
Electrode Effect on a Quality EDM Finish
The production of fine surface finishes in the cavity does not come with the technological improvements of the EDM sinker unless an electrode material of higher quality is used.



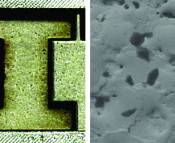
Figure 2. Cavity EDMed with an electrode exhibiting an inconsistent microstructure.
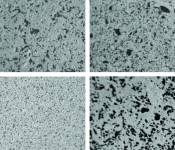
Figure 1. Four materials being supplied to the industry as a high quality electrode material. Figures courtesy of Poco Graphite, An Entegris Company.

Figure 4. Fine electrode detail increases the importance of a quality material.

Figure 3. Cavity EDMed with an electrode exhibiting a consistent microstructure.
A common belief in the moldmaking industry is that a lower quality electrode material can be used to produce superior surface finishes if a high quality EDM machine is used. While the technologies of the newer generation EDM sinkers have allowed the EDMer to become more proficient in the application, this technology only goes so far when it comes to producing fine surface finishes economically with low quality electrode materials. True, improved EDM sinker technologies have the ability to monitor the condition of the EDM process and make adjustments to run more efficiently. However, these changes are generally limited to optimization in the roughing stage or to eliminate arcing in the EDM cavity. Often, the production of fine surface finishes in the cavity does not come with the technological improvements of the EDM sinker unless an electrode material of higher quality is used.
The current business environment in which we are operating requires shorter cycle times and reduced production costs. For many of the applications in the market today—specifically medical and aerospace—meeting the demands of the business environment is not congruent to trying to save a few dollars on the electrode material. Since the primary element in producing a quality mold is time, this is the facet of the application that must be considered when determining the profitability of the job. As time increases, profitability is reduced. Therefore, trying to achieve a fine surface finish with a lower quality material is like trying to run a NASCAR race with low octane fuel. It just isn’t a wise choice.



