
Making EDM Profitable
The workpiece material and the process parameters of a sinker EDM operation can impact productivity and profitability.

When deciding on electrode material, it is important to look at its structure. For example, graphite varies in particle size, uniformity, material hardness, flexural and compressive strengths, apparent density, and electrical resistivity; metallic electrodes vary in material hardness, flexural and compressive strengths, and electrical resistivity. Images courtesy of Poco Graphite, an Entegris company.
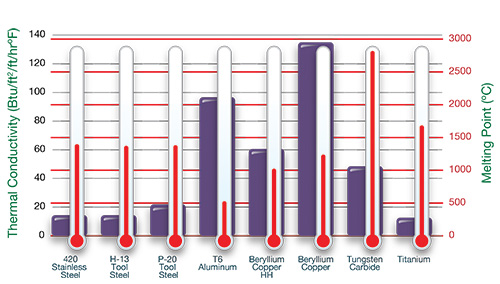
Since EDM is a thermal process, the melting point and thermal conductivity of the work metal can create difficulties for the EDM operator. This chart compares these two factors in some common metals.
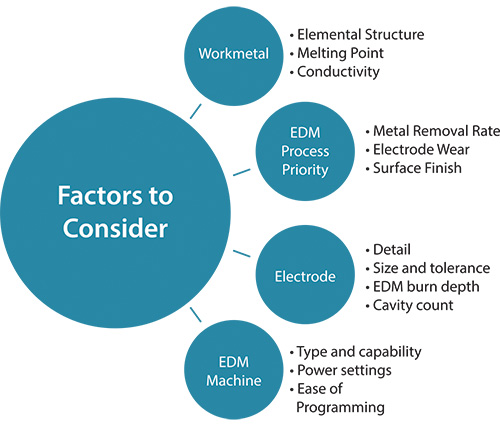
Fig. 1 - The work metal, EDM process priority, electrode material and machine are the four main considerations for effective EDM of non-standard alloys.
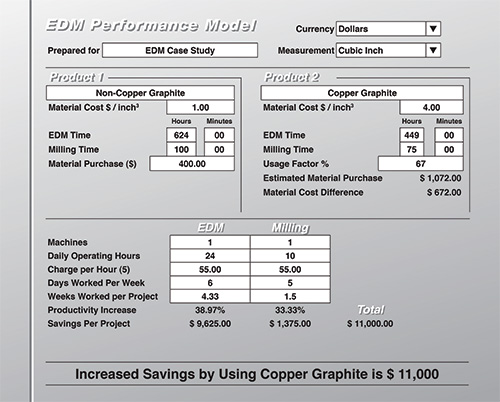
Fig. 2 - This EDM performance chart compares the costs associated with using non-copper graphite versus copper graphite.
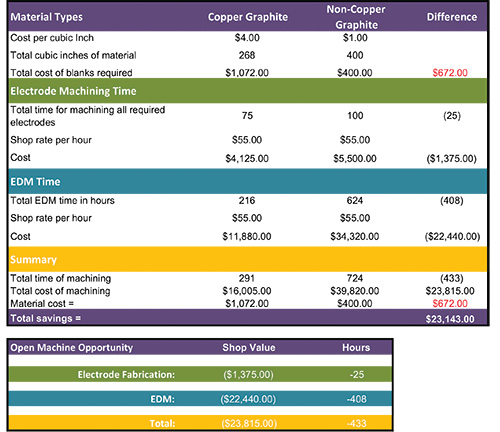
Fig. 3 - This cost of ownership summary gauges the impact of the added electrode costs.


Although most moldmakers will agree that the main objective for manufacturing any product is to make a profit, it is often difficult to ensure that the manufac-turing process is profitable and to continue to refine that process to consistently increase profitability. This is especially challenging when working with non-standard materials that are difficult to EDM, such as carbide, titanium and copper alloys commonly used in moldmaking. The potential to improve EDM profitability does exist, but it requires the right approach with these non-standard metals.
The EDM process for standard work metals varies greatly from the EDM process for non-standard work metals, so considering certain workpiece characteristics and then adjusting parameters accordingly is essential. For example, materials with a low melting point and high conductivity, such as copper alloys, offer a thermal conductivity value beneficial to the molding process, but not to the EDM process. Other materials, such as carbide, have higher melting points but lower conductivity values, which may result in a damaged workpiece if high spark energy is used.



