EDM Additions Equal Productivity and Profitability
EDM Additions Equal Productivity and Profitability


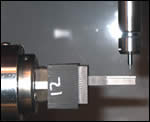
This shows a 0.5-mm ballnose end mill machining graphite at a feedrate of 200 ipm programmed at 15,000 rpm, .0015 stepover.

Multiple workpiece setup. Here are three molds being EDM'd consecutively, unattended, on a Mitsubishi EX30 Sinker EDM. Running unattended at night increases Unytrex's profitability.

Very narrow details being burned over an inch deep into this mold highlight the Mitsubishi controller's ability to maintain consistent spark gap during deep, narrow burns.
Gene Siemen is typical of many mid-sized mold shop owners in the greater Detroit market. He has been forced to downsize Unytrex, Inc. (Shelby Township, MI)—a mold shop specializing in plastic injection molds—to remain competitive. Because of this, he began looking into purchasing some new EDM equipment to increase productivity and profitability with a smaller workforce.
Unytrex's customers range from the telecommunications industry and consumer products to automotive—which comprises approximately 50 percent of his business. With an 8,000-square foot facility and seven employees, Siemen elected to invest in a Mitsubishi EX22 CNC sinker—which immediately increased his throughput and profitability by 50 percent—compared to his previous manual method of EDM'ing. Siemen also wanted to ensure that the equipment would maintain tight tolerances and leave an even, textured finish.



Advantages Aplenty
An added bonus to using the Mitsubishi CNC sinker is the ability to burn consistently accurate molds during the evening hours—unattended—Siemen points out. And, the patented fuzzy logic technology inherent to the machine allows it to adapt to unstable burn conditions, making adjustments to all of the discharge parameters automatically, to continue the burn. If the machine senses the burn conditions are favorable, the machine controller will make the burn more aggressive to remove metal faster—while still maintaining good surface finishes.
"Most CNC EDMs are reactive in nature," Siemen notes. "Basically they will react to an unstable burn condition by powering down to alleviate any arcs or secondary discharge. Mitsubishi is a proactive system—allowing the machine to get more aggressive if the burn allows for it. This adds up to faster burn times in difficult-to-machine jobs such as ribs or very detailed, intricate features. This machine is very reliable and it allowed me to reduce my manpower to get away from the manual way of thinking." This also added to the company's bottom line, and it quickly became apparent to Siemen that he needed to improve on his electrode making method.
Like most shops that machine graphite, an older machine is usually retrofitted with a vacuum system to attempt to collect the dust created during machining. This results in graphite dust settling all over the shop and eventually causing machine problems by damaging other machine controllers, spindles, and anything else the dust will attract itself to. Siemen wanted a machine specially designed to machine graphite electrodes with a sealed enclosure, built-in vacuum system, and the machine structure created with graphite machining in mind. The machine also needed high spindle speeds to accelerate his machining speed—the Mitsubishi EDM was burning so quickly the older machine simply couldn't keep up.
Unytrex's bottleneck was the machining of the electrodes. The older machine the shop was using produced the electrodes slowly, and the electrodes required hand benching after machining. The finishes were inadequate to produce the types of molds the Mitsubishi was capable of burning. The labor involved in hand benching graphite is very time-consuming and detracted from the shop's overall productivity.
His quest to find an accurate machine with fast-cutting capability, designed for graphite, ended with the Roku Roku GR658 from MC Machinery Systems (Wood Dale, IL) and has experienced incredible success. The machine offers a standard 32,000-rpm spindle with outstanding cutter life due to the lack of runout in the spindle. Roku Roku—a family-owned company in Japan for more than 100 years—has specialized in building spindles with speeds as high as 200,000 rpm. The technology employed in these spindles is such that it will run at consistently high rpm while maintaining excellent thermal stability—which in turn reduces runout. The electrodes are coming off the Roku Roku virtually finished. Absolutely no benching is required, and the accuracy off the machine is exceptional.
"When you can hold the electrode within a tenth of two, the entire process is improved to maximize my throughput," Siemen states. "The Mitsubishi burns better because there is better consistency in the burn. Superior electrodes improve my productivity—and thus my profitability—exponentially with the addition of the Roku Roku."
The Roku Roku also helped his bottom line by eliminating the time-consuming labor involved in the benching. In today's global marketplace, it is necessary for smaller mold shops to continue reinventing themselves by investing intelligently in the latest and highest level of technology to compete with their counterparts in China and the Pacific Rim.
"Our competitors are no longer down the road or across the highway—they are across the ocean," Siemen says. "And I know that if I can burn faster and remove as much of the labor out of my process I will remain profitable. The combination of the Mitsubishi CNC sinker and the Roku Roku CNC machining center has allowed me to do more than just stay competitive—they have allowed me to stay in business."












Related Content

6 Ways to Optimize High-Feed Milling
High-feed milling can significantly outweigh potential reliability challenges. Consider these six strategies in order to make high-feed milling successful for your business.
Read More
Fundamentals of Designing the Optimal Cooling System
The right mold components can help improve mold cooling and thereby produce higher-quality parts.
Read More
Moldmakers Deserve a Total Production Solution
Stability, spindle speed and software are essential consideration for your moldmaking machine tool.
Read More
Advantages and Disadvantages of Copper and Graphite Electrodes
Both copper and graphite provide approximately the same end result, so it is important for a shop to consider the advantages and disadvantages of each material in order to discover what would work best in their shop floor environment.
Read MoreRead Next

How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More