



Founded in 1971, MSI Mold Builders (MSI; Cedar Rapids, Iowa and Greenville, South Carolina) designs and builds prototype and production plastic molds in steel and aluminum. These molds are used for injection, structural foam, blow, gas-assist and reaction-injection molding plus structural web processes. The ISO 9001:2008 certified company serves a diverse customer base in the computer/business equipment, consumer electronics, appliance, medical diagnostic, materials handling, sporting goods, lawn and garden, heavy equipment, aviation and commercial truck markets.
Lean, Leaner, Leanest
Since 2001, MSI has been committed to applying lean manufacturing, Six Sigma, and 5S principles to increase productivity, reduce waste, improve safety and ensure quality and customer satisfaction.



“As customers continue to demand shorter mold-delivery times and ask us to hold the line on costs, we have to find ways to continuously improve the speed and efficiency with which we make molds to maintain profitability,” explains Eric Kolsto, MSI director of technology and training. “Fortunately, we’ve seen dramatic quality and efficiency improvements since we started down the lean-manufacturing path. We’ve pushed moldmaking errors to nearly zero, allowing us to build higher-quality tools on very-aggressive delivery schedules that bring greater customer value.”
MSI Mold builders

MSI Mold Builders designs and builds prototype and production plastic molds in steel and aluminum for a wide range of plastics processes and industries from plants in Cedar Rapids, Iowa and Greenville, South Carolina. Since 2001, the company has been has been deeply committed to applying the principles of lean manufacturing to increase productivity, reduce waste, improve safety, and ensure quality. Here, members of the Cedar Rapids team attend a daily MDI (managing for daily improvement) meeting.
Image courtesy of MSI Mold Builders.
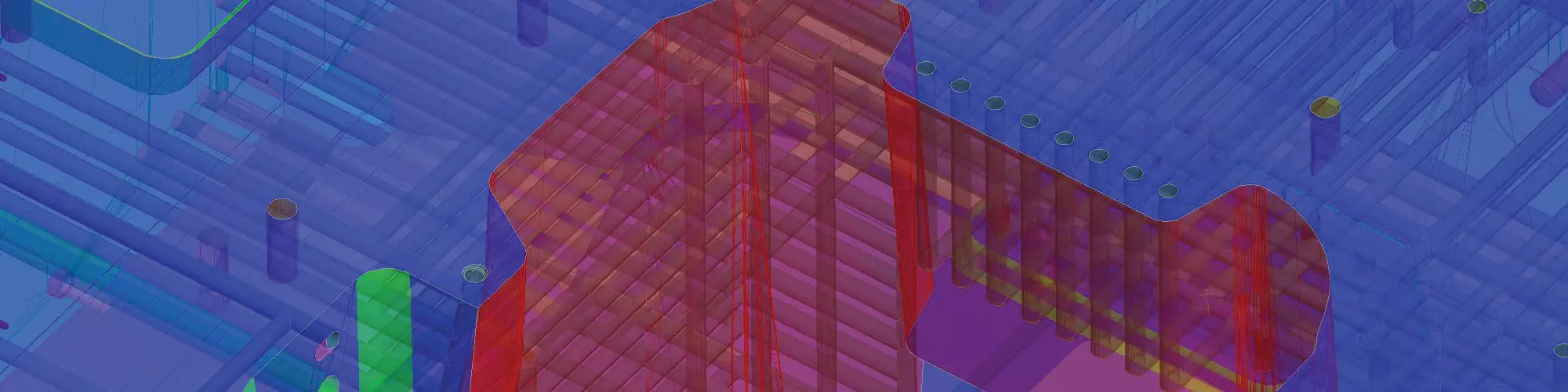
One challenging mold MSI produced a few years ago spent a month on the gun-drill machine while the team literally drilled a quarter of a mile of waterlines into it. Image courtesy of MSI Mold Builders.
