
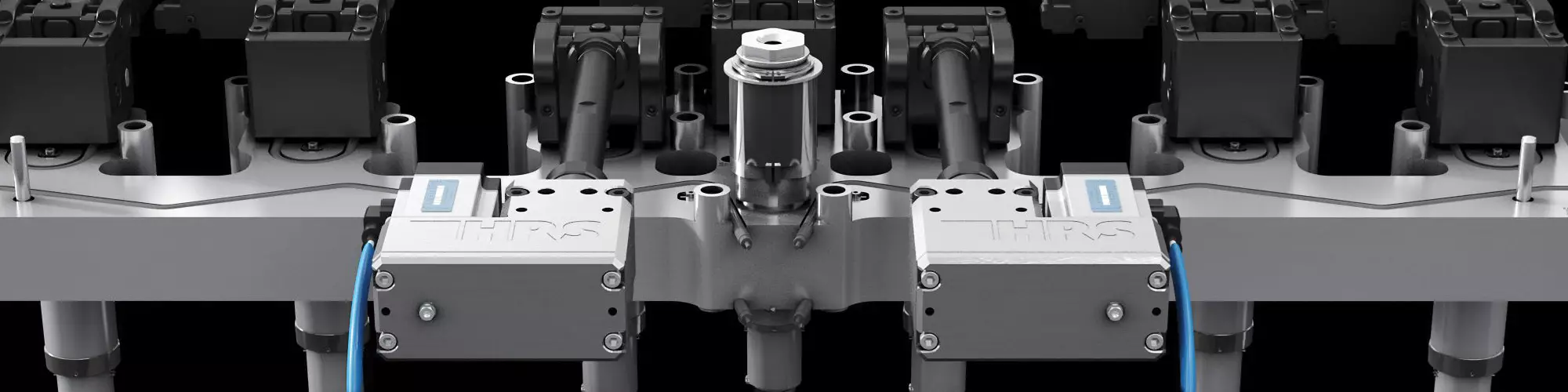

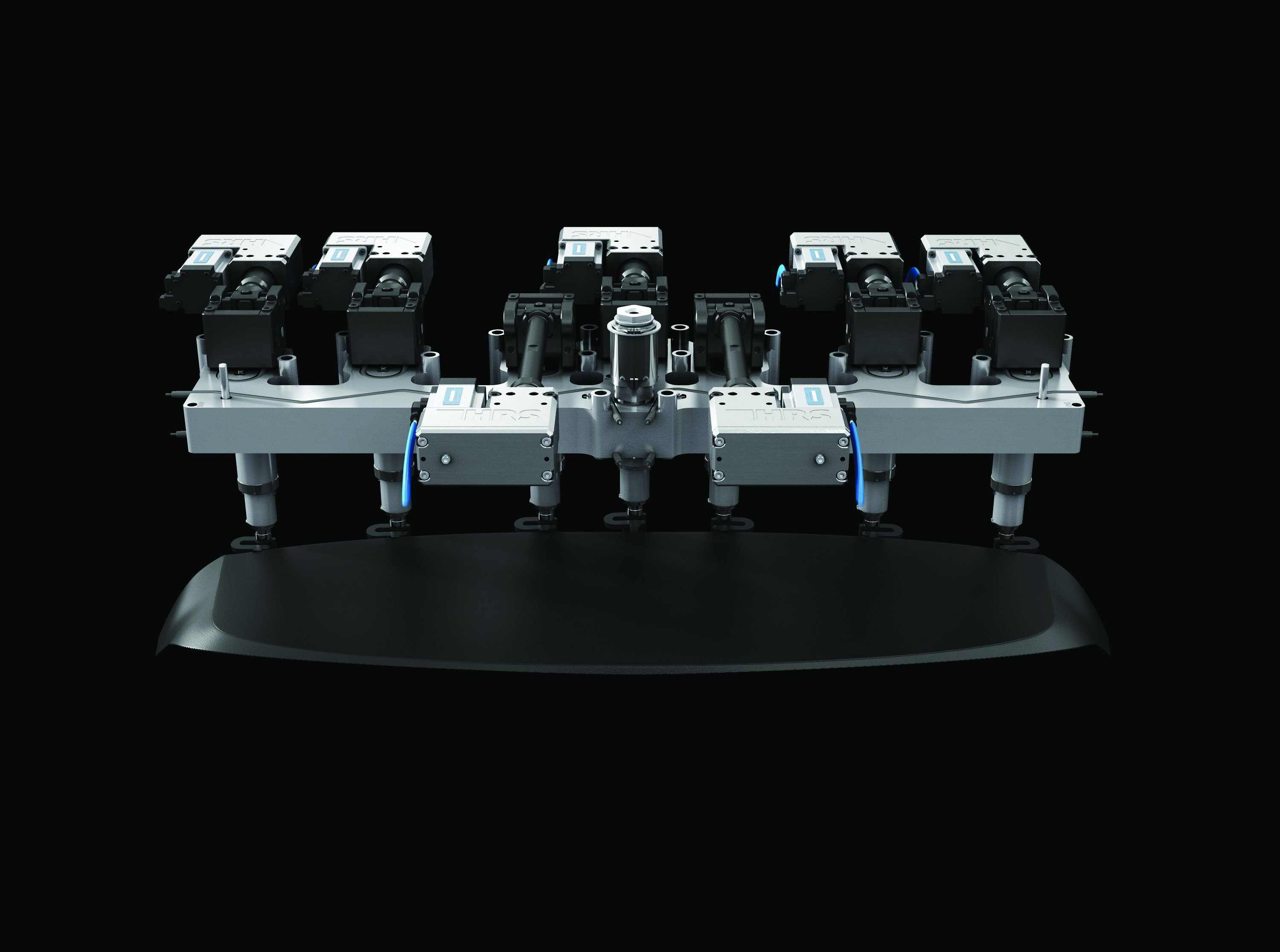
Servo-controlled valve gate hot runner systems will become more and more popular, allowing more precise control over the valve stem’s speed and position during actuation. They also provide a larger processing window and, among other benefits, are more energy efficient than their traditional pneumatic or hydraulic counterparts. Image courtesy of HRS Flow.
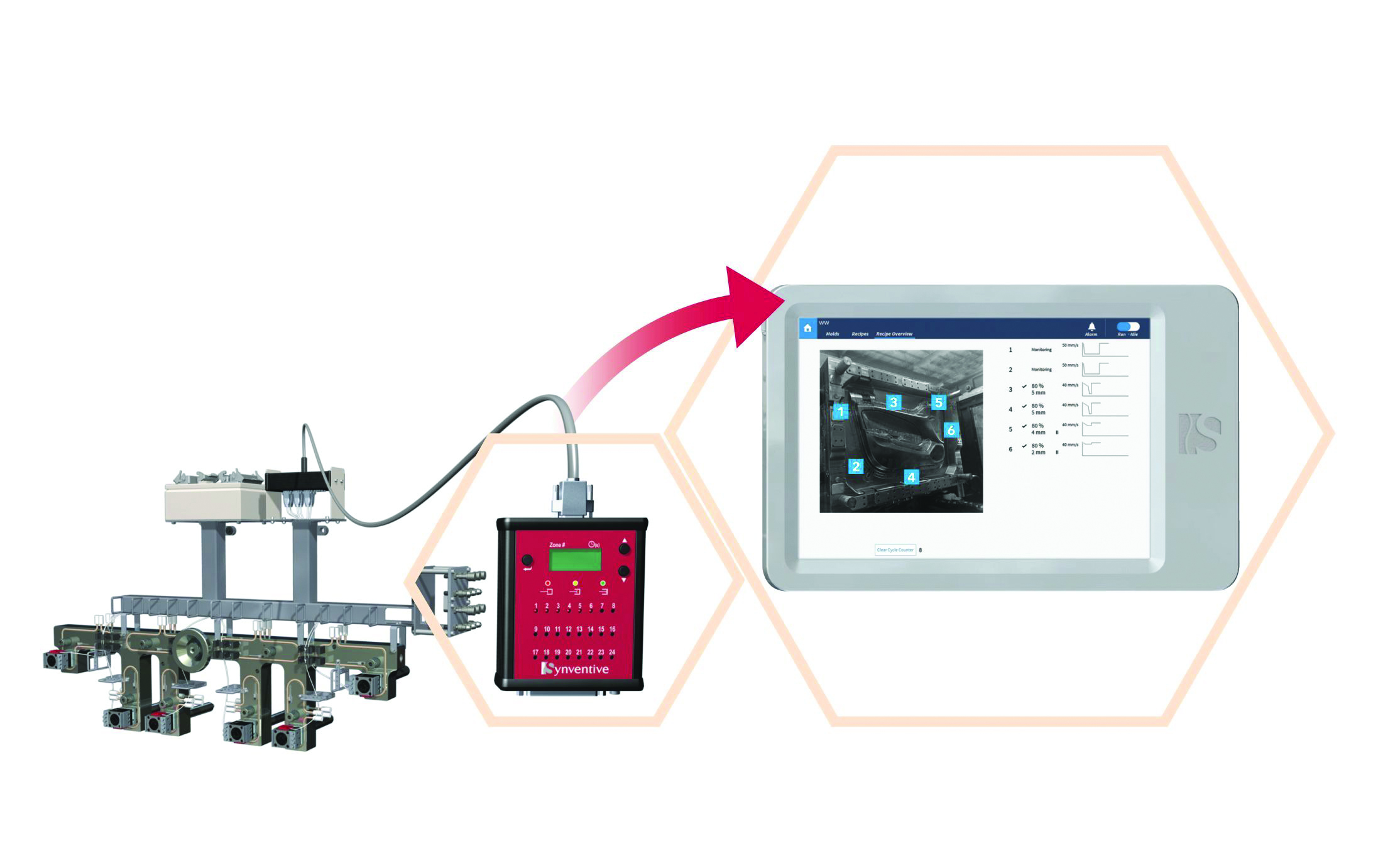
Advances in pin-control technologies are making it possible to mold parts that were previously un-moldable. Shown here is an example in which a monitoring device remotely displays the position of the valve pin during the molding process, making it easier to confirm setup or perform troubleshooting. The system is also scalable, meaning the user can start out with simple pin-position sensing capabilities and, if warranted, upgrade to gain more levels of pin control. Image courtesy of Synventive Molding Solutions.
With many configuration options comes many customer questions, and pricing for hot runner technologies varies significantly today. More than ever before, communication on the front end of a project is key and will help determine the amount of hot runner technology that is required to achieve the optimum part price and performance ratio. Image courtesy of Incoe Corp.



