
In-House Laser Welding Offers Quick ROI
Increasing pressure for ever-faster turnaround has made outsourcing this operation impractical for these three providers of mold repair and maintenance services.


To alleviate flash, Hoffer Plastics Corp. apprentice Shannon Duffy uses the ECO160 Eco Laser with a 0.015-inch-diameter rod to weld the ID of a chrome-plated Ampco core.

A close-up of the Ampco core ID welding job.

A rolled edge on this cavity insert created flashing problems for Hoffer Plastics Corp. Addressing the problem required laser-welding the edge with an 0.012-inch-diameter rod while taking care to avoid the side wall of the hole, which measures approximately 0.5 inch deep and 0.375 inch in diameter.
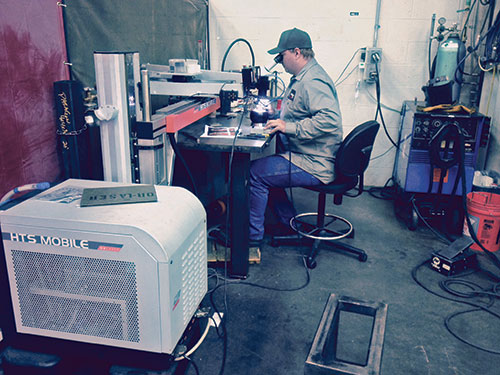
Dan Dixon, apprentice welder at Paragon D&E, laser-welds a smaller component. Thanks to a 180-degree swiveling arm and portable design, the HTS Mobile is also employed for jobs that are too large to fit on the table. Capability to weld a variety of materials—including tool steel, stainless, aluminum, beryllium and titanium—adds to the unit’s versatility.
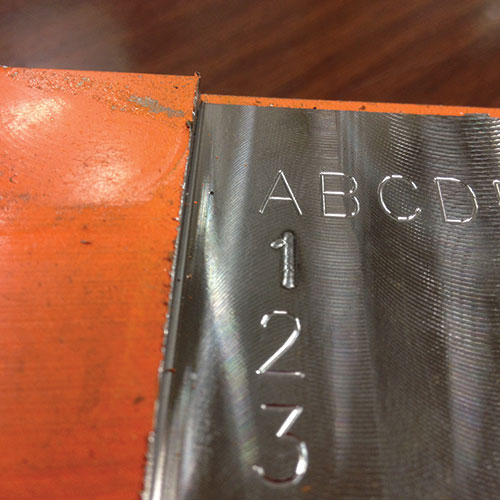
As exemplified by the “1” on this test piece, using the HTS Mobile laser welder to fill in roughly 0.004-inch-deep scribe lines enables Paragon D&E to move, change or eliminate the engravings with only minor touchup work.
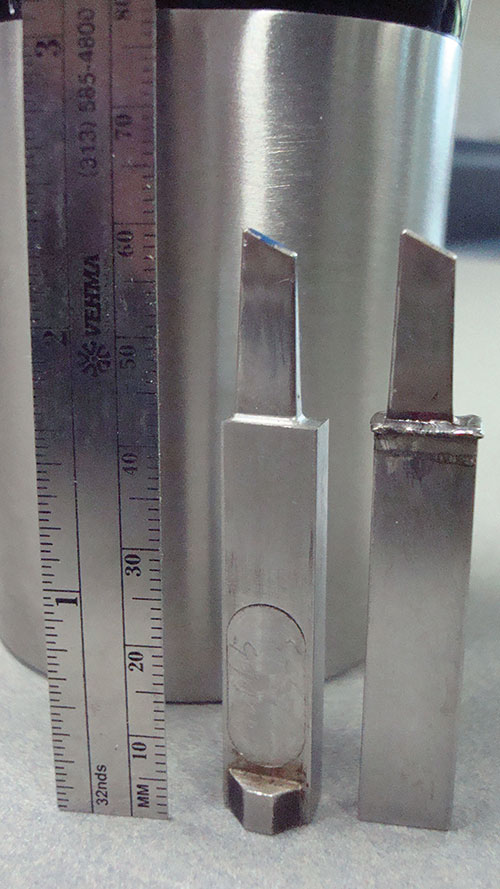
These mold inserts at Paragon D&E required laser-welding about 0.01 inch of material onto the shoulder without warping the finger.



