
Diamond-Like Carbon Mold Coatings for Increased Durability
Hardness, wear resistance, deposition temperature and uniformity are the main elements to consider when choosing a coating for mold components.

Example of various injection mold components that can benefit from diamond-like carbon coatings.



A popular practice of moldmakers and injection molders is to coat mold components as an attempt to increase the durability and achieve longer life while reducing maintenance and operational costs. This practice is certainly plausible, as it often falls short of providing the expected results and reduces the potential for maximum cost savings. Some coatings, such as chrome, are often the type chosen due to its low cost and high number of suppliers offering this coating. However, coatings such as these can be considered as a commodity and therefore limits the ability to optimize the effectiveness of the coatings performance and fails to provide significant improvements in the cost of ownership.
It goes without saying that one key requirement of any mold component coating is to increase the performance of the mold and extend its operation before the need to take it out of service for preventive maintenance.
Several factors should be taken into consideration when choosing a coating to increase the durability of mold components. While not limited to only these factors, the primary ones to take into consideration include hardness, resistance to friction and corrosion wear, and deposition temperature and uniformity of the coating itself. For these factors, moldmakers and molders are increasingly migrating toward diamond-like carbon coatings to enhance the performance of their mold components and reduce the costs associated of running the mold.
Hardness
While a coating does not increase the hardness of the substrate, it is an important factor to aid in the resistance of wear and reducing friction between sliding parts. The hardness of diamond-like carbon coatings is measured in either Vickers or DPHN and generally is higher than a Rockwell rating can be measured. The hardness of a quality diamond-like carbon coating should rate around 3,000 DPHN, which would equate to an approximate rating of 90 - 95 Rockwell. The high hardness of the diamond-like carbon coating allows the component to become more resistant to scratches and scrapes that occasionally occur during installation or operation.
Wear Resistance
One of the primary attributes for diamond-like carbon coatings is the ability to resist wear by lowering the friction between two sliding components. This is accomplished by adding a protective barrier between these surfaces, which adds lubricity and eliminates the need for lubrication or post finishing of the components. This barrier has a Coefficient of Friction (CoF) approaching that of Teflon, thus eliminating galling and frictional wear. The diamond-like carbon coating is not required to be applied on both sliding surfaces to achieve the benefit of the wear resistance. The low CoF is sufficient to protect both surfaces even if only one surface is coated. This is extremely helpful in cases such as a sleeve or ejector pin hole where a coating cannot be fully applied throughout the inside diameters. With other coatings, the protective barrier is often sacrificial and only protects one surface on the mating components.
In addition to a frictional wear benefit, diamond-like carbon coatings also provide exceptional protection to corrosive gasses such as that with PVC and rusting from moisture in the mold. The layer of coating applied is dense and micro-conformal to the surface of the substrate. Once again, this forms a protective barrier and prevents gasses and moisture from filtering through the coating to attack the component.
Deposition Temperature
Diamond-like carbon coatings are often applied using plasma enhanced chemical vapor deposition (PECVD). In this case, extra energy is supplied to the gas molecules by plasma in the coating reactor and therefore allows the deposition to be accomplished at lower temperatures than other coating processes. Diamond-like carbon coatings have deposition temperatures as low as 150 °C/302 °F. The deposition temperatures of the diamond-like carbon coatings prevent tempering or annealing of low temperature substrates and do not sacrifice the integrity of the material. These low deposition temperatures also prevent warping or stressing of small thin components such as small diameter pins or blades.
Uniformity
Due to the unique deposition process, diamond-like carbon coatings are able to maintain a very thin, uniform finish over complex geometries. This is extremely crucial to components used in applications that require extremely tight tolerances. The general thickness of a diamond-like carbon coating can range from 1µ to 10µ; however, this is more typically between 2µ to 4µ. Other coatings can have a thickness variability of up to 100µ. Obviously, this amount of variability prevents optimum protection in high tolerances molds and reduces the effectiveness of the coating to maintain even wear patterns while eroding away more in one area than another.
Comparison
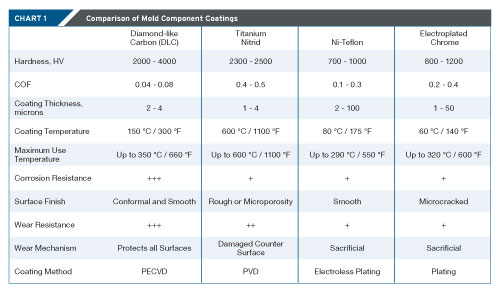
As can be seen in Table 1, there are unique characteristics of the diamond-like carbon coatings that permit mold components to achieve their optimum durability performance. Using other lesser durable coatings only serve to escalate the cost of ownership through increased maintenance requirements and reduced life of the mold component. A wide range is realized when considering the cost of the coating itself; however, this is not the end result. When determining the cost of a mold component coating, the additional factors contained in this article must be taken in account when determining the true value of the coating and its ability to provide reduced overall costs.
Summary
Many coatings claim to bring advantages to the performance of mold components, and this may be true if one single attribute is taken into consideration. However, with diamond-like carbon coatings these characteristics are combined into one coating that brings an across the board performance benefit.












Related Content

Surface Finish: Understanding Mold Surface Lingo
The correlation between the units of measure used to define mold surfaces is a commonly raised question. This article will lay these units of measure side by side in a conversion format so that companies can confidently understand with what they are dealing.
Read More
Machine Hammer Peening Automates Mold Polishing
A polishing automation solution eliminates hand work, accelerates milling operations and controls surface geometries.
Read More
Technology Roundup: Mold Maintenance, Repair and Surface Treatment Essentials
This roundup focuses on maintenance, repair and surface treatment for mold equipment. Utilizing these helpful products and services can help save time and money.
Read More
Products and Services for Multiple Moldmaking Needs
New year, new technology roundup! Featured here is a collection of product offerings, from profile milling cutters to industry-specific CAD/CAM software to innovative hot work tool steels.
Read MoreRead Next

How Surface Treatments Keep Molds Operating Longer
Important tips and information about mold coatings to help you achieve the level of production that you and your customers desire.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More