
How to Implement Ultra Productive EDM
Steps to help maximize the potential of your current die sink or wire EDM system.



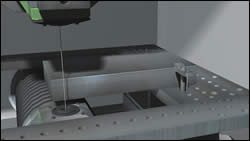
A wire touching off a simulated workpiece. The wire itself is used to find the edge of the workpiece in a three-automatic positioning routine, which also automatically corrects for workpiece skew and tilt.

A robotic pallet loader automatically feeds palletized workpieces into a wirecut EDM system with no need to lower the work tank door. This system can be configured to handle from four to 12 pallets, depending on workpiece size and weight.
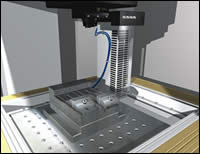
Diesinker worktable. In die-sinking EDM, table pallets are used to accurately position workpieces at a pre-rigging station and maintain that accuracy as the pallet and workpiece moves from station to station for milling and EDMing. Images courtesy of Agie Ltd.
Today the manufacturing community is faced with many challenges. It is required to produce products with closer tolerances in shorter leadtimes with lower margins. You can no longer just compete with local and nationwide companies, now you must compete globally with foreign manufacturing that frequently does not work under the same disadvantages that we do. With all of this being said remember that the door of opportunity is marked push.
Many shops have EDM technology, but only a small number push their equipment to maximize throughput, capability and profitability. The purpose of this article is to outline a plan to help maximize the potential of any current die sink or wire EDM system. This plan for ultra productive EDM is not as complex as you might think. Many commonsense procedures can yield large improvements in productivity. The key components of these procedures can be broken down into three sections: (1) planning, (2) technology and (3) people.