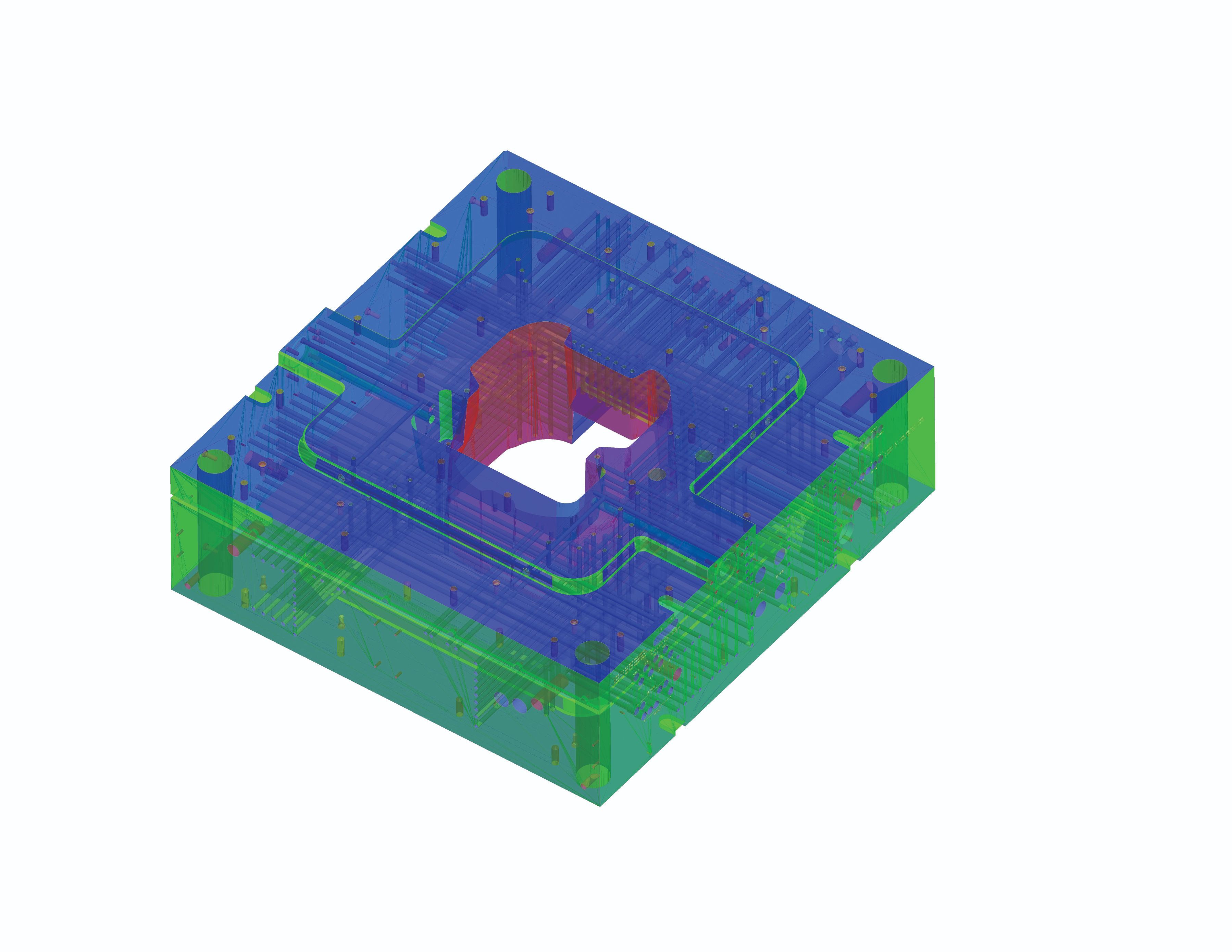
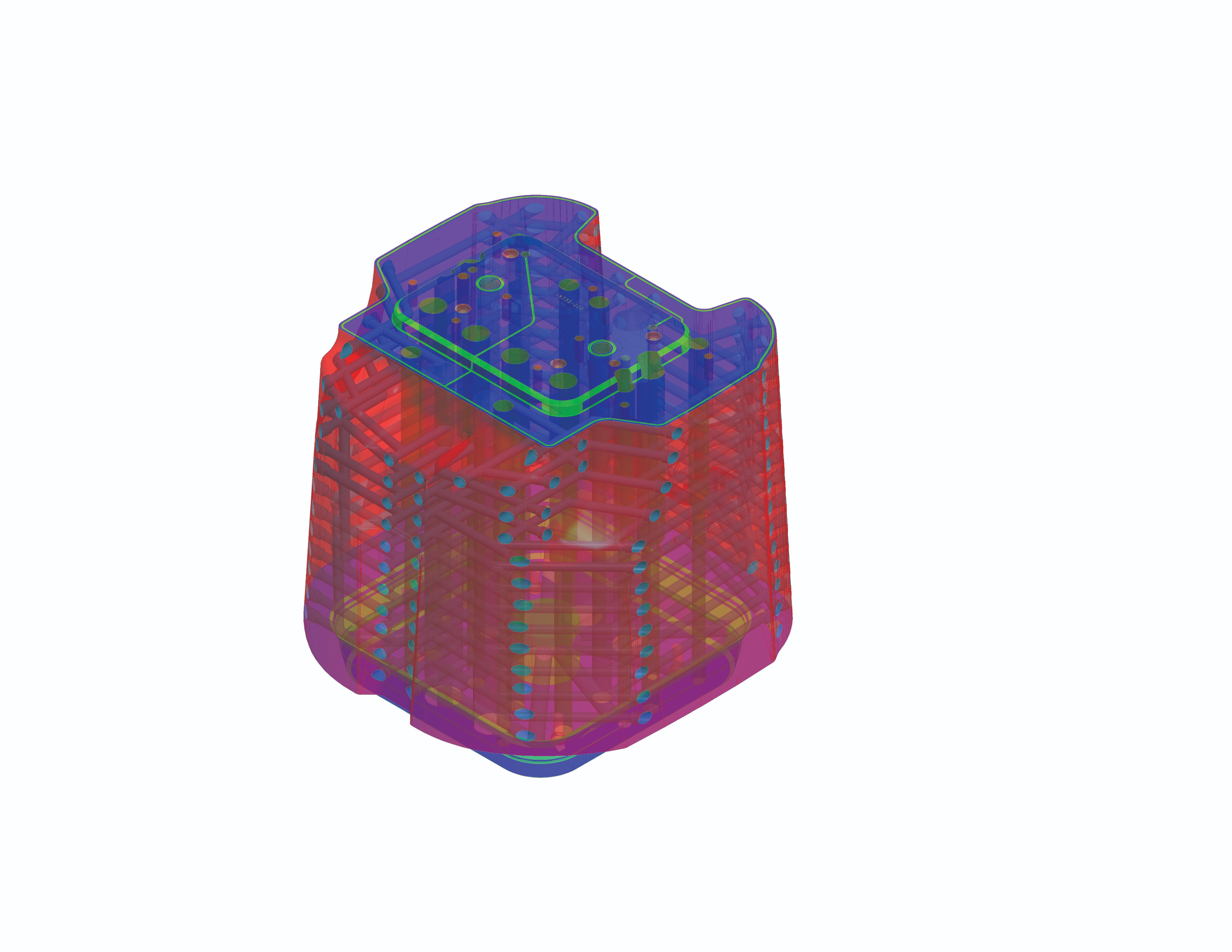
Applying lean manufacturing tools to increase work-flow productivity, MSI found that the rate-limiting step on their shop floor was gun drilling because every mold they made passed through their single Tarus CNC gun drill. That machine had seen a significant uptick in use in the last decade because MSI was drilling far more than cooling lines on it. Conducting a time study helped the team better understand how they were using the equipment. And trying a series of new drills led to significant improvements in drilling feeds and speeds as well as smoother holes and fewer tool changes. Image courtesy of MSI Mold Builders.
