





Venture Global Engineering (VGE) of Sterling Heights, Michigan specializes in molds for injection, blow and compression molding. The company produces tools for small-to-large parts in a variety of transportation segments including automotive, agricultural equipment, all-terrain vehicles, motorcycles, recreational vehicles, commercial trucks and boats as well as lawn and garden, large appliance, packaging and building/construction. Image courtesy of Venture Global Engineering.
Toolmaker Venture Global Engineering (VGE) of Sterling Heights, Michigan, was founded in 1983 and specializes in molds for injection, blow and compression molding. For injection molders, the company produces single shot, two-shot/overmolding, gas-assist, structural foam and stack molds. Venture produces tools for a variety of transportation segments including automotive, agricultural equipment, all-terrain vehicles, motorcycles, recreational vehicles, commercial trucks and boats as well as lawn and garden, large appliance, packaging and building/construction. VGE tools produce parts ranging in size from small to very-large and fit in presses up to 4,000 tons/tonnes.
This undercut relief system replaces expensive hydraulic cylinders, external limit switches, mounting plates, and eliminates the manufacture time and materials for additional components.
“When we used the EZ Slider on that first tool, we found it to be very straightforward, very simple to install and use, and it took up a lot less room in the tool.”
In addition to providing design and production of new plastic and composite molds, the company also offers emergency tool repair, engineering changes and tool localization services. In fact, Venture is a landing house for offshore molds, typically bringing in 100 such molds per year and preparing them for domestic use with a two-day turnaround. Other services VGE offers from facilities in Almont and Imlay City, Michigan, are design and production of custom fixtures and secondary-finishing equipment for molded parts. These include assembly nests; end-of-arm tooling; sonic-welding equipment; degating, heat-staking and painting fixtures; robotic assembly cells; and complete assembly lines for sequenced shipping, including shipping racks. The company holds ISO 14001:2004 environmental-management system and ISO 9001: 2008 quality-management system certificates. Fully equipped with in-house CNC cutting centers, EDM tanks, boring mills and spotting presses, VGE’s team prides itself on its expertise as well as the quality, precision and fast turnaround of its products and services. Many of its journeymen staff have between 25 and 43 years of industry experience.




In addition to designing and building new plastic and composite molds, Venture also offers emergency tool repair, engineering changes and tool localization services. Additionally, VGE designs and produces a variety of custom fixtures and equipment to perform secondary operations on molded parts. Image courtesy of Venture Global Engineering.
When Ejection Requires Tool Action
Given the size and complexity of many of the injection tools that Venture produces, the company often needs to incorporate side-parting/core-pulling mechanisms like slides and lifters to ensure smooth ejection of parts with undercuts, sharp edges, side holes or vents, threads, recesses for decals or embossed logos and other complex features that are out-of-plane from the mold-opening direction. Adding a side-action mechanism increases mold costs and complexity, but it also increases design options and can significantly reduce secondary-finishing time and costs, allowing molders to bring better parts to market faster and at lower total systems cost.
“One challenge with traditional slides is you have to have room enough to put them in, and that’s not always easy to do if you have a complex mold with a lot of features in it,” explains John Murphy, Venture president. “Another issue is that traditional slides and lifters require maintenance at the molder and slides can be prone to flashing. In fact, we’re often brought in to solve flashing problems on tools that others have built and that are giving a molder trouble.”

Fully equipped with in-house CNC cutting equipment, EDM tanks, boring mills and spotting presses, VGE’s team prides itself on its expertise as well as the quality, precision and fast turnaround of its products and services. Image courtesy of Venture Global Engineering.
VGE has outsourced a portion of its mold design and CNC machining to Windsor, Ont., Canada-based Michmar Engineering, a full-service design house specializing in injection and blow molding tools, and sister company Preferred CNC Inc. for 15 years. Marc Lecours, president of both companies, happens to be a serial inventor who says he loves problem solving—the more difficult the better. “Design and CNC machining of injection molds are my passions and give me the kinds of challenges I love,” he explains. “With these two capabilities, you can make almost anything. Creating concepts in 3D modeling on the computer and then bringing them to life with machining still amazes me even after 35 years in the trade.” Lecours says he’s always been bothered by the complexity of many of the mechanisms in an injection mold and figured there had to be a better way to simplify this motion.
“I had this vision that we could simplify linear movement by using oil and air in tandem,” continues Lecours. “Given that you can’t compress oil but you can compress air, it seemed like that provided a spring-return solution that would simplify side-action mechanisms significantly. You push out [engage the coring mechanism] with oil, which gives you the strength to resist injection pressures, and you pull back [retract/return to home position] with air. We’ve since developed a spring-return version as well.”

