
Masters of the Details
The right information, the right culture and a systems approach to every operation ensure nothing escapes the scrutiny of this team of mold manufacturing specialists.

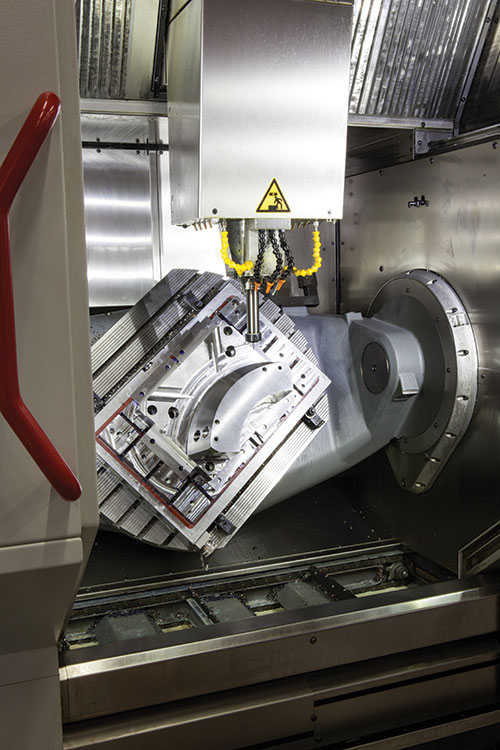
A1 Tool Corp. prefers to go large—that is, the shop specializes in programs involving large molds and/or large numbers of molds for a wide variety of industries. Thin-walled container tools are a particular specialty, as are stack molds, and, recently, tandem molds, a different take on the stack concept. Much of the shop’s work, such as the mold shown here, involves complex geometry that’s best produced on multi-axis machine tools. (All images courtesy of Creative Technology Corp.)

Cutting baffles on a punch press has proven more versatile and more efficient than the previous process of cutting the stock in two operations on a bandsaw and knee mill. Improvement ideas like this are often a result of departmentalizing the shop and specializing the staff.

This Erowa Lift system has proven far easier on employees who had gotten used to lifting heavy pallets onto a crane. It’s also saved time by eliminating the need to share a crane with other workstations.
Departmentalizing the shop has long helped facilitate attention to detail in metal-cutting operations. Now, A1 Tool is seeking to realize the same advantage elsewhere by departmentalizing other functions of the mold build as well. This station, for example, is dedicated solely to assembling and wiring hot runner systems.

CEO Geoff Luther (seated at the head of the table) and the rest of A1’s leadership meet weekly for the sole purpose of discussing and prioritizing improvement ideas.

Making the shop a better place to work is a top priority. To that end, the company has spent more than $1 million on renovations such as this workout room. The personal trainer shown here comes in a few days a week.

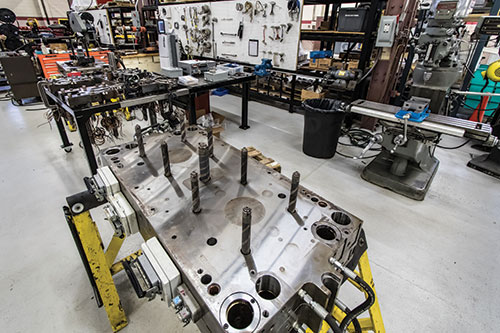
Attention to detail means attention to cleanliness and organization. The vertical racks in the foreground, which conserve floor space compared to the previous strategy of storing ejector plates on flat skids, are just one example of the shop's efforts in this area.

A1 has invested heavily in comfortable areas to eat lunch or take a break.

Whenever a machine is down for more than 10 minutes, operators must enter the reason into their workstation monitors. This practice, and the general availability of all needed information at each workstation, helps improve communication and weed out inefficiencies.

One example of a small detail making an outsized improvement is supervisors' use of cell phones as two-way radios, which has significantly reduced the need to interrupt whatever they're doing via overhead paging.

Another example of attention to detail is this cleaning station. Located throughout the shop, these mobile stations ensure employees don't have to waste time searching for cleaning products.



A1 Tool Corp. is busy. At any given time on any given day, visitors to this nearly 70-year-old, Chicago-area mold manufacturing operation can expect a flurry of activity, with virtually every spindle humming and staffers and forklifts scurrying about in every direction. Yet, a sense of calm belies this seeming chaos, a sense that everything is under control. Those scurrying staffers are often smiling, those humming spindles belong to some of the most sophisticated high-speed and multi-axis machinery on the market, and a design-driven process ensures smooth work flow throughout the company’s 90,000 square feet of manufacturing space.
Getting to this point has been no easy endeavor, says Geoff Luther, CEO. The aforementioned technology certainly wasn’t inexpensive, and staffers have worked hard to make the most of it. The shop also continues to add more of it. Recent purchases include new boring-mill, five-axis and surface-grinding machines, as well as an ERP system.