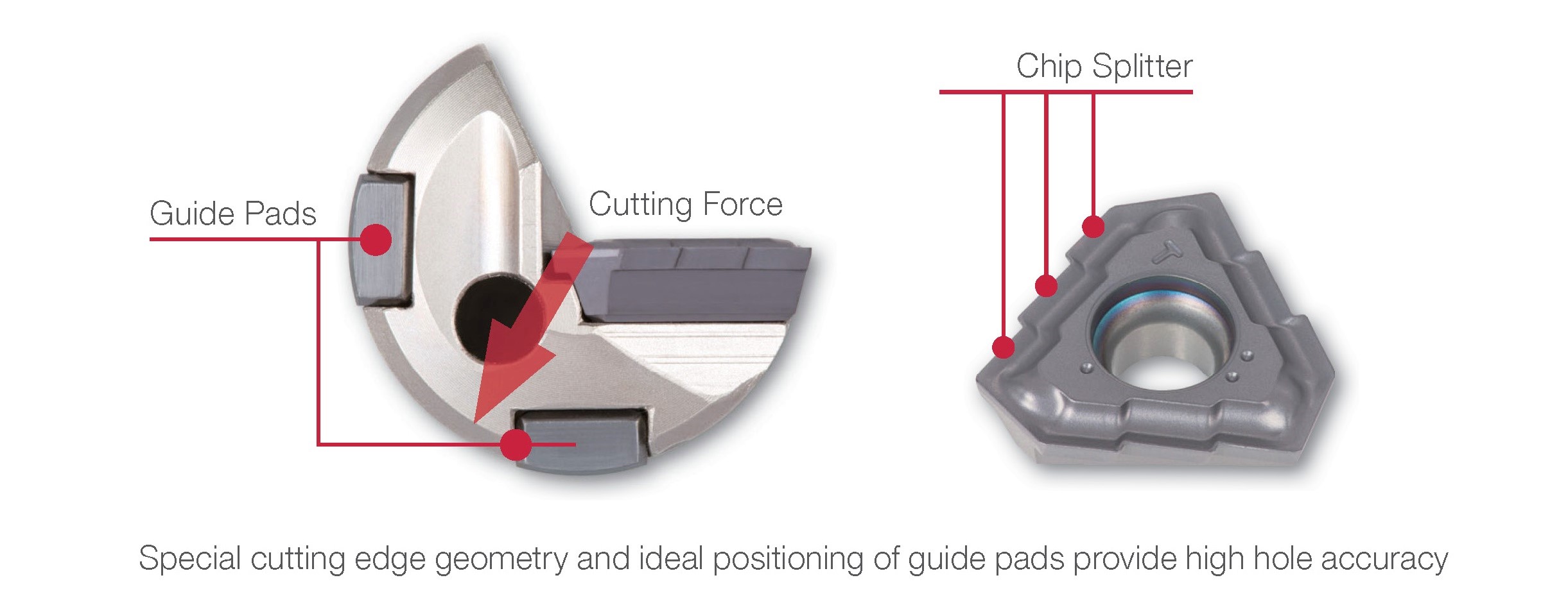
MSI solved its gun-drill backlog and revolutinized its productivity by switching to second-generation drill tools with indexable inserts and guide pads. The product, called Deep-Tri drill from Tungaloy Corp., features a carbide tool insert with multiple cutting edges. As an edge dulls, the insert is quickly indexed and another edge turned outward. Special chip-splitter serrated teeth cut into the insert break up chips so they are much smaller, making them faster and easier to evacuate while reducing scratching on interior surfaces. That, in turn helps mold builders increase drilling feeds and speeds without modifying drilling machine settings or coolant. Special guide pads stabilize cutting forces throughout the drilling process — especially at intersections with cross-holes — ensuring deep holes are straight and consistent. Image courtesy of Tungaloy America, Inc

Deep-Tri drills are available in a variety of sizes and with several different insert shapes depending on drill diameter. Standard offerings are 0.47 -1.57 inch/12-40 millimeter in diameter and lengths that are 10x, 15x, and 25x drill diameter for machining centers and lathes, and 31.5, 39.4, and 78.7 inches/800, 1,000, and 2,000 millimeters for gun-drilling machines. Custom products can be developed upon request. Guide pad selection is based on work material: harder (F1122), tougher (F2122), or higher temperature (FH3135). Two different insert geometries also are offered: general-purpose, NDJ and NDL, for lower feed rates when drilling softer materials or using older machines with limited horsepower. Image courtesy of Tungaloy America, Inc.

Tungaloy reports that customers typically see 3.5-4x improvements in drilling feeds and speeds when they switch from conventional brazed-tip to Deep-Tri drills. Indeed, MSI achieved an order of magnitude improvement on 9/16” diameter holes in P20 steel, which represents 80 percent of what they were drilling on their gun-drill machine Image courtesy of Tungaloy America, Inc.
