
How to Accelerate RTV Mold Development in an RP Environment
A fresh approach to CAD data manipulation as it applies to mold tooling helps improve time-to-market, lower prototyping costs and improve part functionality.

FIGURE 1—Actual phone cover prototyped using a new 3-D direct modeler and a 3-D printer.
Figure 2--Completed model of phone and prototype cover design.
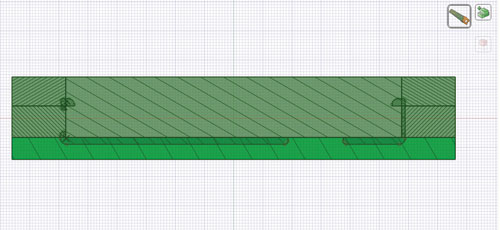
Figure 3--A 3-D direct modeler streamlines the process of establishing the parting line in a mold cavity. Shown here is the use of the split solid tool to partition the cavity into multiple solids.
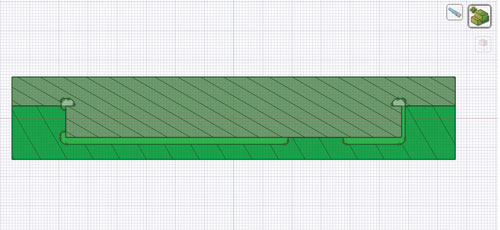
Figure 4--To finish up, the combine tool is used to rebuild the partitioned solids into the cavity and core.
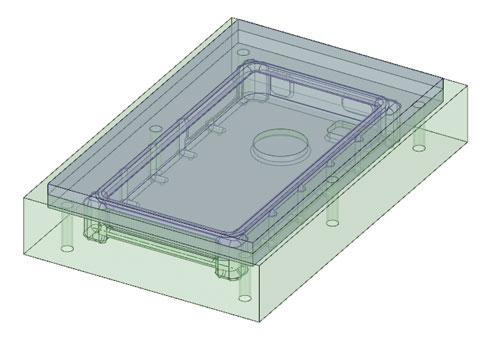
Figure 5--Finished mold tool ready to send to the 3-D printer. The mold halves are shown as transparent to indicate the cavity within.

Figure 6--Photo of 3-D printed tool along with a first article prototype elastomeric cover.



Here we will discuss an approach for creating functional, high quality, 3-D elastomeric (rubber) parts for your product prototypes faster and easier than previously possible. This solution uses the capabilities of a 3-D printer, RTV (room temperature vulcanization) molding and casting, and a new CAD file manipulation tool that cuts hours to days out of the prototyping cycle. Design teams that adopt this approach can accelerate time-to-market, lower overall prototyping costs and improve functionality of their products by testing earlier in the development cycle.
The Challenge
Nearly all plastic and elastomeric (most normal people call them rubber) parts for high volume products are manufactured using high temperature melt, mold and cool techniques known as injection molding, compression molding, blow molding, etc. Unfortunately, for one off and low-volume prototypes, this process is expensive and time consuming. This is where rapid prototyping tools like 3-D printers come into play. They are able to make prototypes in a fraction of the time and at a fraction of the cost of producing parts using injection mold tooling. Although the material properties of parts created with 3-D printers have improved dramatically over the years, they still cannot be used in all situations where functional testing is the goal. 3-D printers are fast and low-cost, but they are limited to producing rigid parts. When flexible, rubber-like parts are needed, the prototypers options become more limited.
Making elastomeric parts is particularly problematic for nearly all types of RP processes. RTV molding and casting helps to address this significant limitation of today’s RP machines. Using thermoset urethanes and silicones to produce rubber like parts with similar material properties to their injection molded counterparts has become a popular approach among prototypers. The main drawback with the RTV approach is the time it takes to make the mold tools. The traditional approach is known as soft tooling. This is done by creating a master pattern using a 3-D printer, making a silicone mold from that master pattern, and then casting the prototype part using a urethane or silicone resin with material properties similar to the production part. This works well except that silicone moldmaking is a time consuming, very labor-intensive process.



