
Investing More Than Finances Yields True High-Performance Machining
Batesville Tooling & Design is a family-owned company that manufactures complex injection molds. The company took its first step into high-performance machining in 2012 with a Makino F5 vertical machining center.

The Blair family, (l to r) Gary Blair, Janice Blair and Dan Blair, stands in front of the company’s new Makino F5.
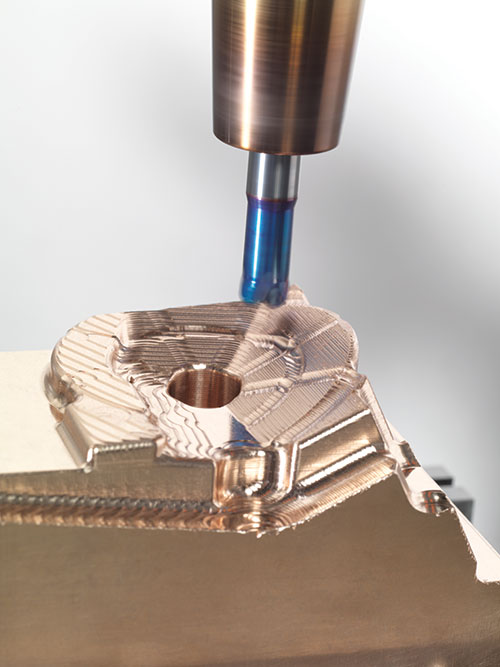
The core-cooled spindle on the F5 helps eliminate thermal growth, allowing Batesville to maintain precise cutting over extended run times.
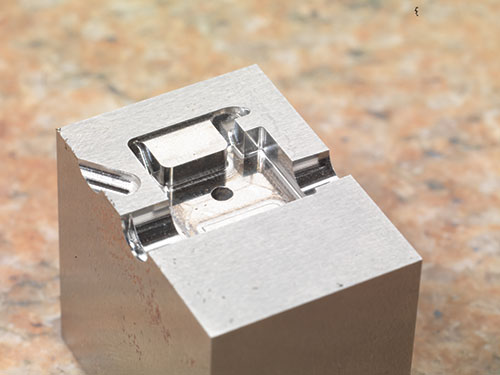
In using the F5 to produce this medical mold insert, Batesville removed all EDM processes, while achieving mirror-like finishes on the side walls.
By producing workpieces in a single setup, the company is able to serve customers more efficiently, while increasing overall profitability by as much as 50 percent.



Batesville Tooling & Design is a family-owned company that prides itself on the manufacture of complex injection molds for the aerospace, automotive, chemical, defense, medical, oil, power and transportation industries. Its philosophy on capital investments is to use each new piece of equipment as a steppingstone toward future performance enhancements. After several decades of transitioning from manual to commodity CNC machines, the company took its first step into high-performance machining in 2012 with a Makino F5 vertical machining center.
Batesville realized that this leap in technology would require a different type of skill set than its operators were accustomed to, so the company signed on to attend training courses hosted by Makino at its Auburn Hills, Michigan, facility. “Without the training, we wouldn’t have known how to properly use the F5 and all of its technologies,” explains Gary Blair, Batesville’s founder and president.