Rate-Limiting Step
As a process-driven organization, the Cedar Rapids team sought efficiency improvements by continuously scrutinizing the company’s workflow — from order entry to shipping finished tools to the position of every machine on the facility’s 35,000-square-foot/3,252-square-meter shop floor. An important bottleneck was that every mold the company built had to pass through the facility’s single Tarus CNC gundrill.
“That machine was operating at 120-percent capacity with two shifts/day using it,” recalls Kolsto. “We gundrill all our air, water and oil lines, as well as our ejector pin ream and clearance holes. Once you get over 8 inches (20 centimeters) in aluminum and 4.5 to 6 inches (11-15 centimeters) in steel, it’s faster and more efficient to gundrill and you get better results.”
That meant the Tarus’ workload had increased significantly over the last decade as MSI shifted work from less-efficient to more-efficient processes. In turn, that led to bottlenecks, such as when big jobs held up other jobs on the gundrill. “We did a job a few years ago where a really big tool literally spent a month on the gundrill because the tool required so many cooling lines,” continues Kolsto. “We literally drilled a quarter-of-a-mile of holes in that mold.” Another nerve-wracking time came when the gundrill was down for six weeks and MSI had to farm drilling work out to toolmakers as far away as Milwaukee, Minneapolis, and Chicago because there are few toolmakers in their area that could or would take the work.
Switching to Deep-Tri tools was easy for MSI as no changes were needed to gundrill setup or coolant. In fact, the only change the team made was to drill faster at higher rpm.
“It’s times like that, when you’re trying to grow your business, you ask yourself if you shouldn’t buy another gundrill or move work to a less efficient process. However, before you make this type of change, you need to be disciplined enough to review how you’re using all your equipment and people.”
To that end, MSI conducted time studies to better understand how they were using their Tarus fitted with conventional brazed carbide tools. They looked at how many inches per minute they could drill with each tool before it had to be sharpened or replaced, what rpm they were running at, and how long tool changes took. They even monitored spindle loads. That provided a performance baseline. The study showed that 80 percent of what they were drilling was P20 steel with 9/16-inches (0.563 inches/14.3 millimeter) diameter holes.
Evaluations Bring Improvements
Because of MSI’s size and reputation, suppliers frequently drop by to introduce new technologies and leave samples for the team to try. That was the case several years ago when three different tooling suppliers offered three different types of gundrill tools that the team ran through the same kinds of time studies to see what improvements each offered.
The first supplier brought in first-generation indexable tools that didn’t need to be sharpened. Instead, as a tool face dulled, you just indexed the insert and turned a new edge forward. Where before MSI was drilling 0.9-inches/23-millimeters per minute with conventional brazed tips, with the indexable tools they drilled 4.0 inches/102 millimeters per minute. Although there’s no data on how often they changed traditional brazed drills, with the indexable inserts, MSI could drill 150 linear inches/381 lineal centimeters before needing to index another edge forward.
Another supplier brought the team a second-generation solid brazed tip with a proprietary grind. With this product, MSI drilled at 4.0-7.0 inches/102-178 millimeters per minute and could go 65-1,500 lineal inches/165-3,810 lineal centimeters — with an average value was 350 lineal inch/889 lineal centimeters — before the drills dulled. Unfortunately, since this product couldn’t be resharpened, when it did dull, it had to be tossed and it could take months to receive replacements if MSI’s and its tool supplier’s stocks ran low.
A third supplier offered a second-generation indexable drill. This technology enabled MSI to drill 10.1 inches/257 millimeters per minute – a order of magnitude improvement. Additionally, the team could drill 350 lineal inches/889 lineal centimeters per insert edge x 3 rotations (edges)/insert for 1,050 linear inches/2,667 lineal centimeters before needing to replace the insert.
Twin Heritage
The product that made such a difference to MSI’s productivity was Deep-Tri drill tools produced by Tungaloy Corp. (Fukushima, Japan) and sold by Tungaloy America, Inc. (Arlington Heights, Illinois). Interestingly, this product’s heritage draws from two different industries. The first is gundrilling from metalworking. The second is single-tube-system (STS) drilling (also called BTA drilling after the now-defunct Boring and Trepanning Association) for deep-hole machining used in aerospace and oil and gas exploration.