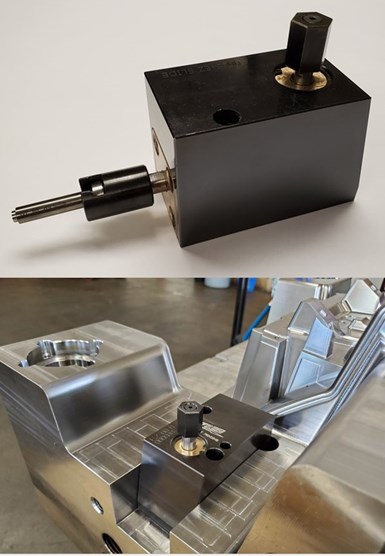
VGE has found Michmar’s EZ Slider to be so straightforward and simple to install that it halves installation time. It also takes less space in the tool, is easy to use and is essentially maintenance-free for the molder. Plus, unlike conventional slides, it will not leak or flash. Images courtesy of Venture Global Engineering.
EZ Slider Solves Problems
Called the EZ Slider, Michmar’s single-unit, undercut relief mechanism eliminates the need for traditional slides and lifter components while simplifying 2D machining, since there is no longer a need for complex angular machining setups. In fact, a moldmaker can easily machine a pocket on a three-axis center instead of having to use a five-axis machine with a more complex setup. Once installed, the mold cavity rests on the EZ Slider’s hydraulically-charged plunger. As the cavity closes on the plunger, the mechanism’s core pin advances forward, coring out a desired shape in a solidifying part. As the cycle ends and the tool starts to open, pressure on the core pin reverses, causing the pin to retract and the slide/undercut to move out of position so the part can be ejected.
The device eliminates the need to purchase expensive hydraulic cylinders, as well as external limit switches, wear and mounting plates, horn pins, gibs and slide retainers. Travel can be adjusted without remanufacturing or replacing horn pins, slide travel stops or slide locks. An adjustable nut means toolmakers needn’t spend as much time sizing the length of pins or retractors, as it’s easy to adjust forward and backward motion. Other benefits are that the fully mechanical mechanism is very compact, thus requiring little real estate in a tool, and it’s easy to install and to make parting-line adjustments. Lecours says the device’s biggest benefit is that it can retract on an incline while still using the linear motion of the press from the core and cavity. This not only gives a moldmaker tremendous design flexibility, but it also prevents push-back from injection pressure on the pin, since the pin is always supported by cavity pressures, preventing problems for the molder. The device doesn’t require access to a press’ hydraulic or air lines—everything it needs to operate is already integrated into the unit unless an optional integrated internal stainless-steel limit switch with LED lights is requested to provide positive signals that it’s safe to continue molding.
The device eliminates the need to purchase expensive hydraulic cylinders, as well as external limit switches, wear and mounting plates, horn pins, gibs and slide retainers.
The EZ Slider is offered in standard five-degree increments of deceleration up to 35 degrees, eliminating the need for costly mechanical or hydraulic drivers. By replacing most of the components, moldmakers typically must purchase to make a core-pulling mechanism with a single compact unit, and by greatly simplifying the time it takes to install such a mechanism, the EZ Slider can save moldmakers both time and money when adding side-action to tools. Not surprising, given Lecours CAE background, Michmar also provides customers with full 3D pre-engineered CAD data, so moldmakers can easily incorporate the device in their own CAD models, saving design time as well.
Michmar Engineering’s patent-pending undercut-relief mechanism eliminates the need for traditional slides and lifter components in injection molds. Available in standard five-degree increments of deceleration up to 35 degrees, the EZ Slider replaces most of the components moldmakers typically purchase to make a core-pulling mechanism with a single compact unit. Images courtesy of Michmar Engineering.
No Downside
As luck would have it, Michmar was working on a complex mold design for VGE and the team was trying to find space to add a slide when Murphy mentioned to Lecours that he wished he could find an easier method of installing slides in his tools. Lecours showed him plans and models of the EZ Slider. Murphy carefully studied these and, based on his many decades of experience, says he saw no downside so felt it was well-worth the time and risk of trying the device in a tool his team was building for an automotive molder.