Historically, hot runner systems can be complicated to understand, design and use. They are also among the most expensive components in moldmaking. For both of these reasons and more, MoldMaking Technology invited several suppliers of hot runner systems and components to participate in a special roundtable discussion. MoldMaking Technology asked each company to identify trends and challenges that their customers are facing, share some solutions or tips that can address them and provide some insight into the coming advancements in hot runner technology.
Advancing the Ways to Control Processes
Bill Rousseau, director of Applications and Technical Services at Synventive Molding Solutions (Peabody, Massachusetts) says that there have been major advances in pin-control technologies that are making it possible to mold parts that were previously un-moldable. “Technologies that range in abilities from simple valve-pin speed reduction to complete control of the movement of the pin are now available,” he says. “The challenge is to know when these pin-control technologies are actually needed.” Rousseau points out that some companies go to great expense to outfit a mold with one of these technologies only to find that the mold could produce acceptable parts without it. “At that point in time, the money has already been spent and any complexities involved with running the technology remain for the life of the mold,” he says. “Our solution to this dilemma is to offer a range of scalable technologies. This approach enables hot runners to be supplied with simple pin-position sensing capabilities that can later be upgraded to other levels of pin control. There is no need to commit to any level of technology until after the parts are produced.”



Sudheer Thrissileri, director of Global Hot Runner Systems, for Mold-Masters/Milacron (Georgetown, Ontario) agrees that processors need more precise hot runner control for optimum processing, part quality and gate longevity. “Electric hot runner actuation is proven to provide precise control at both gate-open and gate-close sequences, and molders are trending toward electric valve gates on many applications,” he says. “At Fakuma 2017, many hot runner manufacturers showcased this technology.”
