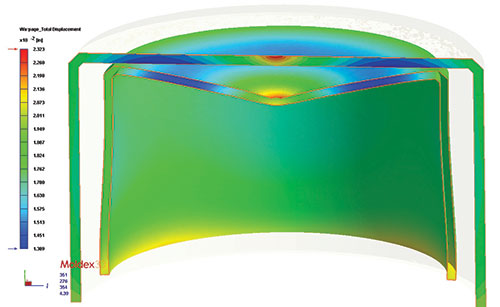
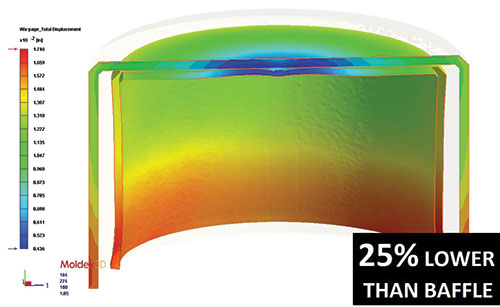
Figure 5 Total displacement warpage was reduced 25 percent on the conformally-cooled core with all effects included.


Much has been written and discussed relative to the cooling of mold cavities. Most molders and moldmakers are at least aware of the benefits of placing as much heat removal technology into a mold core or cavity as possible. Simply drilling a hole into the bottom of a core for a closure and inserting a baffle or bubbler results in uneven heat. This heat must be lowered in the core to a temperature before the part can be safely ejected. This uneven heat results in a poorly cooled core, and a longer cooling time that is both wasteful and expensive.
As the technology has evolved for computer simulation of the injection molding process, molders are able to understand more of the science behind what is actually happening during the cooling process of the molding cycle. This becomes readily apparent when the molder understands what his product actually is: It is not simply the sale of a quality plastic part, but is actually the sale of his machine time. To state it as simply as possible, the product is cycle time. The more parts that can be produced to the customer’s specifications within a given period of time, the cost to produce each part is reduced.
Enter Conformal Cooling
Conformal cooling is a technique to get cooling lines as close to the surface of the molded part as possible. Moving the cooling lines closer to the part being molded, results in a shorter cycle time and a more uniform cooling of the molded part surface.



There are several options for integrating conformal cooling into a core or cavity.
1) Direct Metal Laser Sintering (DMLS): This is a process in which a core or cavity is built up in layers using a laser that builds the core or cavity up slice by slice. This is an ideal method when cores or cavities are a smaller size because the powdered metal is quite expensive.
2) Heat/Pressure: Another process to form internal cooling lines, which uses heat and pressure in a vacuum furnace to bond plates together. This process employs physics that occur when two pieces of steel are touching under heat, hydraulic pressure and vacuum. Essentially molecules jump the gap between the materials being joined and link together. The main limitation of this process is high cost and a joint that is not nearly as strong as the base materials being bonded.
3) Plate Fusion Technology: This is a variation of the second process option. It still uses heat and vacuum to fuse two or more plates of steel together, but the difference is there is now a filler metal that is used between the plates—there is no filler metal in the previous bonding process. This process also reduces the cost for each part to be produced because it does not require centering the plates being fused to be located over a single hydraulic pressure source while in the furnace.
This technology was developed and refined by several producers of hot runner manifold systems for creating internal flow paths in hot runner manifold systems. It resulted in these manufacturers being able to place internal flow paths anywhere within any matrix of steel, in three dimensions while at the same time being able to withstand extremely high internal pressures.
Over time, customers of these hot runner manufacturers started to request that their cores and cavities be produced by the same method. The benefits of extremely high bond strength with the plate fusion process are helpful in conformally-cooled mold core and cavity construction. It results in cores and cavities that are able to easily resist water leaks over time by the external pressures created in the injection and cooling phases. It resists leaks because of the extremely high bond strength which is the result of this particular form of bonding versus others.
This process also allows the fusing of all the typical mold steels—420 stainless steel, H13, S7, P20, etc. These steels are also able to be fused to a copper-based material for a hybrid assembly if needed. After plate fusion is completed, the fused assembly can be annealed, heat treated, etc. as any other typical mold core or cavity.
This allows moldmakers to work with the steels they are used to. Grinding, milling, wire and ram EDM processes are performed just as they normally would be. The main difference is they are done with the fused assembly with the internal flow passages intact. All finishing machining is done after the fusion process is complete.
Case in Point
Figure 1 image below shows two typical examples of the mold cores used to produce a molded cap. One is cooled with a typical bubbler with the cooling coming up though the center of the core. The second example is a core with the exact same external dimensions, but with conformal cooling employed.
The example part being molded is a polypropylene molded cap, center gated with a pinpoint style hot runner system. An analysis was performed on both the bubbler and conformally-cooled core. The study included determining several factors that have an effect on the cycle time of the part as well as part quality.
Findings
Bubbler versus conformal core with plate fusion (see Figures 2-5): Part Temperature at End of Packing Phase: Dropped from 165.7°F to 106.3°F., a 36 percent reduction on temperature. Part Temperature at End of Cooling Phase: Dropped from 149.8°F to 93.8°F., a 38 percent reduction on temperature. Mold (Core) Temperature at End of Cooling Phase: At the warmest place on the cores, the temperature dropped from 245.5°F to 118.5°F., which translated into a 39 percent reduction in cycle time. Also very interesting were the results on part warping. The total displacement warpage was reduced 25 percent on the conformally-cooled core with all effects included.
Summary
The use of conformal cooling is a win for everyone involved. The moldmaker sells more molds because he has a happy customer; the molder makes more parts per hour and the customer gets a better quality part at a lower cost. Using the best method for each particular application to produce the conformally-cooled cores and cavities will result in satisfied customers.
















Related Content

A 3D Printing Retrospective
A personal review of the evolution of 3D printing in moldmaking throughout the past 25 years.
Read More
3D Printing Technologies for Moldmaking Applications
3D printing technologies, from conformal cooling to complex mold building, are making an impact on the moldmaking industry, one innovation at a time.
Read More
Lights-Out Metal 3D Printer Minimizes EDM Needs for Moldmakers
The Matsuura LUMEX series boasts both forming and milling capabilities in one unit, achieving highly accurate mold component production, with the ablity to integrate conformal cooling and porous venting.
Read More
Pennsylvania Mold Builder Doubles Footprint, Maintains Quality and Company Values
Quality Mold Inc. doubles its manufacturing footprint but maintains its private company values and structure, delivering quality and fast turnaround from mold design and build through sampling.
Read MoreRead Next

Plate Fusing Technology For Designing and Building Manifolds
How plate fusing technology can benefit the mold designer/moldmaker.
Read More
Plate Fusing Technology For Designing and Building Manifolds
How plate fusing technology can benefit the mold designer/moldmaker.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More