Successful molders understand that their business isn’t selling parts. Rather, it’s selling time between platens.
Rich Oles says that’s the prevailing view at Stone Plastics & Manufacturing, particularly in the wake of a period of rapid expansion. Going from 40 to 65 injection presses in recent years had the Zeeland, Michigan, molder scrambling to keep up with the periodic mold repair and maintenance work required to keep the machinery running at capacity. Although breaking the bottleneck required major changes in the toolroom, one of the very first steps stands out as particularly effective: installing a laser welder. Now in place for about two years, this single piece of equipment is “one of the cornerstones” of a preventive maintenance plan that the shop is working to implement for more than 700 active molds, says Oles, the company’s tooling manager.



Hundreds of miles away in Elgin, Illinois, another custom molder is singing the same tune. Although Hoffer Plastics Corp. already had a similarly robust preventive maintenance program in place for approximately 800 active molds when it purchased its first laser welder last year, the impact has been no less significant. Steve Long, manufacturing support manager, says bringing this process in-house saves an estimated $25,000 a year, a figure that’s roughly on-par with the $20,000 annual savings estimate cited by Stone Plastics & Manufacturing.
Such savings aren’t restricted to molders alone. Toolmakers further down the supply chain often seek to differentiate themselves through repair and maintenance services that help customers keep presses running. One such company, Grand Rapids, Michigan-based Paragon D&E, installed its first laser welder about a year ago after getting a first-hand look at Stone Plastics & Manufacturing’s unit in action. “They were in the same boat as we were, and they said they didn’t know how they’d lived without it for so long,” recalls Steve Brooks, toolroom manager at Paragon. “Now, we feel the same way.”
A Tightening Bottleneck
If the respective experiences of these three companies are any indication, Brooks’ proverbial boat is large enough to carry a sizeable portion of the industry. Driven by OEMs at the top of the supply chain, increasing pressure for ever-faster turnaround makes it far less practical for companies with tool repair and maintenance divisions to outsource laser welding. Hoffer Plastics, for example, increasingly found itself begging outside partners to accommodate urgent welding work on a Saturday afternoon or other odd shift, Long says. At Paragon, similar difficulties caused ripple effects throughout the shop because maintenance must be performed according to customers’ schedules rather than its own, Brooks says. Meanwhile, Stone Plastics often had to go entire shifts without one if its most experienced shopfloor employees: Nick Tatarchuk, a senior technician who often had to perform laser welding work at another shop about 20 minutes’ drive away.
Amid accelerating demand for faster turnaround, laser welding has emerged as an increasingly useful process for intricate refurbishing of damaged or worn surfaces. According to all three companies, the primary reason is that the best alternative, micro-TIG welding, imparts more heat into the workpiece that can deform the surrounding steel. Laser welding significantly reduces this risk, so the process is more suitable for parts with textured or mirror-smooth surfaces that might otherwise require additional polishing, and possibly even re-annealing, to achieve consistent hardness and finish.
A Versatile System
The first of the three companies to integrate laser welding, Stone Plastics & Manufacturing opted for an HTS 160-Watt Mobile from O.R. Laser, which had shipped the unit to Stone’s facility so the team could “kick the tires,” Oles says. The way he talks about the HTS Mobile, that’s not just a turn of phrase—the machine’s durability was one of the key selling points for the 265-employee company. “Normally, you’d worry about knocking the crosshairs out of whack if you bump it or something, but everything stays right where it needs to be,” he says.
Durability is particularly important because of another key selling point of this particular welder: mobility. True to its name, the HTS Mobile is designed to be moved easily to the work, rather than the other way around. That’s an important capability because a significant portion of the molds at Stone’s 170,000-square-foot facility are large enough to run in 1,000-ton presses. Just as importantly, the welder’s Nd: YAG optics are mounted
on an arm that can be extended, raised/lowered and swiveled 180 degrees via a digital joystick to reach any part of the work. “Some of these molds are as big as a kitchen table,” Tatarchuk says. “If we need an intricate detail welded, we can wheel the machine over, put half the mold on sawhorses, and just pivot the head over the top.”
He adds that the welder is among the most commonly used equipment in the toolroom, estimating that it runs consistently for at least 60 percent of all three shifts. In part, that’s thanks to onsite training from O.R. Laser, which helped all seven toolroom employees get comfortable with the basics