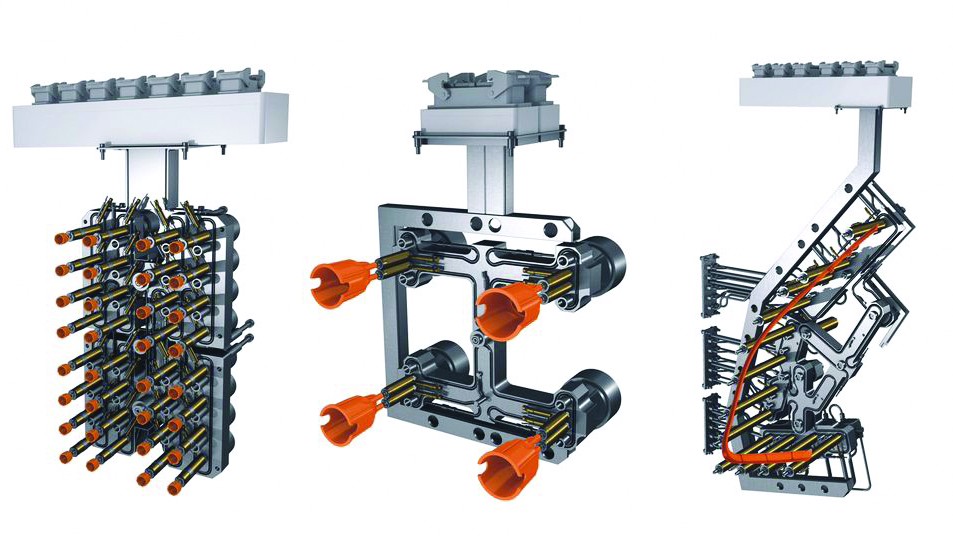
Robert Harvey, director of Sales North America for HRS Flow (Byron Center, Michigan) says that servo-controlled valve gate systems provide far superior processing flexibility than traditional valve-stem actuation. This is because of the ability to have precise control over the valve stem’s speed and position during actuation and the ability to stop it in intermediate positions. Servo-controlled systems also provide for a larger processing window to accommodate competing requirements and conditions, such as the need to process out multiple cosmetic defects that are all distinct from one another. Harvey says that positioning valve pin actuators (cylinders or servos) outboard from the drop and attaching them with a connecting rod provides flexibility in manifold pocket design for additional support and removes cylinders from the area of the hot manifold, which extends the life of the cylinder seals and reduces downtime. “We see the trend only increasing for full, servo valve-stem actuation because of the accuracy of pin actuation and the substantially increased processing window that can be achieved,” he says, adding that the elimination of hydraulic lines and hydraulic seals results in reduced maintenance and increased uptime in all cases. “Servo valve-gate actuation also allows for storage of additional process variables, such as stem position and speed, across many cycles.”
Craig Reynolds, vice president of Business Development and Americas Service and Sales for Husky Injection Molding Systems Ltd. (Bolton, Ontario) says that the growing use of electric valve gate technology, which he believes will be mainstream soon, is giving molders more process control and repeatability. It also will result in operational cost savings since servo-driven systems use less energy than pneumatic or hydraulic valve gates. “It means that moldmakers will need to find a way to control the electric valve gates that will not require them to become computer programmers,” he says.
Making Hot Runner Systems Smarter
Synventive’s Bill Rousseau says that another industry trend involves the use of “smart tools” and the Internet of Things (IoT), and while the idea of completely autonomous production plants seems a long way off in the future, there are examples of companies taking those first steps today. “Control systems that now operate independently will start to be integrated, sharing information about the molding process and making appropriate adjustments,” he says. “This melding of technologies that are currently separate will make them more powerful and easier to implement and operate.”
According to Robert Harvey of HRS Flow, program timelines are being increasingly shortened, requiring very efficient transfer of design information and design execution along with faster manufacturing lead times. “Balancing the stringent quality requirements of more complex parts with operational needs like color changes is requiring more process flexibility from ‘smarter’ and more capable manifold systems,” he says. “These systems are capable of controlling valve-stem speed and position and of providing process feedback.”
Providing Comprehensive Customer Service
Brenda Clark, engineering manager for Hasco America Inc. (Fletcher, North Carolina), believes that one of the biggest challenges moldmakers and mold designers face is knowing which hot runner system will support their applications and how to design, build and then maintain the chosen system over the life of the mold. She points out that the level of initial communication between the moldmaker, mold designer and the hot runner supplier is of the utmost importance. “Having details about individual system components (manifolds, nozzles, heaters and so on) and their spare parts breakdown can be most helpful to the mold designer and the moldmaker,” she says. “A good hot runner supplier will provide documentation covering all the components for the complete hot runner system and hot half, including machining requirements, fits and finishes, and the maintenance requirements for every component.”
Tim Markham, hot runner coordinator for PCS Company (Fraser, Michigan) says that customers often struggle with correct spacing of cavities and nozzles. They also struggle with choosing the right nozzle size to fill the part as opposed to choosing a nozzle based on the size of the mold. “We encourage our customers to contact us before they design their molds, so we can guide them to the correct nozzle size and tip option to use for their part,” he says.
