Graphite-Mold Casting Process Yields Cost Savings for Lens-Cutting Machine Maker
A leading manufacturer of lens processing equipment is saving time and money, thanks to an economical casting process. A part that was, until recently, made up of four individually machined pieces is now being produced as a single, economical casting that is more rigid and more stable than the old four-part assembly.
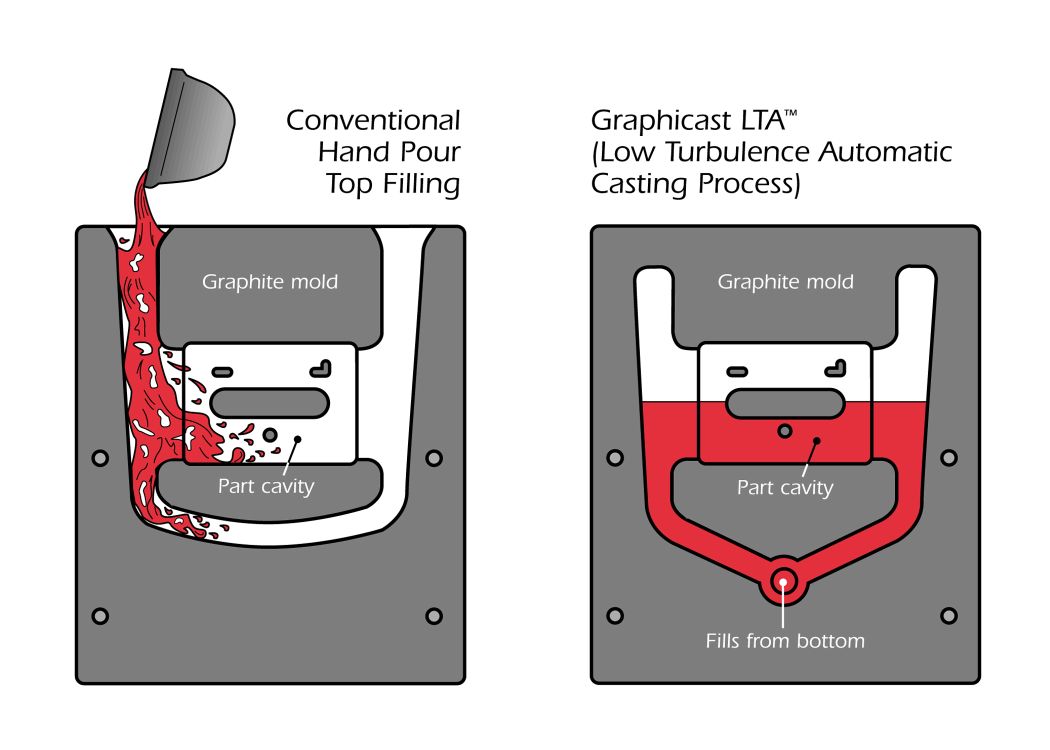
Graphicast’s specially designed equipment (such as the Low Turbulence Automatic™ casting machine diagramed here) controls fill rate, cycle time, and temperature simultaneously. Because they fill each mold from the bottom, these machines minimize the turbulence of the molten metal, producing parts of exceptional quality and repeatability.

