
Help Your Customers Reduce the Cost of Making Plastic Parts
How to take advantage of the properties of DLC coatings to design better molds and improve cycle times.

Some successful applications include medical syringes, PET bottling, PVC extrusion and thin-walled containers, which are seeing the benefit not only on the plastic molding surfaces, but the non-plastic molding parts of the tooling as well as leader pins and bushings.

Moldmakers and molders are taking advantage of the properties of DLC coatings to design more efficient tooling and improve cycle times.


To the right see black DLC-coated injection tooling requiring wear resistance and improved part release, due to abrasive resin fillers and complex geometries/design details. Pictured below is a photo of a molded part after achieving tool protection and quicker part ejection.



“How can we mold more parts on the same equipment in less time and lower our costs?” is a standard question whose common answers include reduce cycle time and/or improve mold yield efficiency. Surface treatments have been part of this solution and in the last 10 years a new family of coatings—DLC (diamond like carbon)—has come onto the scene that demonstrates the ability to further streamline costs and increase productivity.
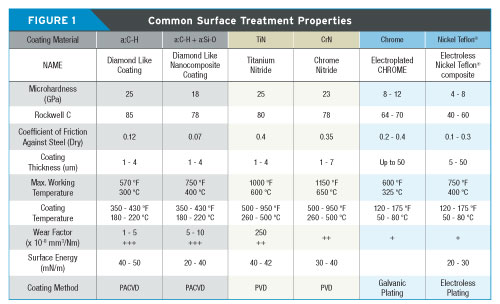
Most DLC coatings are produced by a high-vacuum process called PACVD (Plasma Assisted Chemical Vapor Deposition) that does not exceed 400°F and applies a 2 micron (or 0.00008”) thick uniform coating that conforms to the mold texture without distortion of the geometry or change in the texture.
The DLC coatings are primarily a:C:H and are chemically stable to either strong acids or bases. The amorphous, non-crystalline structure of DLC coatings provides good corrosion resistance for the tool base material and does not need a minimum thickness to create this corrosion protection.



The family DLC coatings are very hard—ranging between 78 to 85 Rc in hardness—because the carbon contained in the coating has both Sp3 and Sp2 structure. The very dense DLC coating has a coefficient of friction ranging from 0.05 to 0.1. For reference, Teflon is 0.02 and thin dense chrome is 0.2, as measured dry by steel ball on coated disk. The carbon-based coating also exhibits a resistance to outgassed residue buildup growth, reducing the speed by which the layer grows and lengthening the time between cleanings. In general, DLC coatings are abrasion-resistant, corrosion-resistant and possess a low coefficient of friction.
Mold Benefits
For the mold user all of these characteristics mean more uptime, corrosion protection, longer tool life, dry running and improvements to your existing tooling.
More Uptime
Because of the reduced plastic residue build up, tools stay in service three to four times longer before requiring maintenance. The lower surface energy of these coatings allows for faster mold clean up during maintenance, reducing the tool out of service time by more than 50 percent. Most molders see three to five more hours of mold running time per week on the same equipment—allowing more parts to be molded on average per hour, reducing the manufacturing costs.
Corrosion Protection
Due to the chemical inertness of the DLC coating and its amorphous structure, highly corrosive plastics like PVC and Nylon can be run without rapid erosion of the mold tooling. This factor dramatically increases tool life by more than three times. The choice of which base material to use can be influenced by the need to resist corrosion rather than to reduce cycle time. By using DLC coatings, a different base material can be used that allows more efficient cycle time and protects against corrosion thereby increasing the number of molded parts produced per hour.
Longer Tool Life
Many plastics materials are processed with fillers like fiberglass, talc, mica, and color additives such as TiO2 for white pigmentation, flame and mildew retardant, which are highly abrasive and/or corrosive. These can all lead to more rapid tool wear, reducing overall tool life. DLC coatings provide a hard surface that resists abrasive wear. During tool maintenance, burnt residues are challenging to remove and maintenance personnel sometimes resort to pads and wire brushes to clean the buildup off the tool. These harsh cleaning methods can shorten tool life. The barrier that DLC coatings provide reduces plastic residue adhesion building on the tools and reduces labor needs required for removal processes.
Dry Running
The low coefficient of friction and low surface energy of DLC coatings minimizes steel’s tendency to cold weld under cycling, so no lubrication is necessary for parts like ejector pins, sleeves and other sliding, nonmolding components to produce molded parts. This makes DLC coating very useful for food & beverage and medical molding, which needs to be manufactured dry because of contamination concerns.
Improvement for Existing Tooling
Since no preheating is necessary for the coating adhesion and the process temperature does not exceed 400°F, existing tools made of standard tool steels (e.g., H13, S7 and D2) can be safely coated without loss of base hardness or dimensional changes. This is because the tempering temperature is not being exceeded. DLC coating can also be applied to aluminum and beryllium copper alloys.
Summary
Moldmakers and molders are taking advantage of the properties of DLC coatings to design more efficient tooling and improve cycle times. DLC coating is not a release coating; however, it does allows a mold to run at design efficiency for a long period of time without having to make many adjustments to cycle time. The release generated by this coating is due to the surface characteristics and nothing is being consumed. So as long as the coating is present, there is no need to make adjustments in cycle times since the release remains consistent.
The properties of DLC coatings can be altered to increase wear resistance, reduce plastic sticking, and by adjusting the chemistries and coating parameters to make the most appropriate coating for the type of molding application and plastic material being molded. Today there are DLC coatings being designed to allow a decrease in the door-to-door cycle time for many applications.
Some successful applications include medical syringes, PET bottling, PVC extrusion and thin-walled containers, which are seeing the benefit not only on the plastic molding surfaces, but the non-plastic molding parts of the tooling as well as leader pins and bushings.
Although diamond-like coatings can offer a variety of molding solutions to common problems like wear, corrosion and dry molding, no coating will make a bad tool into a good tool. Any coating will improve how the plastic and the tool work together, but new coating technology, like DLC coatings, continue to improve production rates and reduce the cost of making plastic parts.












Related Content

Precision Welding Services Offer Rapid Turnaround Mold Repair and Reduced Molder Downtime
X-Cell Tool & Mold relies on outsourced, high-quality welding repairs from Lewis-Bawol Welding to ensure its customers' molds are back in production quickly and affordably.
Read More
Most-Viewed Content of 2022
The most popular MoldMaking Technology content according to analytics reports over the past 12 months.
Read More
What You Need to Know About Hot Runner Systems and How to Optimize Their Performance
How to make the most out of the hot runner design, function and performance.
Read More
Questions and Considerations Before Sending Your Mold Out for Service
Communication is essential for proper polishing, hot runner manifold cleaning, mold repair, laser engraving and laser welding services.
Read MoreRead Next

How to Prevent Seizing and/or Galling of Wear Plates, Slides And Core Pins
Using PVD/PACVD surface treatments can produce a desired tribological behavior without a costly change to design or material.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More