Jim Bott, business development manager for Incoe Corp. (Troy, Michigan) is seeing customers struggle with estimating prices for new or newer customers and getting the timing right on various, required steps in the moldmaking process beyond the actual mold build. “Estimating price can be easily done for existing customers with known, established specifications,” he says. “The challenge is providing the proper price estimate for new or newer customers to achieve their required part outcome, because pricing for hot runner technologies varies significantly today and throws the price-per-drop estimate approach out the window.” Further, Bott says that getting the timing right on things like hot runner quotes, mold simulation/warp and cool/FEA thermal results, system CAD data results and meeting delivery requirements is extremely important but also challenging. Like Brenda Clark of Hasco, Bott believes that communication on the front end of a project is key. “Hot runner professionals can partner with the moldmaker to conduct a meeting with the molder, in person or via WebEx, to determine the amount of hot runner technology that is required to achieve the optimum part price and performance ratio. That information helps our company’s application engineers to establish more quickly an accurate quote for the hot runner solution,” he says. Incoe also has added mold filling simulation software and hardware stations and has added more engineers. The company has a long-standing partnership with Beaumont Technologies to offer warp- and cool-engineered analyses. The company also hired additional CAD design engineers to reduce the required time to get the data to the moldmaker.
“Basic mold flow services are available for those applications that require the review of gate options and fill patterns,” PCS’s Tim Markham says. He adds that for specific resins, it is important to review the various options for molding parts, whether it is a direct gate or gating through a runner, a thermal gate or a valve gate. “We also advise customers not to use a hot runner system in certain applications that run exotic resins,” he says.
Overcoming Molding and Gating Challenges
Husky’s Craig Reynolds says that moldmakers are facing increasing technical requirements driven by smaller parts (or those that are less than 0.1 grams), tighter quality requirements and more challenging resins like polysulfone (PSU) alloys that are extremely sensitive to heat and that are catastrophic if they degrade in the hot runner. “One example includes Cpk’s of greater than 1.66 on critical part dimensions, which are often required to support the parts that interface with other parts in increasingly complex assemblies like drug auto-injectors,” he says. “We have invested heavily in applications engineering and designs, and we build our own control systems for temperature, valve gates and servos. Thermal FEA’s are also performed on every hot runner system to ensure even, consistent heat profiles.”
Sudheer Thrissileri of Mold-Masters also points to trends involving the use of advanced resin types and parts that are more complex to produce. For instance, he points to thinner-walled parts and complexities like stringent requirements on clarity and eliminating gate marks on visible part surfaces—all of which he says forces the industry to develop new techniques in injection molding. This, in turn, leads to the design and development of hot runner systems that can process new resins without dead spots and support applications that require higher injection pressures. For example, he says that the need for quality gate appearances has increased from a functional aspect to a more aesthetic one that requires both moldmakers and hot runner suppliers to design tighter gate area geometry tolerances.
HRS Flow’s Robert Harvey sees a trend toward more complex parts as well as parts consolidation from assemblies. Because of this, the number of drops are increasing and often in a staggered pattern, he says, causing more intricate layouts of water cooling lines and requiring thicker cavity plates that can provide needed support for the mold. Thermally insulated manifold supports are now available, as are gate cooling inserts that make it easier for moldmakers to get water to the gate areas.
PCS’s Tim Markham believes cast manifolds will be the wave of the future. “This will give designers the ability to create better balance in the flow channels, with fewer dead areas that can trap degraded resin, and it will enable better color changes,” he says. Sudheer Thrissileri of Mold-Masters adds that due to the weight reduction of molded parts, the need for faster cycle times and molds that are expected to run millions of cycles, the robustness of molds becomes more critical. “The use of alloy steels and special coatings for steel that can withstand many years of production will become more the norm than special,” he says.
Incoe’s Jim Bott says to look for solutions that will improve melt-delivery performance over what is currently available and in a smaller footprint. “This will provide the mold builder with more real estate to implement mold heating and cooling technologies,” he says. It will also be possible to reduce or simplify mold machining, he adds. Hasco’s Brenda Clark says that spare parts for manifolds, nozzles and heaters are becoming more standardized and easy to access when changeouts are required, such as when a problem arises or simply because of normal wear and tear on the system. Standardization will also help designers design a better mold and give moldmakers critical sizing details for more accurate machining that can alleviate fit or leak issues. “This also will advance the manufacturing of more reliable systems and hot halves for all end users,” she says. “Good information in equals great production out!”















Related Content

Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read More
Fundamentals of Designing the Optimal Cooling System
The right mold components can help improve mold cooling and thereby produce higher-quality parts.
Read More
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read More
Moldmakers Deserve a Total Production Solution
Stability, spindle speed and software are essential consideration for your moldmaking machine tool.
Read MoreRead Next

Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More