
Growth Through Diversification
Whether to stabilize workflow, meet customers’ needs or capitalize on machinery investments, these mold builders are broadening their service capabilities.

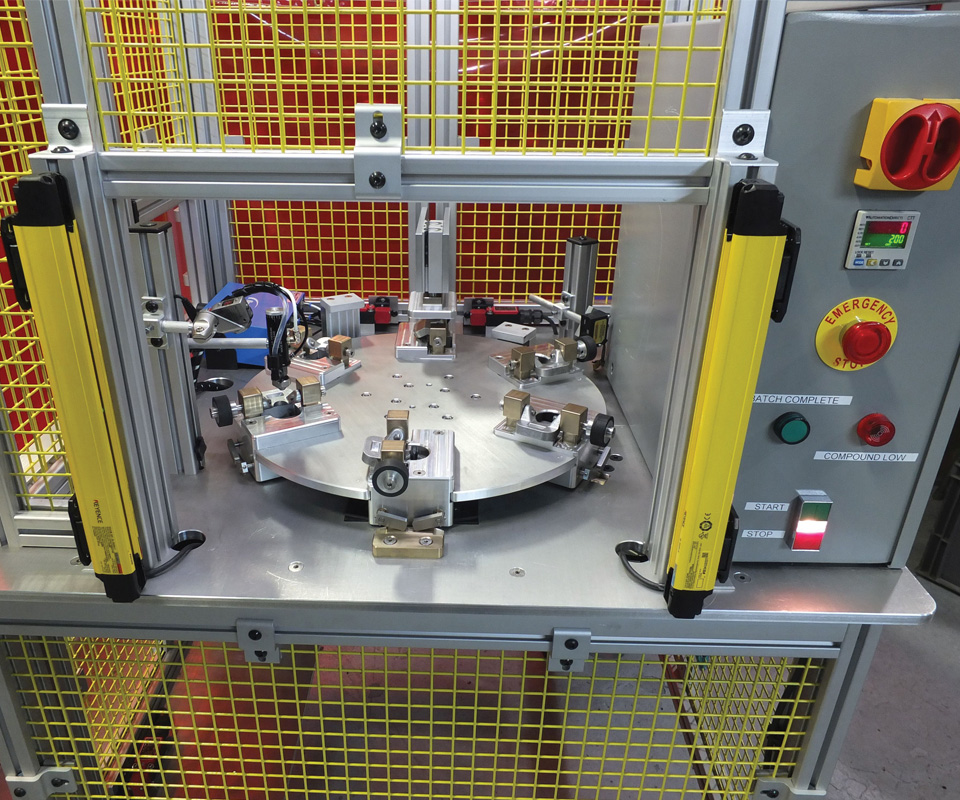
Automation cells such as this one built by Ameritech Die and Mold’s automation division, not only fulfill customers’ needs to automate secondary processes like product assembly, polishing and packaging, they’ve provided a viable reason to diversify the company’s services. Image courtesy of Ameritech Automation Systems.

A PMI machinist manages the milling of a mold component on a Hermle C42 five-axis vertical machining center, which the company purchased to help it diversify into the medical device industry as well as continue to serve its automotive customers. Image courtesy of PMI Industries LLC.

This 674-ton Haitian MA6000II/4500 is one of several injection molding machines that have enabled Chicago Mold Engineering, to add production molding services, diversifying and expanding its business. Image courtesy of Chicago Mold Engineering Co.


One of the most significant recent trends in the moldmaking industry is diversification of the products and services moldmakers are offering. Substantial investment of time, effort and money, not to mention human resources, is required to successfully launch a brand-new enterprise, so diversification allows manufacturers to more economically broaden their capabilities, add value to what they do and grow their businesses. This article takes a look at the diversification strategies of three such mold manufacturers.
Building Automation Solutions
Good timing might be a way the team at Mooresville, North Carolina-based Ameritech Die and Mold Inc. would describe how its new automation division got its start in 2012. As Steve Rotman, owner and president, explains, a customer “pushed” its Ameritech South moldmaking facility to partner with it, because the customer was unhappy with its existing resources for automation. At the time, the division, based in Ormond Beach, Florida, retained contractor Joe Johnson, a United States Air Force veteran with automation and project skills, to wire and program automation whenever a customer requested it. Demand for automation continued to grow, and Ameritech Automation Systems (AAS) was formally launched in 2013. Johnson was asked to lead operations and drive the automation business forward.



