
From CAM, Cutters and Cooling to Corrosion, Cleaning and Control
A review of the year’s top tips on technologies and strategies to improve moldmaking operations from design to first shot.





Image courtesy of Alcadyne
A review of the year’s top 10 tips on technologies and strategies to improve moldmaking operations from design to first shot.
1 Use a scientific approach to mold cooling design to reduce inaccuracies in tool steel.
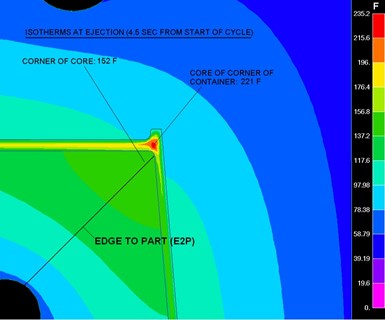
Image courtesy of Advanced Plastics Design Inc.
Expert cooling-optimization will provide mold designers with hard data for these parameters within 2% accuracy, achieving the computed minimum cycle time and required part quality. Expert cooling-optimization also precisely evaluates plant conditions, coolant temperature, flow rate and pressure parameters. For example, a mold designer indicated it was impossible to place the computed necessary cooling into specific mold inserts. When he realized that the customer-approved, computed minimum cycle time would increase significantly based on consecutive computations, he decided to split and fuse the inserts, which permitted the specified, efficient cooling and achieved the targeted short cycle time.



2 Use on-machine inspection with a machine tool probing system fitted to the CNC machine instead of a CMM to set up parts and measure dimensions during and immediately after the machining process.
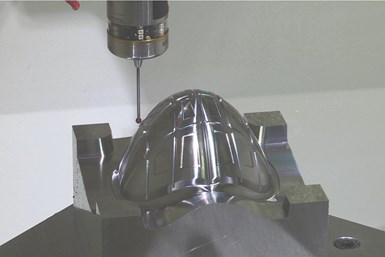
Image courtesy of 3ERP
A machine tool probing system, mounted on the machine spindle or turret, provides numerous benefits to a shop. The system can be used to identify and set up workpieces—a process that can take 10 minutes manually, but only seconds with a probe—and can measure features during the machining cycle and immediately after, when workpieces are still on the worktable. A probing system can also carry out tasks like monitoring the surface condition of the workpiece and initiating automatic offset correction. Additionally, many probing routines do not disrupt the machining process, so inspection can be carried out without disruption.
3 Understand that cutting tool technology is an important aspect of any hybrid additive manufacturing (AM) system.

Image courtesy of Emuge Corporation
Cutting tools have evolved to support the subtractive part of the additive process and offer geometric shapes and coatings relative to the layering process with the abrasive properties and toughness of the sintering procedure. For example, ball-nose and radius end mills with a special neck design, cutting edge contour and coating are good choices. A pre-milling end mill with ball-nose geometry targets roughing and pre-finishing operations in order to produce a specific machining allowance on the additively manufactured component. The machining direction here is from top (Z+) to bottom (Z-).
4 Take scientific analysis further by including pressure and/or temperature transducer sensors in their molds.
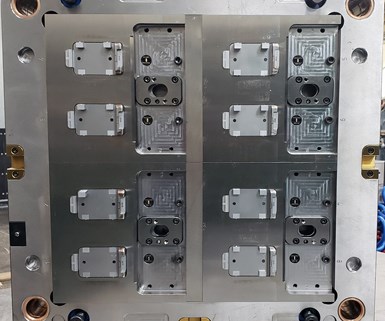
Image courtesy of Evco Plastics
Applying scientific injection molding principles to parts upfront in the manufacturing process will help to ensure an optimized part and a robust mold design. To go further, a moldmaker can also build a mold to include pressure and/or temperature transducer sensors. Sensors are small pins that send data to a central computer when triggered by a specific pressure or temperature. The data allow engineers to “look” inside the mold while it’s running, providing real-time feedback. This instantaneous feedback allows the process engineer to adjust every single shot in real-time, enhancing overall part quality.
5 Use modern toolpath strategies to reduce cycle times, extend tool life and minimize equipment wear and tear.
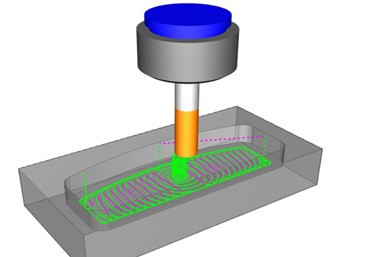
Image courtesy of BobCAD-CAM
CAD/CAM is essential for reducing programming times and improving machining processes. For example, document your programming process with live feedback as you fine-tune your toolpath features. Prove out processes before the job material, equipment or tooling is available. Seeing what’s going on before you get out to the machine can make a huge difference. Thinking something through is one thing; seeing it in real-time is another.
6 Coat the inner diameter of the cooling channel to combating scaling and corrosion.
Most mold builders and parts manufacturers are familiar with electroplating or PVD coating mold surfaces to increase hardness and to extend mold life, but many do not realize that a surface treatment to the inner cooling channels will improve the lifespan of a mold’s interior as well. Applying a thin layer of internal, ultra-thin, thermally conductive ceramic coating can provide several benefits that ultimately prolong the lifespan of the cooling channels, provide better uptime and save an injection molder money. The coating is thin enough (50-100 microns) that it has no measurable effect on heat transfer.
7 Identify tool deflection as the root cause to fight cutter vibration.