Say you want to make a prototype part. Armed with a 3-D solid model of your part, a 3-D printer, and access to RTV resins, one may come to the natural conclusion that the silicone moldmaking step described above could be eliminated and a mold tool could be 3-D printed directly, instead of printing the master pattern. This would be an ideal approach, except for one key thing: Someone has to convert the 3-D solid model of the part into a 3-D solid model of the mold tool for that part!
Traditionally, creating the mold tool would be done with a parametric solid modeling tool. Using these tools requires a thought process that is part based. For example, in order to create a mold tool with an upper mold half and a lower mold half, two parts would need to be independently created, each with an appropriate cavity geometry for the part being molded. The molding strategy will need to be well thought through and refined up front because it is time consuming to change the overall structure of the parts that make up the mold halves after they have been created.
To change a part in a parametric CAD system, one needs to edit the feature tree. This often involves starting back at the beginning to recreate or modify the sketches and parameters that make up each feature of the part. For complex parts, the feature tree can be quite large, with 10s to 100s of elements, and this takes a lot of time. For a mold, 9 times out of 10, changing one half of the mold also means making a corresponding change to the other half of the mold. This means editing not one but two parts to make a simple change. Because of the way in which traditional parametric solid modeling CAD systems force users to work, creating a simple two-cavity mold tool has proven to be easier said than done, until recently.
A Solution
Today there is a new approach to the way in which solid models are imported, edited and manipulated in 3-D CAD space—a 3-D direct modeler that is able to work directly with imported STEP, IGES and SAT files to help create mold tools directly from the master part geometry files. With this approach, the master part file can be imported and used as a cutting tool to easily create the mold core and cavity. It can remove or delete (also called Boolean subtract) the entire part geometry from a single solid body that will ultimately become the two independent mold halves. There is no need to create the two separate parts as is required in traditional parametric solid modeling systems.
It also makes tasks like establishing parting lines and creating inserts and slides for undercuts in the part much more intuitive. The parting line can be established by inspecting the mold cavity that was formed within the solid in a 3-D section view from within the 3-D direct modeler. One can then selectively slice the mold into sections using the features on the master part as a guide right from the section view. This speeds the process tremendously because of the enhanced 3-D visualization provided when using section view to make these edits. This 3-D direct modeler can also recombine solids that have been previously sliced apart. This helps when the mold’s core is being created. To recombine two solids into a single solid, just select the combine tool and click the parts to combine.
Another important aspect of mold design is creating the vents, gates and demolding features.
This new approach allows you to work in 3-D space, helping you to visualize your mold design as an assembly to determine where to add these features. You can make the parts translucent to aid in visualization. Once you have determined what to add and where, the software allows these features to be created on the fly as opposed to editing each part separately and working with the feature tree to create them in a traditional parametric solid modeling system. The best part is that the extensive undo feature lets you back out from dead end approaches without trashing the entire effort.
Case Study
Prototype an elastomeric protective cover for a popular model of smart phone (Figure 1). A rugged industrial design look for this cover was desired. The goal was to quickly create a functional prototype to evaluate the form, fit and function of the cover before committing to injection mold tooling. Armed with the new 3-D direct modeler, a 3-D printer and some RTV elastomeric resin, the cover creation began. The first step in creating the flexible prototype was to model the smart phone. Using this 3-D direct modeler, this was easily done in a matter of a few minutes by taking measurements of an existing phone and translating those measurements into sketches, making surfaces, and pulling those surfaces into solids. Once completed, the 3-D printer was put to work to create a physical model that could be used for test fitting the prototype cover.
Next was designing and modeling the smart phone cover with the 3-D direct modeler. Because of its ability to use the 3-D model of the phone as a guide in sizing the cover, this is an area where the tool really shines. The process for creating the cover is basically three simple steps: 1. Open a new design and load the smart phone model as a external component; 2. Add a new component within the design, and using the smart phone model as a guide, create a solid rectangular cube around the phone which will represent the extents of the cover; 3. Use the design tools to cut, shape, round, and style the features that make up the cover’s design elements. After an hour or so, the cover began to take shape. After more adjusting, refining and trying different ideas, the design was complete. Figure 2 shows the cover with the phone, as modeled, and ready for creating the mold tool. In contrast, this process could take several hours or more in a parametric CAD system because a lot of time was spent trying ideas and then using UNDO to back out of the ones not liked.