Material Characteristics
In general, the material characteristics of the electrode play a much larger role in achieving a fine surface finish than one might think. When we think of fine finishes, we may envision something similar to a glossy finish that reflects light very easily.
Conversely, in today’s mold design a fine finish means more than a surface that has been polished. Many of the molds that are currently being produced require a textured finish that must be consistent throughout the cavity. In light of this, any variation of the texture within the cavity stipulates that the finish be retextured through additional EDM processes, acid etching and so forth. These actions require additional time and increased costs—therefore limiting the profitability of the application.
With a high quality electrode material, the surface finish of the cavity is one area where opportunity exists for savings of time and costs while still producing a quality mold. A high quality electrode material can be thought of as a material of small particle size and having a consistent microstructure and uniformity between the particle size and porosity.
For example, Figure 1 illustrates four materials being supplied to the industry as a high quality electrode material. While the material characteristics may be perceived as a quality material by the manufacturer, the surface finishes obtained from these materials will vary significantly under the same EDM parameters.
As previously stated, the microstructure of the electrode material plays a vital role in the ability to achieve a quality EDM finish in the cavity. As the EDM cavity is a replication of the microstructure of the electrode, the ability to obtain fine surface finishes is limited with materials of inconsistent structures. If a low- to mid-quality electrode material is used in a textured cavity, there is an increased risk that the texture will be uneven. Also, since various components of the mold are often outsourced to different companies, this increases the potential that the textured finish will be mismatched.
If this occurs, the most common means to rectify the situation is to acid etch the cavity. In the etching process, the EDM finish must first be removed; therefore, allowing the etching to take place. This creates another issue in itself as sufficient stock must remain in the cavity for the etching process. If inadequate amounts of stock remain in the cavity, the etching depth will be limited and may not provide satisfactory results. Therefore, this increases the importance of getting the job done with the right combination of electrode material and machine parameters.
A Picture Is Worth a Thousand Words
You may ask, “Why does the electrode material make a difference in producing a fine finish?” Well, to answer this question let’s refer to Figure 1 and examine the structure of the materials illustrated. These photomicrographs are all enlarged at 100 times. In this illustration, the lighter areas are graphite particles with the darker areas being porosity within the structure. In determining a quality microstructure, the material should have consistent uniformity between the areas of particles and porosity. As can be seen in this illustration, although all samples are classified as an Ultrafine material (5µ or less particle size) there is extreme inconsistencies in the structure from one sample to another or even within some of the samples themselves. This inconsistency is what causes difficulties in obtaining fine surface finishes.
As we all know, the microstructure of the material will be reproduced in the cavity during the EDM process. Although orbiting will help eliminate some of the surface issues and improve the surface finish, this will not be any finer than the microstructure of the electrode. If the structure is not uniform, it will be difficult to achieve an even and uniform finish in the cavity. Materials with inconsistent microstructures often experience multiple particles being released in the cavity at once. This may not be a concern in a roughing burn due to a wide EDM gap; however, the gap parameters in a fine finish setting is much tighter. In this case, multiple particles being released in the gap increase the potential of secondary discharge or pitting and pinholes in the cavity. With the use of a higher voltage the EDM gap can be opened to mitigate this situation, but unfortunately this leads to slow performance and further exemplifies the need for consistent material structures.
The impact of pinholes and pitting in the cavity is lessened with an electrode material consisting of small particles and a tight correlation in the range of particle size. Again, as seen in Figure 1, the structure of some of these samples are indicative to a wide range of particle sizes. The combination of small particles, along with large particles in the electrode microstructure further complicate the issue and the EDM gap is continually being adjusted through the sinker’s adaptive control. This adjustment is necessary to eliminate the potential of damaging the cavity as illustrated in Figure 2. This cavity was EDMed with an electrode exhibiting an inconsistent microstructure.
Conversely, Figure 3 was EDMed with an electrode exhibiting a consistent microstructure. Although both cavities were EDMed using the same machine parameters, the difference is significant.
Imperfections in the cavity caused by using the wrong electrode material must be removed through additional EDMing or polishing. This is necessary to remove any pits, pinholes or blemishes that extend below the surface. Regardless if the polishing is done by hand or by a mechanical means, too much removal of stock will create the need to rework the cavity with welding and burning or remaking the cavity altogether. The same care must be taken in any reworking process to ensure enough material remains in the cavity to produce a surface area free of blemishes.
The ideal situation is to produce an initial surface finish that requires minimal polishing or reworking of the cavity. In some instances, the finishing stage must be accomplished within the EDM with no polishing or added processes. Some details in the cavity limit the ability to hand work the surface finish due to fine detail such as thin ribs and cross sections or the requirement for sharp corners.
The electrode in Figure 4 is a good example of this. This electrode is for a medical component and contains detail too small for hand polishing. Doing so would eliminate critical tolerances and therefore requires the surface finish to be produced in the EDM machine. In order to be successful in this application, a fine grain high quality material must be used. To cut corners and select the electrode material based on price would yield less than satisfactory results.
Don’t Focus on Price
Selecting the proper electrode material to produce a fine surface finish is vital to the success of the application. It is important to understand which material provides the potential for achieving an acceptable finish without the need for excessive handwork or polishing. By realizing the role that the microstructure of the material plays in producing fine surface finishes, the manufacturing costs of the mold can often be reduced. The most popular graphite electrode materials used for fine finish work fall within the Angstrofine and Ultrafine classifications. Materials within these classifications can be expected to have specific performance characteristics consistent with the microstructure it exhibits.
Using high quality graphite can actually reduce the overall manufacturing costs. In this case, the old adage, “It takes money to make money” holds true. Sure, the high quality graphite costs a little more than a lower quality material; however, the rewards of increased performance, finer surface finishes and reduced requirements for hand polishing offset the extra cost of the electrode material. The cost of the electrode material is just a small portion of the mold cost, yet when it comes to cutting costs this is often the first area that gets affected.
The grade of electrode material used is a critical facet in the EDM process and it is important for the EDMer to become familiar with the numerous options available. With a myriad of graphite materials available for EDM, the EDMer can easily become confused on which is the proper material for a specific application. The bottom line is that for any application, a material with a consistent microstructure and uniformity between the particles and porosity offers predictable performance. When fine finishes are required, a small grain material produces finer finishes than large grain materials regardless of the uniformity of the microstructure. However, to receive the most return on the investment cost of the electrode, a small grain material with uniform microstructure will bring optimum results in the most critical applications.















Related Content

6 Ways to Optimize High-Feed Milling
High-feed milling can significantly outweigh potential reliability challenges. Consider these six strategies in order to make high-feed milling successful for your business.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read MoreRead Next

Sometimes Graphite Just Isn’t Enough
EDMing with exotic metals requires a little something extra, like copper graphite electrodes.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More