
How to Reduce EDM Setup from Hours to Minutes
The right software helps automate EDM setup and avoid EDM programming errors.
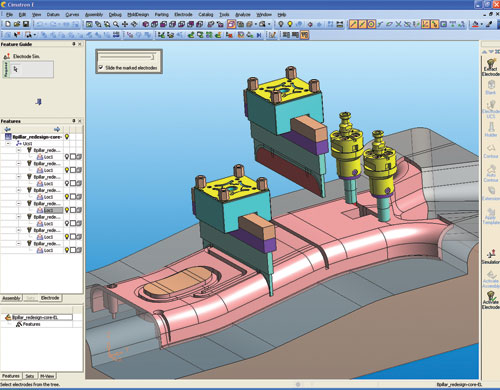
Detailed, automated design of electrodes, from simple to most complex.
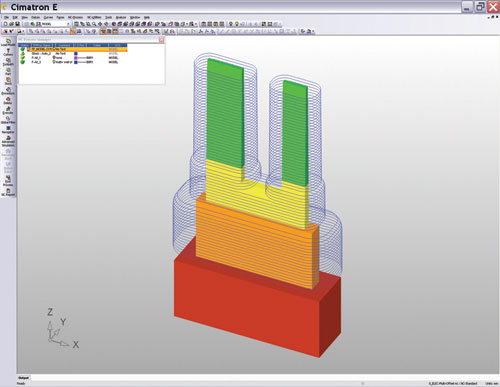
A combination of highly automated NC programming with full user control.



We all know that EDM setup can be extremely time-consuming. Automating the setup process can save valuable time, especially when considering that some tools (especially those with multiple cavities) require dozens or even hundreds of electrodes.
As significant as these time savings can be, the benefits of automating the EDM setup go beyond just speeding up the process. By the time you are ready to burn electrodes, the tool is almost done. Any mistake in the EDM process will put to waste the many hours already invested in the tool. Even more critical, it can jeopardize delivery time. Automating the EDM setup is the best way to avoid any errors in EDM programming and eliminate these risks.
Following are four items to consider when looking for EDM setup software:
1. Integration with CAD and CMM data
Tight integration with CAD data is critical for the accuracy of electrode burn locations and depths, ensuring continuous data consistency from the core and cavity data to the electrode design and to the EDM sinker setup.
Integration with CMM data further guarantees accuracy. Your EDM setup software should be able to self-correct and compensate for any location discrepancies between the design and the actual manufactured tool based on the data received from your CMM software.
2. Complete control over all setup parameters
The EDM setup software should provide an easy way to define and control all relevant EDM process data. General parameters displayed and handled through an EDM setup wizard should include electrode identification, material, electrode type (rough, re-rough, finish), orbiting type and size, spark gap, location, burn depth and any other parameters needed based on the specifics of the machine and process used.
In addition, it should give the EDM operator complete control over the burning order of the electrodes, as well as the ability to reverse the order for roughing, pre-finishing, finishing and polishing electrodes. It also should be able to address multisided electrodes, which are commonly used in the industry.
3. Customized to your machine and your application
The ability to customize the EDM setup program for your machines is critical, as each machine has a unique set of parameters that must be specified.
But even the same type of machine is likely to be used differently at different tool shops. For example, in the automotive industry it is common to see one or two-cavity molds, while in electronics and household goods we see molds with as many as 64 cavities. Each of these machines would require a completely different method of EDM setup programming.
4. A picture speaks a thousand words (or numbers)
Due to the high sensitivity of getting the electrode location right, EDM operators typically refer to drawings they can cross-reference with the numeric output they receive. Providing operators with access to view-only software instead of the traditional drawings not only saves time and trees, but also allows the operator to better visualize the tool and the electrode locations in 3D.
The bottom line is less time, fewer errors and greater confidence. Automating the tedious task of manually programming EDM sinkers can reduce programming time even for the most complex electrodes to 20 minutes or less. With the right EDM setup software, you can reduce your EDM setup time by as much as 95 percent, eliminate the need for extensive dry runs, and most importantly—never burn an electrode in the wrong place.












Related Content

Small, Agile Mold Builder Keeps Speed and Accuracy at the Forefront
Michigan-based Zero Tolerance tests the limits of moldmaking and molding with teamwork and technology that permits changes on the fly.
Read More
MMT Chats: 4 Keys to a Successful Mold-Building Operation: Innovation, Transparency, Accessibility and Relationship
MoldMaking Technology Editorial Director Christina Fuges chats with Steve Michon, co-owner of Zero Tolerance in Clinton Township, Michigan, about the excitement of solving problems, the benefits of showing gratitude, the real struggle with delegation and the importance of staying on top of technology. This episode is brought to you by ISCAR with New Ideas for Machining Intelligently.
Read More
Machining and EDM Innovations to Look for at IMTS
MoldMaking Technology previews some of the EDM and machining products and exhibitors applicable to mold builders that will be featured at IMTS 2022.
Read More
How to Improve Your Current Efficiency Rate
An alternative approach to taking on more EDM-intensive work when technology and personnel investment is not an option.
Read MoreRead Next

Micro-Milling Opportunities and Challenges
An integrated approach to the design and machining of micro-milling components is key for mold manufacturers looking to capitalize on this growing opportunity.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More