Criteria for Effective EDM
The work metal, EDM process priority, electrode material and machine are the four main considerations for effective EDM of non-standard alloys (see Figure 1), and each can be broken down further. For example, in terms of the work metal (material being machined), elemental structure, melting point/temperature and thermal conductivity will impact how it is machined on the EDM. Since EDM is a thermal process, the melting point/temperature and thermal conductivity of the work metal can create difficulties for the EDM operator (see chart below). Knowing the elements that make up the material will help determine the optimum melting point/temperature and thermal conductivity.
Work metals such as copper and copper alloys have low melting points and high thermal conductivity, which dictate how the work metal will react to the heat of the spark. For example, a highly conductive work metal will dissipate the spark energy quickly throughout the material. Other metals, such as tungsten and carbide, have higher melting points and lower thermal conductivity, and require a spark hot enough to bring them to their melting points but not so hot as to destroy the integrity of the material.
The work metal’s melting temperature and thermal conductivity require the EDM operator to adjust on-time, amperage, polarity, voltage and off-time parameters, which differ from one
work metal to another. If the same EDM approach is used regardless of work metal, the end results could be vastly different.
The EDM process priority refers to the desired metal removal rate, electrode wear and surface finish. This information helps the operator determine the best approach to the job. However, regardless of what is identified as the main priority, electrode size, detail and shape must be known in order to determine the appropriate machine parameters, including amperage, on time, off time, voltage and polarity.
When deciding on electrode material, it is important to look at its structure. Graphite can vary in particle size, uniformity, material hardness, flexural and compressive strengths, apparent density, and electrical resistivity. Metallic electrodes can vary in material hardness, flexural and compressive strengths, and electrical resistivity. Some questions to ask before selecting the electrode material include:
• Which material holds up during both machining and the EDM process without chipping, flexing, warping or expanding as a result of the heat generated from both processes?
• How will the electrode material affect the cutters being used to machine it (how fast will these cutters wear out)?
• How long will it take to machine each electrode, and will the electrode need secondary operations (such as deburring or polishing)?
• During the EDM process, how will the electrode material hold up to the work metal?
• Can the electrode material achieve the speed necessary to
get the maximum metal removal rate (MRR) with minimal electrode wear and the required surface finish?
Determining the number of required electrodes is based on the part detail requirements, depth of the machining, surface finish, tolerance and the number of parts required.
There are several brands of EDMs that offer a wide variety of features and options, including ease of programming, toolchangers or robots for automation, high-speed axes, generators with a variety of power supplies, databases for cutting conditions appropriate for electrode materials and work metals, and adaptive controls to monitor cutting conditions.
These four areas—work metal, EDM process priority, electrode material and EDM—play a critical role in making the overall EDM process profitable. Following is an example of an actual EDM application with copper alloy cores and the financial impact that the electrode material and process parameters had on manufacturing costs and profitability.
Figuring Out the Impact
A high-copper-content alloy is a tough work metal to burn, as burn time is long and electrode wear is high. For this EDM application, the required electrode material was selected and EDM time was calculated to produce two large detailed cores. It amounted to four weeks, which was too long. Even if other methods to pre-machine certain features were used, the large number of deep ribs required the majority of work to be completed on a sinker EDM.
Searching for alternatives to improve lead time, a graphite manufacturer was called for recommendations based on the job’s requirements. A copper-impregnated graphite was suggested to reduce EDM time and electrode wear, and with that the conversation turned to the cost difference between the non-copper-impregnated graphite material and the recommended copper-impregnated graphite material for the electrodes. The copper-impregnated graphite would cost four times as much per cubic inch as the non-copper-impregnated graphite typically used to EDM high-copper-content alloys. The EDM operator was not convinced that the results would justify the higher electrode price, but further comparison of the materials showed that the copper-impregnated graphite had lower electrical resistivity, which allows the EDM spark current to more easily travel through the electrode. This fact, along with recommended power settings on the sinker EDM, would help reduce the electrode wear and EDM cycle time. Taking these factors into consideration, a cost model was prepared to show the projected monetary benefit of the recommended material (see Figure 2).
The cost of the recommended copper-impregnated graphite was quoted at $1,600 based on the shop’s standard for machining this type of work material of four electrodes per set: one roughing, two semi-finishing and one finishing electrode. Using an EDM performance chart (Figure 2) for both materials under consideration, it was estimated that the copper-impregnated graphite would EDM approximately 28-percent faster than the non-copper-impregnated graphite, with a reduction in electrode wear of approximately 30 percent. Armed with this information, the shop decided to proceed with the recommended copper-impregnated graphite electrode material. Due to the anticipated reduction of electrode wear, enough of this material was ordered to produce 26 sets of electrodes, with three electrodes in each set (one roughing, one semi-finishing and one finishing electrode). This strategy reduced the required material cost from $1,600 to $1,072.
Ultimately, after the job was completed, a final performance review and cost analysis was prepared to gauge the impact of the added electrode costs (see Figure 3). The EDM performance with the copper-impregnated graphite offered reduced wear and faster speeds than a high-copper-content alloy work metal. The number of electrodes required to complete the job was reduced from four per detail to three, which reduced the required machining time to produce the electrodes by 25 percent, from 100 hours to 75 hours. These 25 hours saved in machining, at a shop rate of $55 per hour, amounted to a cost savings of $1,375. This savings alone more than offset the higher cost of the copper-impregnated graphite.
EDM erosion time with this material was projected to be 624 hours, approximately 30-percent faster. However, the actual EDM erosion time was 216 hours, a 289-percent improvement and enough to allow this job to be completed ahead of schedule, which in turn allowed the next job to be started ahead of schedule. At the shop rate of $55 per hour, this 408-hour reduction in EDM erosion amounted to a savings of $22,440.
As you can see, the copper-impregnated graphite electrode material, while more expensive, resulted in much greater savings when all factors of the application were taken into account. The job was successfully completed on time, increasing profitability through its significant savings in time and throughput.
To gain the knowledge necessary to improve your shop’s EDM productivity and profitability, read technology articles, attend EDM machine training, participate in electrode manufacturer training, or learn from the results of trial and error.
Poco Graphite, an Entegris Company















Related Content

Surface Finish: Understanding Mold Surface Lingo
The correlation between the units of measure used to define mold surfaces is a commonly raised question. This article will lay these units of measure side by side in a conversion format so that companies can confidently understand with what they are dealing.
Read More
Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read More
Mold Design Review: The Complete Checklist
Gerardo (Jerry) Miranda III, former global tooling manager for Oakley sunglasses, reshares his complete mold design checklist, an essential part of the product time and cost-to-market process.
Read MoreRead Next

Graphite vs. Copper Electrode Material for EDM Applications, Part 1
If you’ve been torn in the long-standing, unresolved debate over whether graphite or copper is a better EDM electrode material, here are some considerations identifying differences in cost, detail and performance to help you select the appropriate material for EDM applications.
Read More
Graphite vs. Copper Electrode Material for EDM Applications, Part 2
Test findings and a cost of ownership model help identify the monetary impact graphite and copper electrode materials have on manufacturing.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More