The National Optronics 7E Edger trims plastic eyeglass lenses to fit a wide variety of frame styles. In lenses meant for rimless glasses, it drills tiny screw holes. The manufacturer discovered that Graphicast, Inc., a New Hampshire casting house, could produce the machine’s drill support more quickly and economically using graphite molds.
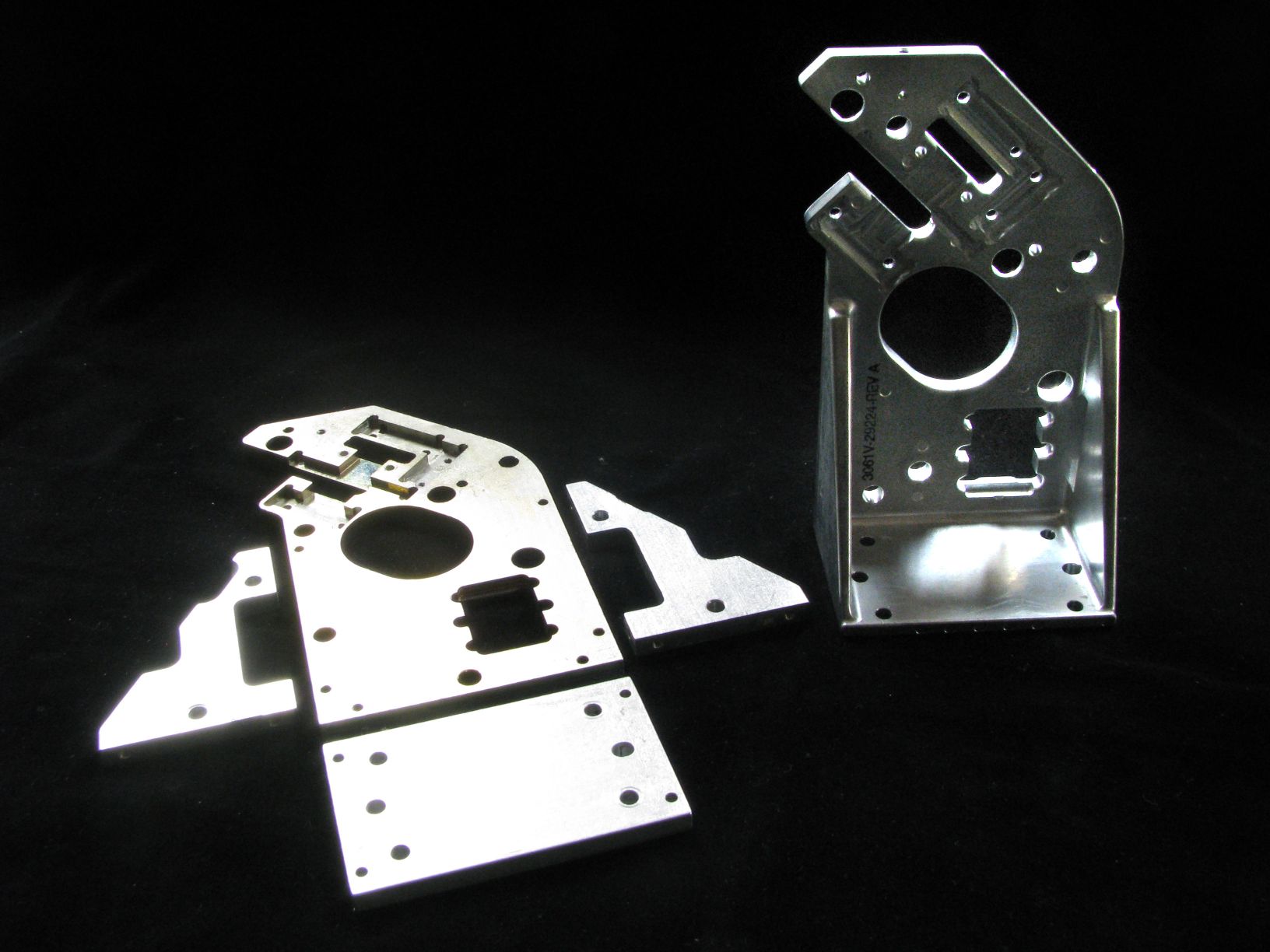
The drill support that goes inside every National Optronics 7E Edger was formerly assembled from four individually machined pieces (at left). Now the support is cast whole (at right) by Graphicast, Inc., dramatically reducing both the cost and time of production.



National Optronics, in Charlottesville, Virginia, produces high-precision machines for surfacing and finishing plastic eyeglass lenses. In use at optical laboratories and stores such as Walmart and LensCrafters, these reliable and easy-to-use machines include blockers, tracers, edgers, and surface generators.
In 2008, in an ongoing effort to reduce manufacturing costs, buyer Andy Irvine and his colleagues at National Optronics focused on a drill support being made in the machine shop at the Charlottesville plant.