Image courtesy of BIG KAISER Precise Tooling
Since deflection is based on the amount of force, the higher the force, the greater the deflection. Better programming reduces such forces, leading to a smoothly run operation. Keep in mind that three important forces play a role on tools—radial, axial and tangential. For example, programmers should consider the length to diameter ratio. Anything 4:1 and less, the manufacturer’s recommendation is good to go. But for a ratio lower than 5:1, some changes are in order. Look at the insert radius and change to a sharper cutting edge. At a ratio of 6:1, chatter is very likely, and adjustments are necessary if over 7:1.
8 Consider a free-machining stainless steel to reduce corrosion.

Image courtesy of Schmolz + Bickenbach
Combining a special chemical composition with a special heat-treatment process provides the right balance between machinability and corrosion resistance in free-machining stainless steel. Low-carbon content and alloying elements such as chromium, manganese and other additions play an important role in this free-machining stainless steel. The alloying elements are added during production and combine to yield optimal hardness, machinability and corrosion resistance. The heat treatment process further refines the steel at the final production process.
9 Flush to clean cooling passages and heat exchangers.

Image courtesy of iD Additives Inc.
When investing in a flushing system, you will want to have universal fittings rigged onto each piece of equipment that can be flushed. For example, plumbing in a “T” ball valve with a shutoff onto your heat exchangers. This consideration is necessary, as this will allow your maintenance team to hook up directly at the press and perform routine cleanings. The goal is to save time and labor with a flushing system that will allow technicians to take care of cooling passages, heat exchangers and other auxiliary equipment running water while performing other tasks during preventative maintenance (PM).
10 Consider motion simulation for complicated mold mechanisms.

Image courtesy of Longterm Technology Services and Cavalier Tool & Manufacturing
Verifying design feasibility of complex mechanisms can be performed virtually. For example, when a designer is looking for a combination of conventional and non-conventional mechanisms, he or she can use the software to verify the design functionality in a dynamic simulated 4D environment. This enables designers to push the envelope, achieve higher productivity gains and facilitate ingenuity.















Related Content

ICYMI: MMT Chats: True Leadership Leads to Mentoring, Part 1
This trio from TK Mold and Engineering in Romeo, Michigan, joins me to discuss the role of leadership and culture in mentorship. This episode is brought to you by ISCAR with New Ideas for Machining Intelligently.
Read More
The Role of Social Media in Manufacturing
Charles Daniels CFO of Wepco Plastics shares insights on the role of social media in manufacturing, how to improve the “business” side of a small mold shop and continually developing culture.
Read More
Questions and Considerations Before Sending Your Mold Out for Service
Communication is essential for proper polishing, hot runner manifold cleaning, mold repair, laser engraving and laser welding services.
Read More
Machine Hammer Peening Automates Mold Polishing
A polishing automation solution eliminates hand work, accelerates milling operations and controls surface geometries.
Read MoreRead Next

Tips for Mitigating Chatter and Vibration
A review of the problems of machine vibration and the strategies and tooling systems that that can stop them.
Read More
How to Use Flushing to Clean Cooling Passages and Heat Exchangers
Six key questions to ask before investing in a flushing system.
Read More
3 Lessons Learned about On-Machine Inspection
A prototyping specialist shares its success with on-machine inspection that it believes can apply to many shops.
Read More