A nearly 50-percent increase in sales during the past five years shows that such investments are paying off. A1 has set itself up to thrive on the capability for complex work and the capacity for large programs, whether in terms of sheer mold size or the total number of tools in the job.
Yet, technology alone has never been enough, Luther says. Although the shop continues to update equipment and refine its well-honed approach to manufacturing, most of the “big pieces” have been in place for some time now. During the past few years, that’s made it all the more important to expand on the strategies that help facilitate and strengthen what he calls A1’s true long-term, competitive advantage: attention to detail.
One such strategy is the division of operations into specialized, independent silos, an approach that’s long been at work in CNC metal cutting areas but is only now expanding to cover the rest of the shop. Others involve ensuring free flow of information that provides operational insight and clarity of purpose. Finally, A1 has invested heavily in addressing details that might not have any direct effect on manufacturing, but help keep all 90 staffers comfortable enough for open, honest communication and engaged enough to make continuous improvement a day-to-day activity.
Little Things Add Up
The changes resulting from these efforts aren’t always Earth-shattering, but that’s the point. Not only do small improvements add up, but one often catalyzes another, Luther says. Between sporadic leaps—expansion into a second building, technological waves like the onset of high-speed machining—A1’s evolution has mostly been a slow build, a cascading series of small steps toward a more systematic, data-driven approach to mold manufacturing. Here are just a few examples of the most recent improvements made possible by the shop’s ability to hone in on even the most seemingly minor inefficiencies:
• Less benchwork. Wear plates typically contain grease grooves to catch lubricants and other contaminants during mold operation. Machining these channels left sharp corners at the top of each side, an unfortunate detail that didn’t escape the scrutiny of the team at A1. However, rounding off those corners on the bench took too much time and left the edges too rough for the team’s liking anyway. Using a ballnose cutter as an extra step in the robot-fed machining process has proven far more efficient and improved edge quality. Meanwhile, polishers have more time to focus on other work.
• Streamlined processes. Baffles for waterlines were once cut to size and profiled from brass sheets, separate operations involving manual equipment (a bandsaw and a knee mill). Now, the shop orders raw material in coils instead of sheets. Armed with a stamping press that cuts and profiles each baffle in a single cycle, employees can cut virtually any length in seconds instead of minutes.
• More efficient workflow. Until recently, certain machines weren’t performing at full potential because their operators were spending too much time waiting for cranes. Installing a new lifting system (the Erowa Technology Inc. lifts) has not only alleviated the bottleneck by eliminating the need to share a crane with other machines, but also the strain associated with repeatedly lifting pallets as heavy as 80 pounds. The shop has similarly replaced and upgraded lifting systems throughout the facility.
Expanding a Winning Strategy
These examples are by no means a comprehensive account of the improvements driven by A1’s attention to detail. In fact, such changes have become almost routine here, Luther says, particularly during the past six or seven years. This period saw one of the most significant shifts in mindset at A1 since he first came on board in 1993—a shift that has often been described as a move from moldmaking to mold manufacturing.
One of the basic tenants of this approach is the departmentalization of the shop. Each functional area of the build (machining electrodes, roughing a block, etc.) operates like a separate entity, with its own production schedule, cost tracking and so forth. The idea is to make the complex process of building a mold more systematic—more like an assembly line—by reducing it to a series of simpler steps. Designs are 100-percent complete prior to any work, and each department executes its role in strict adherence to the CAD model and preplanned manufacturing strategy, down to fits and clearances. Primarily by reducing variation, the “mold manufacturing” approach simultaneously improves efficiency, quality and process predictability.
Although this strategy can never be perfect when no two jobs are the same, raw capacity enables the shop to execute it particularly well. Having a large number of specialized stations, each with multiple, specialized machines, provides plenty of options for routing components of often vastly different molds, Luther explains. However, capacity also makes attention to detail all the more important. For instance, A1 must determine not just whether a part is suitable for simultaneous five-axis milling, but also whether to use a trunnion-type or swivel-head machine. Each, of course, has its own considerations regarding the cutters, fixtures, toolpath strategies and more. Suffice it to say, things get complicated quickly.
Yet, there’s more to building a mold than cutting steel. Having spent years getting these operations firmly on the right track and continuing to improve, the shop has now turned its attention to specialty operations (say, cutting ejector pins or wiring manifolds). Such processes might seem peripheral, but they’re no less essential to meeting deliveries, and they can benefit from the same, departmentalized approach, Luther says.
That’s particularly true for a payoff of departmentalization that’s repeatedly manifested itself in the shop’s metal-cutting operations over the years. That is, the tendency for employees at any given station to develop a rhythm—a specific process for each task that’s continuously honed through repetition. Systemizing operations in this way tends to not only reveal inefficiencies, but also lead to new, better approaches to the work.
A prime example is the process for cutting baffles mentioned earlier. Based on an idea from an employee who used to work at a stamping plant, that process is now standard operating procedure no matter who works at the new water station. The resulting time savings spill over into the other duties performed at this post (cleaning and plugging the lines, temperature checking and so forth). Other examples of expanding departmentalization, both already implemented and still in development, include stations dedicated solely to cutting ejector pins, assembling manifolds, deburring and consolidating once-scattered part inspections to the immediate aftermath of machining. Each is a case study in attention to detail, with all needed tools within reach and organized with shadow boards and other visual aids.