“The training wasn’t what I had expected,” says Dan Blair, a manufacturing engineer at Batesville. “I walked into the classroom thinking that we would run through machine functions and call it quits. Instead we learned about Makino’s entire approach to machining, beginning with machine tool construction and all the way through tooling decisions. It was an eye-opening experience that I took to heart and immediately applied to our processes after returning home.”
Quality Straight Out of the Machine
One of the first workpieces that Batesville sent through the F5 was a medical mold insert the size of a postage stamp. Prior to acquiring this machine, the company had to endure long hours of EDM processing in order to accomplish the desired feature tolerances and side-wall finishes. Because of the rigidity, accuracy and high spindle speed the F5 offers, the company decided to perform a test run on the machine.
Initially, a 4-mm end mill was used to perform roughing and semi-finish processes on the workpiece. It was then finished using a 0.4-mm-diameter end mill. Where completion of the workpiece once required eight hours of machining and manual finishing procedures, the company was able to complete the part on the F5 in just one hour while meeting tolerances of ±0.0005 inch and achieving mirror-like surface finishes.
“After completing the machining process, I inspected the cavity and could see clear reflections of various features along the side walls,” Dan Blair says. “I’d never seen finishes like that straight out of a machine before. We pulled the part out of the machine complete—minimal secondary processes, minimal manual finishing. But the most satisfying results came when our customer shared that it was producing the best-looking parts they had seen come out of a mold.”
One of the most valued tips that Batesville picked up from its training at Makino was the appropriate use and application of shrink-fit tooling. It reached out to its local Single Source Technologies (SST) representative and was able to narrow its selection down to a Haimer shrink-fit machine and toolholders. After it combined these with the rigidity and speed of the F5, Batesville witnessed not only improved workpiece quality but also a 25- to 50-percent increase in tool life. To ensure unattended accuracy, the company also uses a Blum laser tool-length measurement system and remote machine monitoring capability.
“The core-cooled spindle on the F5 does an excellent job of eliminating thermal growth, allowing us to maintain highly precise processing over extended run times,” Dan Blair says. “Whether a process lasts an hour or 10 hours, we meet exacting tolerances every time. As a result, we’re seeing highly repeatable performance, and perfect blends and matches. Even in certain rib features, we’re producing better results than what we could achieve through our EDM technologies.”
Single Setup Saves Time and Serves Customers
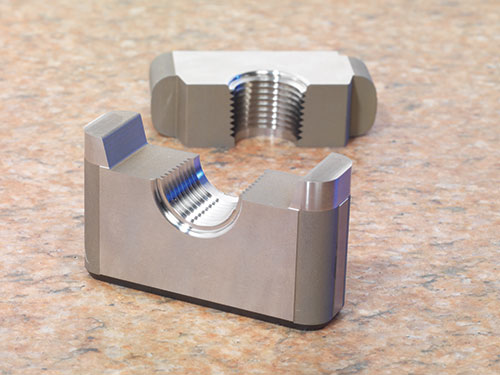
With the improved workpiece accuracy and quality achieved on the F5, Batesville has been able to greatly reduce EDM processes from many of its applications, performing many of its operations in just a single setup.
“In our former processes, we would have to design the electrodes, set up the graphite machine, cut the electrodes, rough out the workpiece to near-net form, set up the workpiece on the EDM, burn the detail and then polish it,” Dan Blair explains. “By running work-pieces on the F5, we’re capable of completing jobs in just a single setup, eliminating stack-up errors and substantially reducing cycle times. In many jobs, we’re delivering finished workpieces in just 10 percent of our previous times.”
According to Gary Blair, this single-setup approach has enabled the company to service customers in a more efficient manner, while increasing overall profitability by anywhere from 30 to 50 percent.
“Our ability to turn around orders faster has been paramount to how our customers value the service we provide,” he notes. “If a customer has a broken insert, we now have the ability to machine a new one and ship it to them in a day or less, and they can then continue their manufacturing process with virtually no interruption.”
Taking Care with Technology
Batesville’s newly acquired access to high-performance machining capabilities and deep technical training have helped support the company in building what it believes matters most—reliable and well-paying jobs.
“When it comes down to it, we’re all here working together to build a better life for ourselves
and those we care for,” Gary Blair says. “I believe the only way that we can accomplish this is by working to the best our abilities and taking care of our customers’ needs. This is why we place an emphasis on technology and training.”
He is pleased that Makino shares similar goals to Batesville’s: building success by providing the best possible product and customer service.
“I toured the Makino facilities in Japan and Singapore, and learned a lot about Makino and the principles and values that drive the company,” Gary Blair says. “They strive to produce a product that takes care of their customers.”
According to Dan Blair, Batesville has applied its training knowledge to all milling processes on the shop floor, realizing varying levels of improvements to accuracy, quality and tool life across all equipment.
“The F5 investment wasn’t merely a new tool. It was a catalyst for change that pulled us out of our traditional practices,” Gary Blair says. “When I approach a challenge today, I see it as an opportunity for growth and understanding. I think about the things that we can do, not what we can’t.”
“We’ve entered the next stage in our company’s evolution,” Dan Blair explains. “When it comes to accuracy and delivery, the difference is night and day. Between the F5 and our technical training, we’re exceeding customer expectations and bidding on new jobs more competitively than ever.”















Related Content

Leading Mold Manufacturers Share Best Practices for Improving Efficiency
Precise Tooling Solutions, X-Cell Tool and Mold, M&M Tool and Mold, Ameritech Die & Mold, and Cavalier Tool & Manufacturing, sit down for a fast-paced Q&A focused on strategies for improving efficiencies across their operations.
Read More
Developments in High-Speed Machining Technology
There have been many exciting developments in high-speed machining relative to machining centers and controls, tooling and CAD/CAM systems.
Read More
Control Helps Push the Limits of Five-Axis Micro Mold Machining Accuracy
Toolmaker quickly meets the demands of critical medical device manufacturers with a new five-axis machine tool equipped with the right control technology.
Read More
Predictive Manufacturing Moves Mold Builder into Advanced Medical Component Manufacturing
From a hot rod hobby, medical molds and shop performance to technology extremes, key relationships and a growth strategy, it’s obvious details matter at Eden Tool.
Read MoreRead Next


Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More