1. Planning
There is no doubt that the average day in manufacturing is chaotic. Changes and revisions to both product and scheduling are everyday occurrences, but that does not mean that you cannot and should not have a plan. Planning can be as simple as a white board meeting with your staff every morning and every afternoon to discuss the events that need to take place throughout the day or it can involve dedicated, full-time people using sophisticated software that can be updated at a moment's notice.
The basic goal is to have some idea of what it takes to get work successfully through your company. Involve your staff and use their expertise. This gives them buy-in to the schedule and they will likely work to make sure that the plan is properly executed.
2. Technology
Although die sink and wire EDM share many of the same technical aspects, their respective role in production can be very different. For this reason we will use two separate outlines for this section.
Wire EDM
Wire EDM is one of the best-kept secrets in the world of manufacturing. When you ask most toolmakers how they apply this technology in the production of tools, they are likely to respond that the machine tool cuts insert pockets in core and cavity details, may finish core pin and ejector pin holes, and possibly slice off inserts that have been ground. Although these are all valid applications for this technology, this is only a small part of what these machine systems can do for a manufacturer.
A high quality wire EDM offers many of the capabilities of other types of manufacturing—such as milling, profile grinding, surface grinding and jig grinding—with a lower dollar per hour operating cost and a much higher manufacturing-to-labor dollar ratio. The key to realizing this potential is to have a system solution approach to the wire EDM process, which entails three important ingredients—high-performance wire EDM, wire EDM-specific CAM programming and palletized tooling and automation—blended together to make a wire EDM system push on the door of opportunity.
High-Performance Wire EDM
The wire EDM systems of today offer many features and benefits that not only improve the overall capability of the machine system, but also simplify many of the complex tasks that face the person operating the machine tool. Features like automatic wire threading, submerged cutting, automatic process controls, wire choppers, in-process probing of workpieces and true PC-based CNC controls capable of complete off-line operation through either a dial-up modem or an Ethernet connection, have raised the level of performance of the wire EDM process.
The key to successfully using a wire EDM system in a manufacturing environment is to have a machine that is not only versatile, but that also is capable of running for long periods of time unattended with minimal machine maintenance and the lowest possible dollar per hour operating cost. In most cases it will be much more profitable to purchase a machine system that may have a higher upfront cost, but offers most or all of the above mentioned features, along with the ability to run unattended at the lowest possible cost of operation.
Wire EDM-Specific CAM Programming
One of the most overlooked components of a successful wire EDM operation is in the area of CAM programming. Many companies try to use an in-house system that is designed for the programming of their milling machines. The problem with this approach is that the needs of a wire EDM are completely different from those of a CNC mill. In EDM manufacturing, smooth four axes surface transitions and complex 3-D shapes are a must. CAM companies that specialize in wire EDM programming are aware of these special needs and also the advanced features of the wire EDM machine tools. Their support staffs also are trained in working with EDM, which is not always the case with some other CAM suppliers. The one important factor to remember is that a high-performance wire EDM system will only execute the NC data that it is given. Bad data equals a bad manufactured result.
Palletized Tooling and Automation
Tooling or workpiece holding plays a very important role in the overall success of a wire EDM system. EDMing a workpiece is very different from machining it in a mill or grinder because in a wire EDM the workpiece must be suspended out into the work zone so that the EDM wire—the electrode that will be machining the part—can pass through the component.
Many companies try making do without any tooling, electing to clamp directly to the machine table, or they make their own clamps and fixtures. The problem with both of these approaches is that without a proper tooling system the overall setup time for a workpiece is increased dramatically. Palletized tooling allows the toolmaker to run parts in the machine while setting the next job up off-line in a pre-rigging station. As soon as one part is finished another can be loaded on a quick-change chuck at a predetermined position on the machine tool. This maximizes uptime and can allow production to continue even when unscheduled emergencies occur. The time saved by having a good palletizing system can generally pay for the tooling in less than one year of operation. Palletized tooling also can be expanded to included work changing robots that will automatically change out workpieces around the clock for true lights out manufacturing.
Die Sink EDM
Die sink EDM has been employed in manufacturing for many years. No tool shop could survive without having at least one EDM system in production. There are two basic types of die sink EDM that are in use—two-, three- and four-axis CNC and manual EDM systems. The advantage that a CNC machine offers over a manual diesinker is the ability to orbit the electrode being used to EDM the workpiece.
The winds of change are blowing on die sink EDM. With the advent of high-speed milling, many of the contours that would have been previously machined in an EDM are being manufactured in hard tooling on high-speed mills. Although high-speed milling is changing the way we look at tool manufacturing, a high-performance EDM can still help improve the ability to construct tooling, provided that a company is willing to push the boundaries of what it may know about EDM technology.
A system solution approach should also be used with die sink EDM. This approach also has four key ingredients: high-performance die sink EDM system; electrode manufacturing; palletized tooling and workpiece automation; and, die sink EDM/milling-specific CAM programming.
High-Performance Die Sink EDM System
The role a CNC die sinker plays in the construction of tooling is changing rapidly. As a result of high-speed milling, CNC EDM systems are focusing on burning deep ribs, and small intricate details and shapes that require high quality surface finishes in locations that are difficult to polish.
These changes in tool construction require a CNC EDM system that has features a manual machine cannot offer. Today's EDM machine tools must have power supplies that can burn details quickly, but still minimize electrode wear and provide high quality surface finishes without the need to use special dielectric additives. Burning smaller details also requires extended electrode capacity to maximize unattended machine operation. The ability to download electrode and workpiece correction data is a must because this feature reduces overall erosion cycle times and increases machine tool uptime.
