Design for Maintainability
It’s time to design features into molds that will provide for the easiest road to recovery.
Roll pins in line with each other obstructing access—should have been in this position.
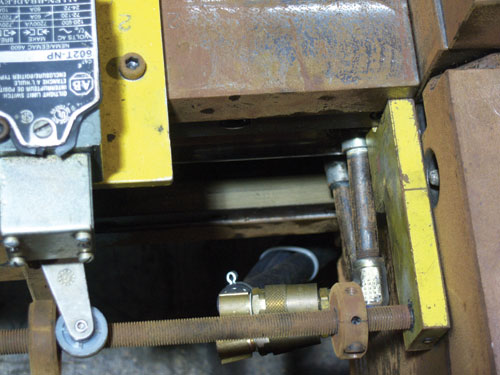
Upper pipe elbows cannot be removed without disassembling the cylinder tower and they obstruct the wrench flats on the cylinder rod.

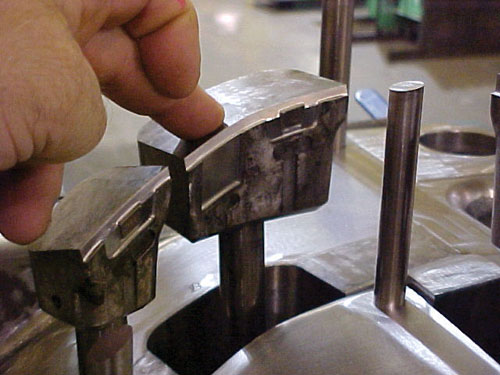
This is an example of the accessibility thru the clamp plate principle. (left) All of these lifter rods are ”end-tapped” and (right) accessible thru the clamp plate.