Parting Time
The next task in creating a fully functional prototype of the smart phone cover was to model the mold tool. Mold tools for RTV molding of elastomeric parts are much more forgiving than rigid parts because the final cast prototype will actually flex and compress during the de-molding step. This makes it less likely that the part will become locked into a poorly designed mold cavity. That said, the creation of the mold tool’s cavity and parting lines still require a molding strategy before jumping in.
By bringing the 3-D model of the smart phone’s cover into the new 3-D direct modeler design file, the mold cavity can be created around the cover and the partitioning strategy can be more easily visualized. One of the best features for aiding in visualizing how the mold’s parting lines need to be created is the section mode as shown in Figure 3.
While working in section mode, the user can manipulate the CAD model using the edges of the solids as defined as hatched boundaries. For example, to cut the model cavity in half at the parting line, one just needs to select the solid that represents the mold, and using the split solid tool, select the section line on the target part (in this example, the phone case) where the mold solid should be split. The result is a clean split of the entire solid in the plane formed by the selected section line. Figure 3 shows the section view of the mold tool after the split solid tool has been used to divide up the mold into six individual solids as required by the phone cover’s geometry. Note that the hatched areas each indicate a unique solid.
This was merely an interim step in the process, however. Next was the re-assembly of some of these solids back together to form a cavity and core for the mold. Figure 4 shows the result of using the combine tool to rejoin the appropriate solids to form the desired mold halves. This is easily done with just two clicks of the mouse for each solid body that needs to be combined. In a traditional CAD system, this step would involve several minutes or even hours of manipulation of the two mold halves to get the core and cavity to actually mate together properly.
Once this was accomplished, the cavity and core were complete. As shown in Figure 4, the mold tool is starting to take shape. The cavity and core are clearly visible now. Now onto a few housekeeping tasks—assurance that the mold halves could be easily separated after the RTV resin cast part has cured; and a strategy for filling the mold that may include adding gates to fill from, and vents to remove unwanted pockets of air to eliminate bubbles.
The strategy in determining these is beyond the scope of this paper. They are highly dependent upon the geometry of the part and the material being used for casting. They do, however, all have one thing in common. They all involve the necessity to make modifications to the mold tooling CAD file. For this mold example, some holes needed to be added around the outside edges of the mold cavity to help unseat and separate the core after the cast part has cured. Also some draft needed to be added to selected areas of the mold to aid in de-molding. These tasks were all streamlined by using the tools available in design mode. Once the strategy was determined, adding the features to the CAD file took just a few minutes.
The mold tool was done! Figure 5 shows the completed mold halves ready to be sent to the 3-D printer. This screenshot shows the mold assembly transparently, allowing one to double check the work for issues and problem areas. Inspection tools are also available that include the ability to highlight draft violations and interferences within the mold tool. Note that work was done entirely in assembly view. Individual components were edited effortlessly from within the assembly.
Results
The project went from art to part in a matter of just a few hours after completing the mold tool using the new 3-D direct modeler. Figure 6 shows the completed mold and the part that was able to be prototyped and tested the very same day. The 3-D-printed model of the smart phone was used for test fitting and quickly identified some necessary changes. This simple, inexpensive, and quick exercise saved thousands of dollars in tooling costs for the first iteration by identifying changes earlier in the design cycle.
Summary
Although rapid prototyping machinery, capabilities and price points continue to improve, the biggest hurdle to taking advantage of these technologies is the ability to quickly, and intuitively, manipulate the CAD data that is the input to the RP process.
For More Information:
TouchStone 3D
(919) 349-3417
www.touchstone3d.com
















Related Content

Considerations for Mold Base Material Selection
Choosing the right material can greatly affect the profitability and cost of your application.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
The Role of Social Media in Manufacturing
Charles Daniels CFO of Wepco Plastics shares insights on the role of social media in manufacturing, how to improve the “business” side of a small mold shop and continually developing culture.
Read More
Leading Mold Manufacturers Share Best Practices for Improving Efficiency
Precise Tooling Solutions, X-Cell Tool and Mold, M&M Tool and Mold, Ameritech Die & Mold, and Cavalier Tool & Manufacturing, sit down for a fast-paced Q&A focused on strategies for improving efficiencies across their operations.
Read MoreRead Next

Validate the Design First with Rapid Prototyping
Rapid prototyping allows the mold builder to produce a functional model to validate part design, fit and function before the mold is produced.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More