Notably, learning to laser weld has made employees like Gabe Ensing, an apprentice and one of the machine’s frequent operators, better at other work—and better at limiting the need for other work. “If I’m stoning off a weld, I know what to look for, and I can use the microscope on the welder as an extra tool to spot a ding or a rolled corner a lot more easily,” Ensing explains. “If I’m the one actually doing the weld, I can take extra care to limit the amount of benchwork that has to be done later.”
Beyond Repair and Maintenance
It didn’t take long for news of Stone Plastics’ new capability to reach Paragon Die, located about half an hour’s drive away. The molder and toolmaker have an amiable relationship, and Paragon was quick to purchase its own HTS Mobile laser welder after sending a team to Stone to see what all the fuss was about.
Paragon’s repair and maintenance operation occupies 4,000 square feet of the company’s 165,000-square-foot general machining and mold manufacturing facility. Brooks says the laser welder’s role is essentially the same as at Stone: laying beads that might measure no more than 0.005-inch thick along sharp, 90-degree edges or other intricate features without marring highly finished or textured portions of the surface. Yet, the company also uses the HTS Mobile for operations that that go beyond repairing surface cracks, damaged gates, worn sealing edges and the like. Examples include precisely filling in scribe lines (engraved text) on mold surfaces after a design change, adding small amounts of material to the tops of ejector pins, and adding material to round off the interiors of small holes.
As is the case at Stone Plastics, the laser welder gets plenty of use. Brooks estimates that it runs consistently for 30 to 35 hours every week. At that rate, the ROI on the unit is only about a year. Another notable similarity to Stone Plastics is that one of the chief operators of Paragon’s HTS Mobile, Dan Dixon, is an apprentice.
Expanding Capacity and Capability
After considering the myriad options on display at the International Manufacturing Technology Show in 2012, Hoffer Plastics Corp. also chose a welder from O.R. Laser, albeit a different model: an ECO160 Eco Laser. The machine is smaller than the HTS Mobile, but that was just fine with Long and his team. Floorspace where the unit is housed—one of two toolrooms at the 365-employee molder’s eight focused factories, all contained in a 365,000-square-foot building—is at a premium, he explains. Regardless, the unit’s joystick-controlled, 150-kg-capacity table (X, Y and Z axes) and tiltable, boom-mounted laser provide sufficient flexibility for the vast majority of the company’s mostly high-cavitation, high-volume tooling, Long says.
Although O.R. Laser touts the system as an entry-level, “cost-efficient” option, Long says the Eco Laser is perfectly capable of precisely applying beads measuring only 0.005 inch—the same figure cited by the other two companies for some of their most difficult work. That said, the unit isn’t always confined to such demanding applications. It’s also used for jobs that might otherwise be handled by the outside partners the company still employs for general TIG welding. Although laser is slower than TIG, he says performing this work in-house has made the difference on more than a few urgent projects. “There’s a lot of training involved to learn to weld, so we wanted our first machine to cover everything,” he adds.
Before long, however, the company expects to have enough talent in place to justify expanding its use of welding in the future, if need be. As this article took shape, apprentices Shannon Duffy, Tony Ward and Nick Elston were undergoing additional training from O.R. Laser to increase their skill and efficiency. Duffy, who’s quickly risen to become one of the company’s most prolific welders, says she’s looking forward to exploring the full range of the Eco Laser’s capability. “I didn’t initially sign on to be a welding apprentice, but I’m the happiest person in the world when I’m doing it,” she says. “It’s hard to explain, but there’s something almost artistic about it. I can’t wait to learn more.”















Related Content

Surface Finish: Understanding Mold Surface Lingo
The correlation between the units of measure used to define mold surfaces is a commonly raised question. This article will lay these units of measure side by side in a conversion format so that companies can confidently understand with what they are dealing.
Read More
Making Quick and Easy Kaizen Work for Your Shop
Within each person is unlimited creative potential to improve shop operations.
Read More
Mold Design Review: The Complete Checklist
Gerardo (Jerry) Miranda III, former global tooling manager for Oakley sunglasses, reshares his complete mold design checklist, an essential part of the product time and cost-to-market process.
Read More
Considerations for Mold Base Material Selection
Choosing the right material can greatly affect the profitability and cost of your application.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More