Understanding the orbit patterns a modern CNC die sinker can execute can be a difficult task. For this reason it is important to have a CNC control that allows a toolmaker to program difficult orbit patterns and complex multicavity setups quickly and easily without costly mistakes. Many CNC die sink systems have in-process inspection of finished part dimensions and can automatically make program adjustments necessary to meet the pre-determined tolerances set up by the operator. All of these features reduce human error and allow for longer unattended machine operation, thus lowering the overall manufacturing cost of a tool component.
Electrode Manufacturing
Unlike a wire EDM that uses a mass-produced wire as the erosion electrode, a die sinker must burn with a custom-made electrode. These are made from several types of high-cost conductive materials such as graphite, copper and tungsten, to name a few. These electrodes can be machined using milling, grinding and/or wire EDM.
One of the single most important factors in electrode manufacturing is consistency in the overall electrode profile. To achieve the size and finish of a particular burn, it is necessary to use multiple electrodes in a detail. If the electrodes used to finish a burn are not the same as the roughing electrode, overall cycle time and part dimension will suffer. It is important to remember that the performance of the machine tool is directly related to the quality of the electrodes used.
Palletized Tooling and Automation
As in wire EDM, tooling plays a vital role in the manufacturing of tool details as it relates to die sink EDM. There are two types of tooling that can be used on a die sink system. The first is palletized tooling on the Z-axis ram, which is used to hold the electrode. These holders come in a variety of shapes and sizes and can be moved from the original machine tool used to make the electrode to an off-line CMM or inspection station to check the size and location of the electrode, and then to the tool changer or automation robot on the die sink system. All of these machines in the network will need to have quick-change chucks that allow the electrode to move from one location to the other with repeatability in the .0001'' tolerance range.
The second type of tooling that can be used on a die sink system is on the table. This is one area that most companies have not addressed with their EDMs. The advantage that table tooling offers is uptime and flexibility. If a component is clamped directly to the table, the machine must be used to indicate and pick up the workpiece for location. With the introduction of table pallets, a workpiece can be moved from a CMM, where the part location to pallet centerline is verified, to other machine tools such as mills and grinders, and then to the EDM system.
Palletized workpieces also allow the toolmaker to optimize the schedule of an EDM system. Burns that have short cycle times can be executed during the day and burns that run longer can be scheduled for night or weekend runs. Emergency situations that would normally require removal of a time-consuming setup, can be quickly addressed by simply un-chucking one table pallet and inserting the hot job. When the emergency job is finished, the previous workpiece can be loaded back into the EDM system with no loss of location or time.
Both types of die sink tooling can be combined with a robot to change both the electrodes and workpieces, advancing the automation process and enhancing productivity still further.
Die Sink EDM-Specific CAM Programming
One of the newest innovations in the area of die sink EDM is off-line CAM programming. These systems can combine wire EDM and die sink EDM into one common programming platform.
If an operator is going to make a mistake on a die sinker it usually involves transposing numerical inputs for the positional locations of the burns. CAM systems can extrude an electrode shape and location directly from a 3-D CAD model. These locations are downloaded to the CNC control, which eliminates the need for manual data input. An added bonus of this technology is the fact that the extruded 3-D electrode model can be married to a catalog of common tooling holders and then imported into the milling CAM for electrode toolpath.
3. People
All of the planning and technology in the world will not help if you do not have motivated, trained and conscientious people. Technology is only a tool; it is people that make the system work or not work.
Companies seem to be moving down two distinct paths of improvement. There are manufacturers that buy equipment based on the ease of implementation. Their operators may already know how to run this type of machine tool and this solution will give the shortest ramp-up time to operation. Then there are companies that are looking for the best long-term solution to improve their competitiveness. These solutions can take longer to implement, but with the right people and willingness to learn they can have dramatic results in terms of enhanced productivity. The bottom line is that with today's technology the most important factor in hiring people to staff your facility may not be their overall knowledge of a particular manufacturing discipline, but their work ethic, drive and willingness to say, "Yes we can" not "No we can't."
Prepared for the Changing Market
The manufacturing community is facing a rapidly changing market. Manufacturing practices that we have all grown accustomed to may no longer keep us competitive. Many of the topics discussed in this article require change. There is an old phrase that says the only person that likes change is a baby with a dirty diaper. Manufacturing is no exception. The high cost of labor and short delivery schedules dictate the need to be perfect; mistakes are not an option. For this reason it is important for the suppliers of EDM technology to educate and support manufacturers and their employees who must meet these demands. By working together, we can push the boundaries of what can be accomplished in the manufacturing sector of our economy.















Related Content

Small, Agile Mold Builder Keeps Speed and Accuracy at the Forefront
Michigan-based Zero Tolerance tests the limits of moldmaking and molding with teamwork and technology that permits changes on the fly.
Read More
Predictive Manufacturing Moves Mold Builder into Advanced Medical Component Manufacturing
From a hot rod hobby, medical molds and shop performance to technology extremes, key relationships and a growth strategy, it’s obvious details matter at Eden Tool.
Read More
Machine Monitoring Platform Improves Machine Utilization, On-Time Delivery
Using data from a machine monitoring platform, Westminster Tool added almost 75 hours of capacity per week by shortening warmups and starting CNC and EDM machines sooner.
Read More
Products and Services for Multiple Moldmaking Needs
New year, new technology roundup! Featured here is a collection of product offerings, from profile milling cutters to industry-specific CAD/CAM software to innovative hot work tool steels.
Read MoreRead Next

How to Decrease Wire EDM Burn Times
High Energy Applied Technology will produce the accuracy, geometry, speed and surface finish that is required of today’s high quality molds.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More