
Digging into Data to Design Out Fill Imbalance Problems
Injection molder uses a custom runner design to reduce shear-induced imbalances and control shrink and warp, dimensional instability, and shot-to-shot inconsistency.



Sometimes, the costs you avoid can be more impactful than those you incur.
This was the case for Plasti-Coil, a family-owned injection molder in Lake Geneva, Wisconsin, known for successfully molding tight tolerance and high-precision parts.



Plasti-coil & Beaumont
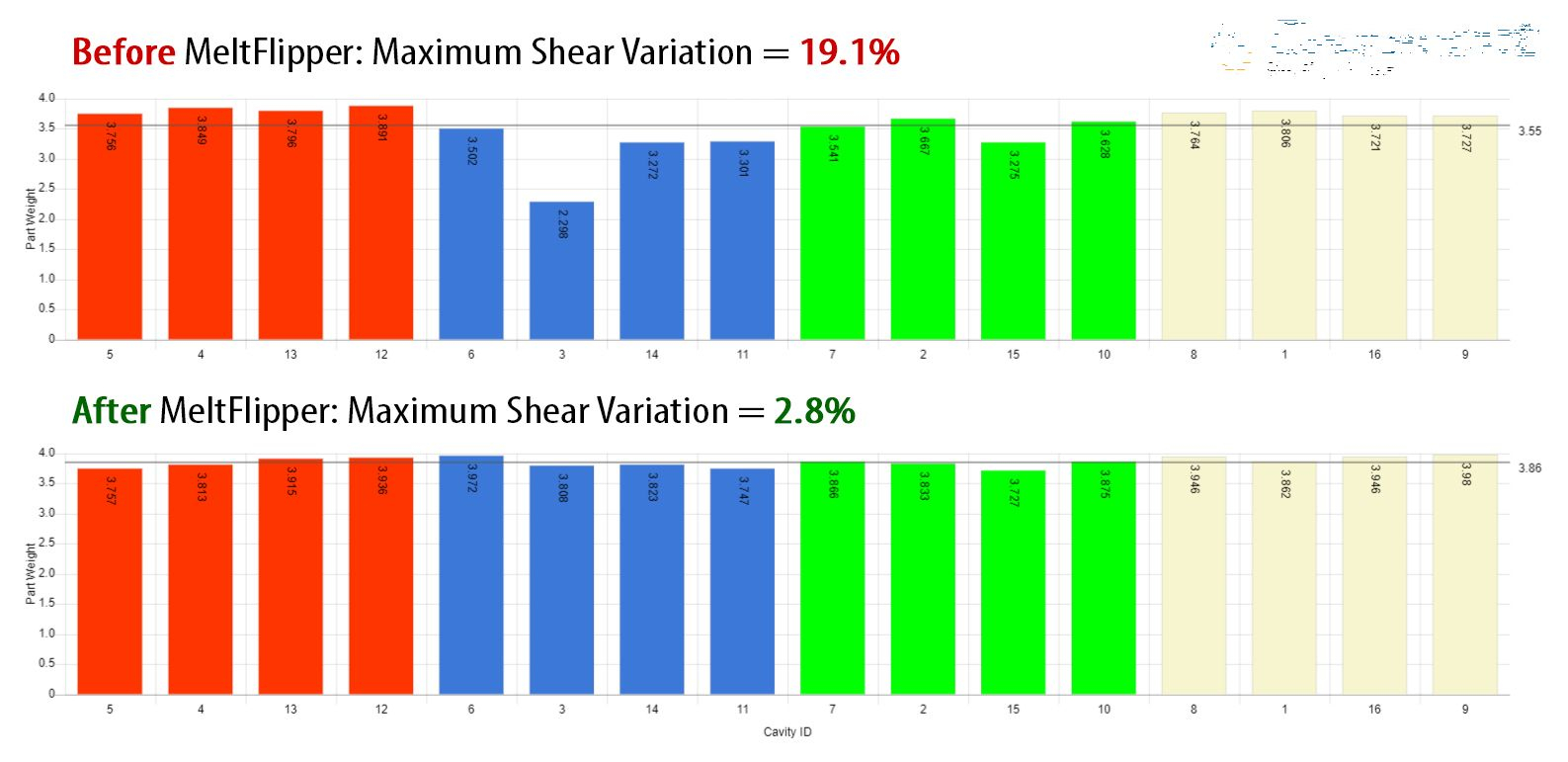
Data helped Beaumont’s team of engineers identify that shear was the number-one cause of Plasti-Coil’s fill imbalance issues.
Images courtesy of Beaumont Technologies.
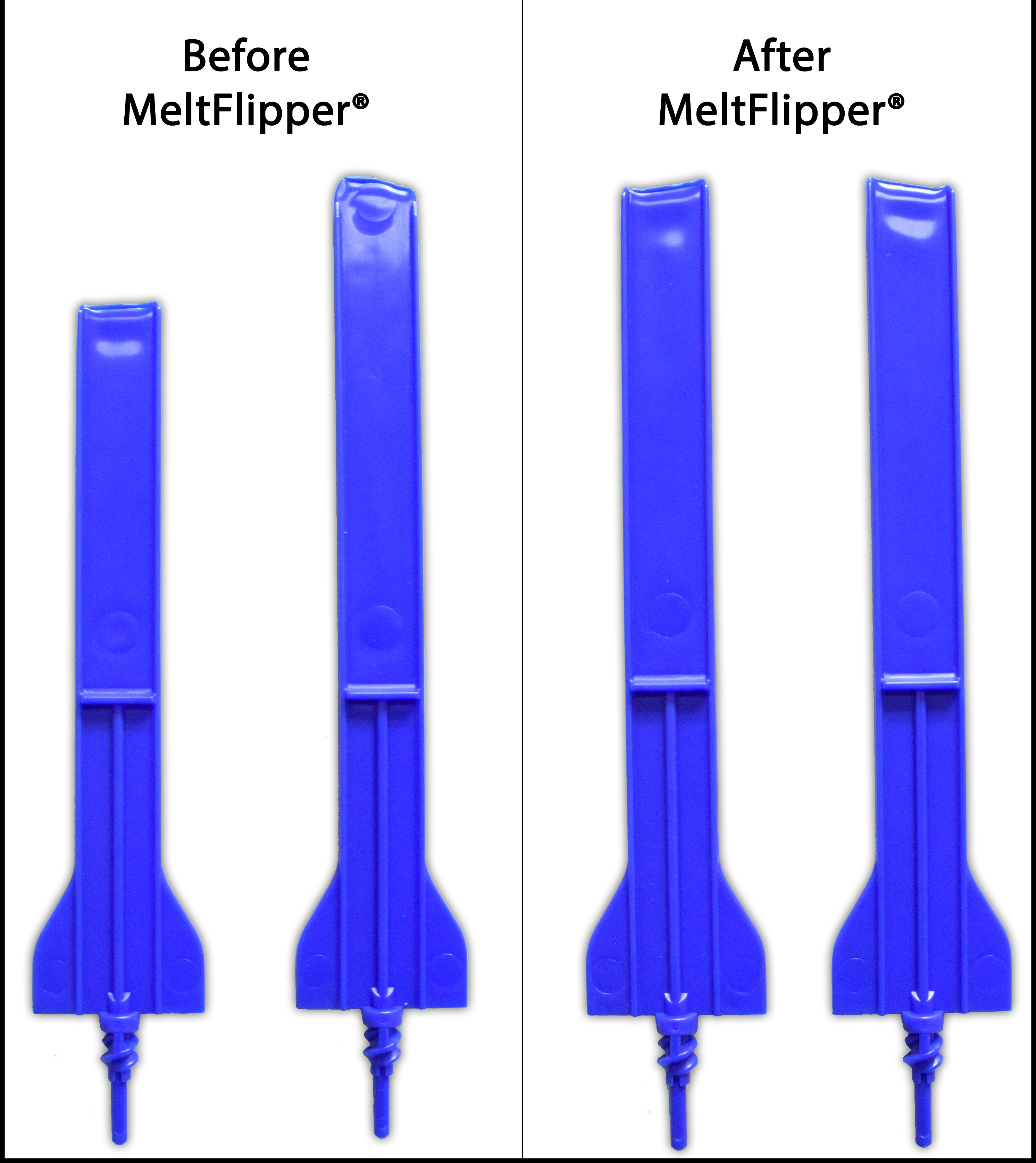
With MeltFlipper, the Plasti-Coil team could fill and pack all parts without any flash issues, and eliminate the need to manually sort parts for defects.