“There had to be room for improvement,” Irvine recalls. “To make just one of these steel parts, the shop was machining four sections separately and screwing them together. We figured there had to be a better way to make the part — perhaps even from another material.”
The part supports a drill inside the company’s 7E Edger, an automated 3-axis patternless edger with exceptional accuracy and speed. The machine uses patented dry-cutting technology to trim polycarbonate, Hi-Index, CR-39, and Trivex eyeglass lenses to fit a wide range of frame styles. For rimless eyeglasses, the 7E drills tiny screw holes in the lenses. Its user-friendly software interfaces with related equipment and stores lens programs for each customer — programs that allow fast, easy cutting of duplicate lenses if the customer orders a second pair of glasses.
Irvine and National Optronics engineer Steve Hovanic consulted Kirk Barrett, regional sales manager for Graphicast, Inc. Since 2006, Graphicast, a single-source contract manufacturer based in New Hampshire, has been making various parts for National Optronics, using graphite molds to cast parts from ZA-12, a zinc-aluminum alloy that is harder, stronger, and more durable than aluminum, brass, bronze, or plastic. Graphicast offers in-house design services as well as tooling, net shape casting, secondary machining, finishing, and CMM part inspection.
Barrett studied the drawings for the four-piece assembly, suggested National Optronics produce them as a single casting, and quoted a competitive price, according to Irvine. So began a fruitful collaboration.
With his technical experience and cost-control background, Irvine thinks like an engineer and was the logical choice to serve as the coordinator between National Optronics and Graphicast. After back-and-forth design discussions, the two companies agreed on a new design optimized for the casting process. Graphicast produced a prototype, then delivered the first actual drill supports in April 2009. Since then, National Optronics has ordered four to five production runs per year, with 50 or 60 parts per run.
According to Irvine, the new production method saves National Optronics about $11,000 a year. These savings result from lower costs for raw materials, machining, and assembly. “The cast part is a drop-in replacement for a part that used to be quite time-consuming to make, plus it is more rigid, since it is all one piece,” says Irvine. “It’s a better solution all around.” Irvine continues: “It is also a perfect example of how involving a knowledgeable supplier such as Graphicast early in the design stage can pay big dividends for the manufacturer.”
Graphicast’s casting process is especially well suited for annual production runs of 200 to 20,000 parts. For a typical medium-volume production run, the cost to machine each part from scratch is too high, yet the quantity is too low for high-volume manufacturing methods to be cost-effective. Based on total acquisition cost (cost-per-part times volume plus tooling costs), the graphite mold/ZA-12 casting process is a lower-cost alternative to CNC machining, die casting, sand casting, and investment casting for such medium-volume production runs. Furthermore, the high accuracy and lustrous surface finish of ZA-12 parts virtually eliminate additional finishing steps required with other casting techniques, for a much lower total cost per part.
Tooling costs for the graphite mold/ZA-12 process are much lower than for die casting or injection molding because graphite costs far less than tool steel and requires no heat treating. Graphite’s exceptional machinability further shortens the moldmaking phase. In fact, a graphite mold can often be produced weeks faster than a die-casting mold, and for about one-fifth the cost. And because a graphite mold will not warp or corrode, it can be stored indefinitely and reused. Typical turnaround time from finished CAD design to production samples is only four to six weeks.
Graphicast obtains the best possible casting results by using proprietary automated casting machines that fill each mold from the bottom up. This minimizes turbulence in the molten metal, thereby greatly reducing porosity. Using a process controller to simultaneously control fill rate, cycle time, and temperature, these machines yield parts of exceptional quality and repeatability at a relatively low cost per part.
Equally important to the process are the attributes of the ZA-12 alloy, which has excellent castability at a relatively low temperature. Because ZA-12 is spark-proof, it can be used in hazardous environments, and since it cannot be magnetized, it is ideal for electronic shielding. Castings have a density approximately the same as cast iron and can include contours, variations in surface elevations, holes, and other precise features.
ZA-12 parts require no heat treating, and their typical surface finishes of 63 microinches or less are better than finishes from other casting processes. In many cases, ZA-12 parts require little or no machining, but for non-castable features, ZA-12 is machined as easily as brass or bronze and more easily than cast iron or aluminum. Although the drill support for the National Optronics 7E Edger needs some secondary machining after it comes out of the mold, it needs far less than was required by the previous method of production.
ZA-12 castings have a bright, corrosion-resistant finish that requires no coating or other preparation. They can be chromated, plated, painted, powder-coated, or finished with electro-coated acrylic or epoxy as necessary.
In these times of economic uncertainty, casting ZA-12 alloy with a graphite mold offers original equipment manufacturers a way to limit the risks associated with product introductions or redesigns. Because a graphite mold can be modified quickly and economically, it provides manufacturers with much more flexibility in debugging or improving products while still controlling costs — a major advantage over traditional casting methods.
Customers who anticipate high-volume production of a part should realize that if the part is redesigned for any reason, a high-volume process, such as steel-mold die casting with its large up-front investment, no longer makes financial sense. With a graphite mold, less is at stake, so why not minimize the financial risk by starting with a shorter run of ZA-12 parts? If forecasted end-product sales do not materialize, the Graphicast process still yields a low total cost per part at low production volumes. On the other hand, if sales exceed forecasts, the process can be easily scaled up to handle increased volumes.
“Graphicast has been great to work with,” says Irvine. “They were very helpful up front in the design effort, and they have provided valuable technical support at every stage in the process. On the purchasing and production side, working with them has been seamless, like clockwork: We simply place an order and forget it. We never have to worry about it again — they always ship on time.”















Related Content

MMT Chats: Marketing’s Impact on Mold Manufacturing
Kelly Kasner, Director of Sales and Marketing for Michiana Global Mold (MGM) talks about the benefits her marketing and advertising, MGM’s China partnership and the next-generation skills gap. This episode is brought to you by ISCAR with New Ideas for Machining Intelligently.
Read More
OEE Monitoring System Addresses Root Cause of Machine Downtime
Unique sensor and patent-pending algorithm of the Amper machine analytics system measures current draw to quickly and inexpensively inform manufacturers which machines are down and why.
Read More
Steps for Determining Better Mold Prices
Improving your mold pricing requires a deeper understanding of your business.
Read More
Making Quick and Easy Kaizen Work for Your Shop
Within each person is unlimited creative potential to improve shop operations.
Read MoreRead Next

How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More