Although pressure from a customer may have influenced Ameritech’s decision to launch AAS, Bob Jewell, Ameritech’s sales and business development manager, says one of the company’s growth strategies is diversification, and branching into automation seemed like a synergistic and natural next step. Synergistic, he says, because Ameritech had most of the equipment it needed to fabricate automation cell components, including a Mazak VTC-300C CNC machining center, which was frequently used for automation projects. In fact, more than 30 of the company’s existing machining centers and a wide range of its machining capabilities are shared between moldmaking and automation component manufacture. Most of the additional dollars Ameritech invested in AAS went toward the purchase of items such as workbenches, cabinets, rack shelving and toolboxes, along with hand tools for building control panels and wiring the automation cells. Additionally, Allen Bradley Studio 5000 software was purchased to set up the programmable logic controller (PLC), human-machine interface (HMI) and other electronic components that control the automation equipment.
AAS’s five employees design, engineer and manufacture complete automation systems, often concurrently with mold building, taking a one-stop, turnkey approach, Johnson says. The systems they build vary from advanced fixturing to complete automated cells. Depending on their complexity, it can take two to six months to build fully automated cells, while fixturing alone might take two to four weeks.
The company recently built a cell that inserts molded-rubber dust covers onto molded-rubber components and then inspects the assemblies for quality. These assemblies are used to prevent underground electrical terminals from corroding. Johnson says this customer previously needed the work of 13 employees to accomplish what this automated cell does with one operator, reducing labor by 92 percent while also completing an assembly every 2.5 seconds. “Our customers often have more work than they can complete with their current personnel. Our machines free up operators to complete other critical tasks,” Johnson says.
To date, AAS has delivered more than 45 completed cells to 20 customers, initially targeting companies that the mold manufacturing division had worked with before. The company has seen double-digit year-over-year growth during its three-year existence. Johnson says word-of-mouth promotion through suppliers like Miller Bearing has helped generate new-customer revenue, and the company is building new business via outside sales efforts as well.
While AAS currently outsources some parts of the automation work, as the division grows, it plans to eventually bring all areas of automation manufacturing in house. Johnson says that, more than just having the right equipment, staffing the right people is paramount. Jewell says AAS’s recruitment strategy is simple and straightforward. The company primarily has been using online recruitment tools like CareerBuilder. New hires have been neither beginners nor apprentices, but training is provided in house on Ameritech systems, processes and expectations. “This takes up to 90 days, and then we let them run solo, and it has worked well so far,” he says.
Medical Devices Widen the Path to Growth
Until it was acquired by BAM Enterprises in April 2015, PMI Industries, LLC’s customer base was 90 percent automotive. Almost immediately after, the Rochester, New York, company, which specializes in mold building, precision machining and plastic injection molding, began to overhaul and update its equipment and operations. It also earned ISO 13485:2003 certification for Class I medical device manufacturing to diversify its market focus.
“We knew diversification was a must,” says Greg Almeter, manager of new business development. Focusing mostly on automotive work in today’s economic climate can pose some risk. “When it’s good it’s good, but when it’s bad, revenue streams can be unpredictable,” he says. The company decided to branch out into the medical market to help increase revenues, and steady work and cash flows.
PMI chose the medical industry because molds for this industry are typically very complex and design-heavy, Almeter says, and PMI believes this type of work is the company’s strength. He says there is also steady growth in this market, as medical companies tend to have large R&D budgets and there are minimal operations being taken offshore.
PMI is presently building some medical tooling, but by obtaining its Class I certification, the company can begin to manufacture medical devices such as handheld surgical and dental equipment and other Class I medical devices. Almeter says it will take two or three years to break fully into the medical device market, and using a methodical approach will lead to opportunities for winning larger projects, more complex tooling jobs and higher-dollar sales. Integral to success in this market will be exhibiting the products it makes at medical industry shows, he says.
Almeter says changing a company’s “culture” also is necessary to keep up with an evolving industry. Today’s machining and metrological technologies produce higher-quality products and tighter tolerances which are critical for medical devices, and employees need to approach their responsibilities with increased diligence. PMI holds regular employee meetings to discuss new quality processes designed to meet customer needs as well as regulations by the U.S. Food and Drug Administration, which oversees medical device manufacturing. “We also ask them to think of the patients who will use the products we make to convey on a more personal level why advancing our capabilities and quality processes is for the good of the company as well as the personal growth of each employee,” Almeter says.
Last year, PMI spent $6 million on new machining equipment, and Almeter says the company’s growth strategy includes adding cleanroom molding in the next three to five years. Another growth initiative is expansion of PMI’s 50,000-square-foot plant, which he says will happen as soon as new-business sales justify it.
More equipment purchases expected in the near term include new metrology equipment such as optical or scanning technologies for the company’s quality lab. The lab currently has a Zeiss Contura G2 coordinate measuring machine with a touchprobe and another, older CMM. PMI’s injection molding capabilities range from 110 to 1,100 tons, and the company recently purchased a new 500-ton Toyo electric press. Almeter says this press is currently being used for multiple platforms, but as the company moves further into medical device manufacturing, all-electric presses will be critical for cleanroom molding. “They are the cleanest, most accurate machines out there, which is very important, plus they are more environmentally friendly regarding power usage,” he says.
PMI expects to increase sales by $1 million to $2 million by the end of this year based on its recent efforts to break into the medical device market, and Almeter says there already are purchase orders to support this prediction. Two additional moldmakers have been hired, and the company plans to hire one more. PMI also is looking to fill process engineer and process manager positions, among others.
Molding Flexibility and Independence
“Skillful mold fabrication with a wide diversity of capabilities” is how the team at Chicago Mold Engineering Co., Inc. (CME) in St. Charles, Illinois, describes the services it offers to customers, and the list of capabilities recently grew to include production molding.
This new service sprang from the company’s desire to become more independent and not rely on outside sources to conduct mold sampling, says Shawn McNamara, molding plant manager. Other motivations included not being limited by press availability at other shops, as well as controlling costs associated with the samples, and freight to and from the sampling locations. CME always intended to expand in this manner, he says, and the timing was right in 2012, when the company began to outgrow the 15,000-square-foot addition it built four years earlier to house its gundrills and sampling presses. “Our molding machines were sitting idle in between sampling jobs, taking up floorspace, and that’s when the conversation about production molding began,” McNamara says.
CME had been sampling molds with two Haitian presses: a 1,124-ton SA10000/6800 and a 528-ton MA4700/2950. In 2013, it bought the building next door, adding an additional 40,000 square feet of space that was converted into a state-of-the-art, temperature-controlled molding facility and warehouse. Soon after, CME bought three more Haitian injection presses (a 214-ton VE1900/580, a 427-ton MA3800II/2250 and a 674-ton MA6000II/4500 with a robot) plus an Engel VC 2550 440-ton thermoset press; several Thermarator temperature control units and manifold controllers; granulators; gravimetric blenders; and a shrink-wrap machine. It also recently purchased a Milacron MTs 310-ton press.
McNamara acknowledges it wasn’t smooth sailing diversifying from just sampling into production molding. “We’re moldmakers, so what do we know about mixing screws?” he asks with a laugh. “We’re learning.” Staffing the new division started from within the company then grew to recruiting experienced personnel from outside, including a lead processor with more than 30 years’ experience and a lead setup person with more than 25 years’ experience. These experienced personnel have trained existing CME staff in how to run a production molding company. McNamara says his team also received training with some of the new equipment it purchased.
CME runs both molds it builds and those built by other moldmakers, and many of these jobs produce commercial products such as flower pots and air filters, as well as components for automotive, food service and appliance markets. McNamara says the company’s strategy for determining the kinds of production molding jobs it will start out running is evolving. It found its first few customers by tapping into its existing customer base. Simpler molds are preferable for startup production molders looking to hone their capabilities, he says, but CME recently hired a dedicated veteran salesperson to help the division incorporate production of more complex and higher-tolerance parts.
A side benefit gained from this new ability to run molds is that CME’s moldmakers can see firsthand how tools react to manipulations of the molding process, McNamara says, and they can use this information to improve future mold designs, including better placement of gates, vents, inserts and so on.
Production molding has also forced CME to learn how to manage ordering and stocking molding materials, including resin colors, and packaging and shipping supplies, including the sizes and quantities of corrugated boxes, shrink wrap, packing materials, product and carton labeling, as well as the labor needed to handle the actual packing and shipping. “There’s no question that with production molding, inventory control goes much deeper than with mold sampling,” McNamara says.
Scrap is another molding challenge for CME. McNamara says the magnitude of parts that get scrapped during production can be staggering.
In the end, McNamara says its production molding operation has given CME more independence and the flexibility to run its own tools, plus it has immediate access to its mold manufacturing operation next door. “We can sample molds, troubleshoot them and sample them again all in one location—no more working out logistics and no paying for time on someone else’s machines,” he says.