DFM. No, not Designed for Manufacturability, Designed for Maintainability. Every mechanical apparatus will eventually need maintenance; it’s a fact of life. Knowing this should be all the impetus needed to motivate anyone with a vested interest to give more than just passing thought to the design of injection mold tooling. The understanding that tools will wear, be subject to harsh environments, suffer abuse at the hands of undertrained setup techs and be victims of the inevitable crash is the starting point for designing features into molds that will provide for the easiest road to recovery.
Robustness. Having been around the automotive world for a few years now, I’ve heard the question asked many times: Is the system robust? Meaning, are there sufficient safeties in place to ensure that the whole system won’t come to a halt in the event that one component fails. Is there alternate packaging? Is there a manual assembly process if the automated equipment is down? Do we have enough parts on-hand to cover any interruptions in the supply chain? You get the picture.
Relative to a mold, this speaks to more than just how well built the tool is. The question is not will this mold make good parts, it’s will this mold function properly in the environment it will be subjected to for the number of cycles it is expected to run. And, in the event of failure, is there a plan for recovery? Does the design and build of the mold facilitate easy and straightforward repair?
A robust mold is more than just a tool that allows a molder to make plastic parts; it is a package that enables a manufacturer to support a supply chain that fulfills customer demands with minimal downtime and maintenance costs. This package is the product of thorough engineering which in turn is the result of a disciplined application of basic principles.
Lessons Learned Principle
The first fundamental principle of thorough engineering and design is the application of lessons learned. To paraphrase Edmond Burke, Those who didn’t pay attention in the “School of Hard Knocks” are destined to get knocked around again. Are lessons learned reflected in the design of the tool?
Years ago I worked in a shop where the number one mold repair was water leaks and yet we continued to approve tool designs that incorporated O-ring sealed water lines in non-stainless steel inserts. We, as a corporate entity, never learned that lesson.
Have you found that sub-gates are subject to wear and degradation? Do you specify replaceable gate inserts? Have you noted that one hot runner manifold outperforms another? Do you insist on having the better system installed? Are hoses, wires, springs that protrude past the safety of the clamp plate envelope protected in some way? Any event, catastrophe or inconvenience that has caused grief provides a learning opportunity and those lessons should read across to any similar scenario.
As an aside, it should be asked: are you situated to learn from history or just suffer through it? Already mentioned is the fact that any catastrophic event provides an opportunity to learn but equally true is that not every catastrophe is a faultless teacher. More accurate lessons can be drawn from cumulative data than isolated events.
To be positioned to learn from history, you have to be in the habit of collecting and analyzing data. For example, I can think of at least three different ways to mold threads, collapsible cores, unscrewing cores (rack & pinion design) or unscrewing cores driven by a hydraulic motor. To compare the performance and maintenance costs of these three designs will provide a better lesson than a single devastating event associated with either design.
Replaceability Principle
The replaceability principle has two main braches: a Critical Parts Inventory and Feature Design Considerations.
Critical Parts
In a lean environment where stock piles of finished goods are the exception, it’s important that molds are ready to run as scheduled. Having molds ready to run requires quick turnaround time on the bench. Reduced bench time is as dependent on parts availability as it is on a technician’s skills. An inventory of critical parts on hand is akin to having a spare tire in your trunk; it’s useless if you flip your car, but just what you need to get you back on the road when you have a flat.
Expanding the analogy, you could carry a spare tire (off the wheel) and some pry bars and a hand pump, but that’s not the same as having an inflated spare that you can bolt on. Taking a lead from the disciplines of SMED; any work that can be done ahead of time off-line expedites the repair process. Finished spares that may never get used may seem expensive, overly cautious and unnecessary, but in comparison to missed shipments, irate customers and hits on your quality score, they seem like a wise investment.
Remember we’re talking about designed for maintainability, hence we’re talking about parts that should be supplied as part of the robust package. This is not referring to off-the-shelf items—such as ejector pins and springs—but lifters, slides and cores, machined details that could take days or even weeks to get replaced in the event of a failure.
So exactly what parts are we talking about? The answers to two questions go a long way in helping to make that determination. The first question is “What is the likely failure mode?”. Is the part more likely to wear out or fail catastrophically? A part that may wear to failure can be observed and reordered well ahead of a failure event.
The second question is “What is the relative difficulty in replacing the component?” Relative difficulty entails not just effort but also time. Can the part be fabricated in a repair setting or will it require the capabilities of a full-service mold builder? Can it be made from readily available stock? Will it need heat treatment or special coatings?
Feature Design
The second branch of the replace-ability principle is that of design. With all of the technological advances that have transformed the art moldmaking for the better in the last 30 years, the trend seems to be toward more features cut in the solid as opposed to individually machined components pieced together to make a cavity.
I’m not in the least advocating that we go back to the way we used to do it, I’m not sure it was better, and it certainly was not more cost effective. But, from a maintainability perspective there are advantages to replaceable cores. A standing core that fractures off of a cut in the solid mold entails building up the damaged area with weld, mounting the mold half in a mill big enough to handle the block of steel, accurately picking up a location and running a patch program to re-machine a small feature that has to be perfectly blended with the existing part shape. Whereas the same feature on a replaceable core might be capable of being machined on a lathe or mill and installed to fit with a little hand work.
Judicious application of replaceable components is the recipe for success. Evaluate which components are most likely to be subject to lateral forces that could fatigue the part to failure. The length of cores should be considered. Sometimes even a partially ejected part hanging on a core may be enough to bend it. Replaceable design does not stop with solid features; it applies to lifters and slides as well. By default, these types of tooling are separate components and can be replaced, but replaceable design entails both of the following corollary principles.
Accessibility Principle
Design practice that reflects thoroughness is one that facilitates easy access to components that need to be disassembled for periodic cleaning, adjustment, repair or replacement. For instance, roll pins in lifter heads. If there is a row of lifters in series, the roll pins should be oriented so that access to one is not obstructed by the next lifter in line. The convenience of being able to remove a lifter from the PL while a mold is still in the press can literally save hours of time on a simple repair.
Front-loaded components, again, any component that can be removed and replaced without a complete disassembly of the tool can save time and headaches. Runner blocks, runner shut-offs, change-over components, these are examples of tooling that whenever possible should be front loaded.
The complimentary design practice is accessibility through the clamp plate. Action or tooling that can be unbolted via access holes in the clamp plate can save hours of disassembly time and reduce inherently dangerous handling procedures. I’m sure everyone has seen a puzzle-box— slide this piece half way, so you can slide the next one a little and so on until you finally release the lynch pin that holds it all together. Molds should not be puzzles. More repairs are done in crunch time than in leisure time, so the last thing you need is a cumbersome disassembly holding up a critical repair. In cases where disassembly is not straight forward, the disassembly should be documented. Troublesome disassemblies should be identified and documented as part of the initial inspection process for new tooling.
KISS Principle
Keep It Simple Stupid is not just a cute cliché; it too is a fundamental standard of good design. Never complicate designs needlessly, there’s more elegance in simplicity than in intricacy. I’ve seen accelerated lifter actions that caused part defects and maintenance problems. Once removed, the lack of acceleration did not impair mold function or part integrity in the least, which begs the question why was it designed that way in the first place? Why make an inclined slide when a slight redesign of feature shape would allow a flat plane slide action to suffice?
In a repair environment in my experience, reverse engineering is far more common than the luxury of dimensioned prints for every detail of the mold. Sometimes the decision of where to put a split line can be the determining factor in whether a repair department can make the fix or be forced to send the tool to a full service shop. Any component designed simply enough to be fabricated with the standard mill, lathe and grinder equipment, which most in-house toolrooms are limited to, scores far higher on the maintainability index than the alternatives.
Ultimately part geometry dictates tooling design, but wherever variables present themselves careful thought to the impact the design will have on how easily the mold can be maintained will be time and effort well spent. Designing a mold with a single-minded focus on producing a part is too narrow a perspective in the competitive world we live in. Maintenance is the fly-over zone in the life cycle of a mold between design and disposition that you can’t afford to ignore if you want to keep cost of ownership to a minimum and maximize profitability in your operation.
Summary
Many of the preceding suggestions have little or no impact on the cost of a mold, and consequently can only have a positive impact on the bottom line. Others may in certain cases carry a significant upfront price tag and will need to be evaluated with regard to the expectations of the tool in production—whether it will run in a critical just-in-time environment or a more relaxed setting where delivery delays can be easily managed.
Incorporating maintainability into your molds needs to be managed way out in front of the process. Before the RFQ is sent out for the next mold, the decision needs to be made that your business plan will take into account that maintenance is an unavoidable aspect of the lifecycle of a mold, and that you can’t afford to take a head-in-the-sand approach to it. Then along with the RFQ the expectations will be clearly delineated, so the mold builder will know what is expected and be held accountable when it is not provided. This can be handled in either a Statement of Work or a document such as Mold Build Guidelines.
True to the adage: Quality doesn’t cost, it pays. Calculated as Return on Investment, Cost of Ownership or whatever metric you choose, a well planned and executed mold design coupled with a comprehensive maintenance strategy will pay for itself not just in the end, but in every hour that it is not out of service on the bench.
















Related Content

Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
MoldMaking Technology's Most-Viewed Content 2022: Products
MMT shares the five top-viewed technologies, equipment and services of 2022 in each Engineer, Build, Maintain and Manage tenet based on Google Analytics.
Read More
VIDEO: Hot Runner Maintenance Tips
Scott Clark, Hot Runner Business Manager for Husky Technologies, breaks down maintenance practices for hot runner systems.
Read More
Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read MoreRead Next

Five Principles that Drive Mold Maintenance Efficiency
Individuals from companies that have embraced systemized mold maintenance share their stories.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More