“When we used the EZ Slider on that first tool, we found it to be very straightforward, very simple to install and use, and it took up a lot less room in the tool,” Murphy recalls. “You just cut a pocket like you do with any slide, then you tie it down, spot it, and it’s over with. It’s very efficient and easy to use as long as you slot it in correctly. In fact, I’d say it easily saves 50% of the time it normally takes to install a slide. Even better, it doesn’t leak and flash the way a conventional slide can and there’s not a lot of breakage. While it doesn’t change cycle time, it’s essentially maintenance-free for the molder.”
VGE’s customer was very pleased with that tool, which has now been in production for over three years with no issues. When Venture was asked to produce another tool for the same molder, they installed six EZ Sliders, which again, the molder loved. Since then, Murphy says his company has installed EZ Sliders on five additional tools—including a repair job where there was flashing on the core pins for a small slide. “Because the [core] pin is constantly under pressure in the EZ Slider, it’s not going to flash and it’s not going to wear out like a conventional slide,” Murphy adds.
“Moldmaking is an incredibly competitive industry, so moldmakers can’t ignore opportunities to save money and time as that’s what makes them more competitive in the market,” continues Lecours. “Fortunately for us, the team at Venture had open minds to fresh ideas and were willing to give the EZ Slider a try. As word gets out and more moldmakers start to use them, we hope the EZ Slider will start a new Industrial Revolution in the moldmaking business.”
The patent-pending EZ Slider has been commercially available for about a year. The initial products were spring-release versions (which have already been tested out to one-million cycles) and Michmar has recently been testing higher-pressure pneumatic versions using nitrogen instead of shop air. To date, it’s achieved 2,500 psi/17.24 MPa retract pressure and Lecours believes he can push that as high as 4,500 psi/31.03 MPa. Interestingly, Michmar and a local steel-stamping company are about to try incorporating a higher-pressure EZ Slider in a steel stamping die to punch holes in metal components.
About the Author

Peggy Malnati is a Detroit-based contributing writer for MoldMaking Technology focused on case study/application stories and shop profiles. She has also been a contributing writerfor CompositesWorld since 2006, for which she primarily covers automotive and ground transportation.
A long-time member of SAE and SPE, she has organized and managed large technical sessions and conferences for both organizations as well as for the former Structural Plastics division of SPI. For 15 years, she was a board member and the communications chair for the SPE Automotive Division. She also was editor of the 1994 McGraw-Hill book Structural Analysis of Thermoplastic Components. She has provided writing and communications services for the global plastics and composites industries since 1984.















Related Content

6 Ways to Optimize High-Feed Milling
High-feed milling can significantly outweigh potential reliability challenges. Consider these six strategies in order to make high-feed milling successful for your business.
Read More
Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read More
Considerations for Mold Base Material Selection
Choosing the right material can greatly affect the profitability and cost of your application.
Read More
Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read MoreRead Next

EZ Slider Eliminates Need for Traditional Slide and Lifter Components
Michmar Engineering announces the EZ Slider, which eliminates the need for traditional slide and lifter components.
Read More
Forces and Calculations Are Key to Sizing Core Pull Hydraulic Cylinders
To select the correct cylinder, consider both set and pull stroke positions and then calculate forces.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More