Related Content

MMT Chats: Acquisition Trends and Lessons for Mold Builders
Jim Berklas is a former full-time M&A lawyer for several of the largest private equity firms in the country and has 25 years of M&A experience and 200 closed transaction. Today, he is founder and M&A Leader with Augmented Industry Services. He joins me for this MMT Chat on mergers and acquisitions trends and strategies within in the mold manufacturing industry. This episode is brought to you by ISCAR with New Ideas for Machining Intelligently.
Read More
OEE Monitoring System Addresses Root Cause of Machine Downtime
Unique sensor and patent-pending algorithm of the Amper machine analytics system measures current draw to quickly and inexpensively inform manufacturers which machines are down and why.
Read More
The Trifecta of Competitive Toolmaking
Process, technology and people form the foundations of the business philosophy in place at Eifel Mold & Engineering.
Read More
MMT Chats: Marketing’s Impact on Mold Manufacturing
Kelly Kasner, Director of Sales and Marketing for Michiana Global Mold (MGM) talks about the benefits her marketing and advertising, MGM’s China partnership and the next-generation skills gap. This episode is brought to you by ISCAR with New Ideas for Machining Intelligently.
Read MoreRead Next

Beyond Mold Building and Repair: A Strategy for Increasing Revenue
Although all mold building companies perform mold repair, few form a strategy to actually promote and provide mold maintenance to customers as a plan for growth.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More