Introduced in 2015, Tungaloy’s product features a drill body that stays in the machine. As one edge of the carbide insert and guide paths begins to dull, it takes less than a minute to index each to a new edge. Each insert is a pure carbide cutting surface carefully honed at just the right angles to produce a sharp, long-lasting edge. Unique to Deep-Tri inserts is a chip-splitter feature. Serrated “teeth” on the cutting edge break up chips into much smaller pieces so they’re easier to evacuate, potentially allowing less coolant and lower coolant pressures to be used while drilling at higher rpm. The tool also features two or more pairs of guide pads, which help stabilize the tool so cutting forces stay balanced and holes remain consistently straight as the drill pushes deeper into the work piece — particularly when it intersects cross-holes. Guide pads also improve hole finish.
Several types of inserts are available depending on drill diameter. The most common model is triangular with three cutting edges and three serrated teeth per edge. It fits tools from 14-28 millimeters/0.55-1.1 inches in diameter. A two-sided insert with two edges and two chip splitters per edge fits smaller diameter tools from 12-14 millimeters/0.47-0.55 inches. For tools greater than 28 millimeters/1.1 inches in diameter, parallelogram-shaped inserts are used. Three parallelogram inserts are used in tandem to accomplish the same functionality as serrated teeth on smaller inserts.
The company reports that versus conventional brazed tips, gundrill feeds and speeds typically increase by a factor of 3.5-4. “Not only can you drill faster, but you can drill better because smaller chips don’t scratch the hole, so hole finish is excellent.”
“Our concept with the Deep-Tri drill was to make it indexable with inserts and guide pads, so there was no need to change the whole body when an edge dulled,” explains Kedar Bhagath, Tungaloy America chief technical officer. “Now tool changes take less than a minute because all you need to do is index the insert by rotating a new edge forward instead of taking a brazed gundrill out of its machine through the whip guides. That eliminates downtime and saves money. And since the biggest challenge with drilling holes is scarf evacuation, the ability of our chip splitters to break chips up into smaller pieces that are easier to flush out means you can drill much faster.” The company reports that versus conventional brazed tips, gundrill feeds and speeds typically increase by a factor of 3.5-4. “Not only can you drill faster, but you can drill better because smaller chips don’t scratch the hole, so hole finish is excellent,” he adds.
Insert design is said to be critical as is the honing on the cutting edge. “To the naked eye, it looks simple, but the small rounding and rake angles play a huge role in the improving machining efficiency,” explains Bhagath.
Revolutionizing Business
Switching to Deep-Tri tools was easy for MSI as no changes were needed to gundrill setup or coolant. In fact, the only change the team made was to drill faster at higher rpm. “The productivity gains we saw represented a very serious improvement that really revolutionized our business,” continues Kolsto. His team loves the product and only wishes the tools were available in smaller sizes so MSI could do more of its gundrilling with the technology.
Bhagath adds that not only are mold and die shops making the change, but Deep-Tri drills are now being used to drill deeper holes using lathes and other machining centers. “The hole straightness and diameter tolerances achieved are so precise with this technology that it has opened up new applications and new ways to drill deeper holes for many of these shops,” he adds.
MSI Mold Builders
Tungaloy America Inc.
Tarus Products















Related Content

Plastic Prototypes Using Silicone Rubber Molds
How-to, step-by-step instructions that take you from making the master pattern to making the mold and casting the plastic parts.
Read More
Forces and Calculations Are Key to Sizing Core Pull Hydraulic Cylinders
To select the correct cylinder, consider both set and pull stroke positions and then calculate forces.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
Considerations for Mold Base Material Selection
Choosing the right material can greatly affect the profitability and cost of your application.
Read MoreRead Next

How to Achieve Accelerated Milling
High-feed milling reduces cycle time and extends cutting tool life.
Read More
Multitasking Machining Centers Double Throughput, Cut Costs
Purchasing one, then two more, multitasking machining centers has transformed the way Concours Mold Inc. builds molds.
Read More
Blazing Multiple Trails to Successful Recruitment and Training
Several mold manufacturing companies have shared how their workforce development strategies have evolved to meet the needs of today’s industry. Here, MSI Mold Builders describes its apprenticeship program, its collaboration with nearby schools and its approach to generating interest in the industry and then in MSI Mold Builders as a place to foster a career.
Read More