Plasti-Coil teamed up with Beaumont Technologies to solve its fill imbalance problems.
Plasti-Coil was experiencing a large variation in part fill on a 16-cavity mold. The runner system was naturally balanced, but there was a significant imbalance between the parts. Some experienced flash and burn issues due to over packing, while others were riddled with sinks or short shots. Uneven shrink rates between the cavities led to conversations about costly steel adjustments. It was clear to the experienced team that something else was the root cause of these inconsistencies.
After exhausting a comprehensive list of internal adjustments and fixes with minimal improvements, Plasti-Coil reached out to Beaumont to see if their patented MeltFlipper® technology could be applied to this application.
“We spoke with Beaumont in the past, but as many things go in the injection molding industry, we were initially hesitant to change what we had known to work in the past. Thankfully, our team understood the science behind MeltFlipper and recognized the potential for cost savings in this project,” Patrick Austin, CFO of Plasti-Coil says.
After implementing MeltFlipper, the Plasti-Coil team was able to fill and pack all parts without any flash issues, and they eliminated the need to manually sort parts for defects.
Beaumont’s team of engineers immediately dug into data. “Our analysts determined that the most significant fill imbalances were due to shear,” Beaumont Applications Engineer Chris Myers says. “The part variations correlated directly to the cavities that Plasti-Coil assessed for possible steel modifications to offset the shrinkage variations. We then got to work on a custom MeltFlipper runner design that Plasti-Coil could implement into their tool.”
After obtaining the new runner design, Plasti-Coil adjusted the tool according to Beaumont’s spec. With MeltFlipper, the Plasti-Coil team was able to fill and pack all parts without any flash issues, and eliminate the need to manually sort parts for defects.
The implementation of MeltFlipper helped Plasti-Coil avoid an annual cost increase of more than $36,000, which has allowed the molder to maintain its prices. “To date, we have reported ZERO rejects through over one million parts produced,” Austin says.
Plasti-Coil recognizes that the science behind custom-designed MeltFlipper runners virtually eliminates shear-induced imbalances while controlling shrink and warp, dimensional instability, shot to shot inconsistency, and many other common problems that molders experience every day.
Related Content
-
Revisiting Some Hot Runner Fundamentals
What exactly does a hot runner do? If you’ve been in the injection molding industry for any length of time, you might think the answer is obvious, but it is not.
-
Five Ways a Hot Runner Is Key to Processing Reinforced Materials
A trusted hot runner supplier should work closely with mold builders and molders to manage the expectations (and realities) of supporting the specification, tool design, installation and service of a hot runner system.
-
Breaking Down Hot Runner Maintenance
Improving a manifold’s maintenance plan requires specific skills and knowledge of its functioning areas.