Information at the Ready
One significant upcoming change in these new specialty areas is the addition of monitors displaying job schedules and other station-specific information. These large flat-screens are also planned for the broader shop, although they’ll be limited to displaying performance measures, delivery dates, details about the company picnic and other such information. That’s because employees in other areas already have access to all the job-specific intelligence they need. Bringing that same sort of intelligence to the specialty areas is another example of applying principles already at work in metal-cutting departments.
There, virtually every machine operator uses a workstation PC to access schedules, job-specific instructions, revisions, CAD models of individual components (through Siemens PLM Software’ NX Viewer software), and even real-time spindle utilization reports (through Lemoine’s Pulse system). Fingertip access to such information helps clarify priorities and avoid confusion. “People know what they need to do when they arrive in the morning,” Luther says.
Perhaps more important is the fact that this isn’t just one-way communication. Those closest to the work are often best positioned to know how to improve it, and management seeks their input (more on that later). That input often makes its way to weekly meetings of top leadership and supervisors from each department. These meetings are held solely to ensure key decision-makers share ideas, stay informed about all parts of the operation and, perhaps most importantly, discuss ways to improve. There’s no place for job-specific strategizing here, and the discussion isn’t limited to the most pressing or significant issues. Every change detailed in this article (and countless others over the years) was discussed in one of these meetings at some point, Luther says.
Some back-and-forth with the floor is formally built into A1’s operating procedures. For example, whenever a machine is down for longer than 10 minutes, the operator enters a reason into the workstation computer. This practice is a great help to supervisors, who are always seeking operational insight in the array of green, yellow and red bars in any given Pulse report (a practice that’s yet another example of attention to detail). It also led directly to the installation of the Erowa Lifts described earlier.
The Source of Success
As noted earlier, the shop had intentions beyond breaking bottlenecks when it implemented that equipment. Strained muscles from repeatedly lifting heavy pallets were also a concern, and for good reason: Making the workplace a comfortable, even pleasant environment is a top priority here.
After all, people are the heart of any operation, and stressed, unhappy employees aren’t conducive to the open, communicative culture that the company is trying to build, Luther says. Staffers should feel empowered to challenge established practices and to provide honest feedback about their work and their jobs. Likewise, they shouldn’t feel singled out or unfairly targeted when management issues its own challenges. Otherwise, opportunities for improvement could be limited.
To encourage such transparency, Luther and the rest of the leadership make a point to be a regular presence on the floor. This not only ensures they’re accessible; it also fosters crucial conversations about approaches and problems, not to mention simply getting to know the people in the proverbial trenches. At all levels, mistakes are rarely penalized; they’re far more likely to be viewed as opportunities for improvement. This fosters innovative thinking. “Nobody likes failure, but it happens, and it’s the way we all learn,” Luther says. “If you’re not failing, you’re probably not moving forward very fast.”
Spending time on the floor also provides an opportunity to take note of the seemingly small details that actually make an outsized difference in an employee’s day-to-day experience. A1’s commitment to making a difference here has gone beyond more ergonomic lifting systems. During the past year alone, the company has invested more than $1 million in facility upgrades that have no direct impact on the manufacturing process.
Among the most obvious improvements are two new break rooms that would look and feel almost like home kitchens if they weren’t so large—a stark contrast to the sterile-feeling, lightly furnished spaces they replaced, Luther notes. A new workout room is complete with not only an array of basic exercise equipment, but also an on-site personal trainer who comes in a few days a week (more than half the staff has lost at least 20 pounds, he reports). Epoxied floors not only look nicer, but also contribute to a sense of pride and respect that motivates employees to keep the shop clean and organized. Enlarged windows throughout both facilities let in more natural light (and more mood-boosting vitamin D). As for artificial lighting, the company has replaced analog fixtures with brighter, digital ones that save energy.
“People are everything,” Luther concludes, noting that attention to detail should go beyond factors directly related to manufacturing a mold. Details about how people work—how they communicate, how they learn, what motivates them, what stresses them—can be just as important.















Related Content

Editorial Guidelines: Editorial Advisory Board
The Editorial Advisory Board of MoldMaking Technology is made up of authorities with expertise within their respective business, industry, technology and profession. Their role is to advise on timely issues, trends, advances in the field, offer editorial thought and direction, review and comment on specific articles and generally act as a sounding board and a conscience for the publication.
Read More
Transforming Moldmaking into Digital Industrial Manufacturing
Moldmaking and digitalization is at the core of this global industrial manufacturing company’s consolidation and diversification plan.
Read More
Mold Design Review: The Complete Checklist
Gerardo (Jerry) Miranda III, former global tooling manager for Oakley sunglasses, reshares his complete mold design checklist, an essential part of the product time and cost-to-market process.
Read More
Women Impacting Moldmaking
Honoring female makers, innovators and leaders who are influencing our industry's future.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More