
Complex Parts Put a Premium on High-Tech Mold Design
Equipment and component suppliers are developing a range of products for advanced moldmaking needs.



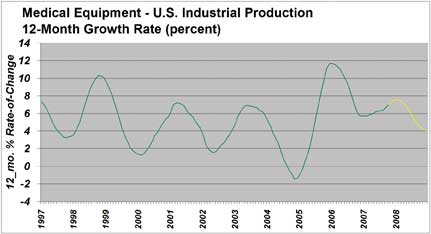
The growth rate in the data for U.S. output of Medical Equipment and Supplies exhibits a distinct two-year cyclical pattern. The growth rate in this industry is expected to decelerate in 2008, but total production will still post an annual gain very close to its long-term average of 4% per year. Data Source: Federal Reserve Board. Forecast: Mountaintop Economics & Research, Inc.

Husky unveiled a synchronized valve-stem actuation unit at K2007. Powered by a servo motor, the unit provides speed, accuracy and documentation in medical molding. Photo courtesy of Husky Injection Molding Systems Ltd.

E-Drive electric valve-gate actuator from Mold-Masters features “Synchro-Plate” technology that permits simultaneous activation of pins. Photo courtesy of Mold-Masters Ltd.
As medical OEMs seek greater levels of performance in their products, designs are emerging that test the ability of toolmakers to build molds that meet a range of production needs reliably and economically.
Notable among these needs are accurate and repeatable processing of small and complex parts, including miniature and micro components; multi-shot molding; in-mold assembly; and greater control of resin injection.



Suppliers of mold components and machining systems are responding with new and upgraded products that extend mold functionality and precision. Toolmakers consequently are gaining a range of options to improve their capabilities in a business that’s projected to grow steadily over the next decade, and remain relatively untouched by offshore competition, at least in high-tech mold design.
Building Parts In-Mold
In many applications, molds are engineered to do more than produce parts. Multi-shot molding, for example, coupled with in-mold assembly, is growing as OEMs seek ways of fabricating complex parts with minimal human intervention.
One moldmaker and processor that specializes in this is MGS Manufacturing (Germantown, WI). “Many designs we see are multi-shot assemblies,” says Mark Voelkner, Group Vice President. “Multi-shot molding permits the use of one mold to reduce assembly steps, variables and costs.”
The complexity of the process is evident in the molds MGS builds, most of which utilize indexing platens, rotary plates and assembly robots. The company is developing a multi-shot design that will utilize four materials—most are limited to two. Voelkner declines to reveal details, but says it will involve “a good amount of movement within the steel.”
One trend that illustrates the growing complexity of medical molds is multi-shot parts that combine thermoplastics with liquid silicone rubber (LSR), an elastomer often used for tactile surfaces. Voelkner says the challenge is designing a mold that accommodates the hot thermoplastic and the cold LSR. Separating them requires insulation plates, water cooling and, of course, indexing within the mold.
The experiences of MGS and other toolmakers underscore the need for mold components that meet the requirements of products whose designs leave no margin for error.
Electric Valve Gates
A key area of component development is hot runners, specifically, valve gate actuation systems. At least two companies added servo-driven actuators at K2007 in October, Mold-Masters (Georgetown, ON) and Husky Injection Molding Systems (Bolton, ON). They join another company with an electric valve gate, Ewikon Hot Runner Systems of America (East Dundee, IL).
Servo drives significantly improve the accuracy and response time of valve gates over hydraulic and pneumatic systems. When combined with pin-guiding liners in the valve gates, resin injection is precise and part production vestige-free, an important requirement for components like pipettes, whose dimensional tolerances are integral to their use.
“If you’re dealing with a medical component where the geometry has to be absolutely perfect, the gate area and gate cosmetics have to be perfect,” says Mike Ellis, Marketing Communications Manager at Mold-Masters.
Mold-Masters’ electric valve-gate actuator is called E-Drive. It utilizes “Synchro-Plate” technology, in which multiple valve pins are attached to one plate, and the plate, rather than individual pins, is actuated. “The servo motor drives the belts and screw assembly,” says Stefan Engleder, Product Development Engineer. “All the valve-pin holders open and close at the same time.”
Response time is in milliseconds, notes Engleder, faster than pneumatic or hydraulic actuators. When paired with Mold-Masters’ Accu-Valve CX (for commodity resins) or EX (engineering thermoplastics) pin-guidance systems in the nozzle, valve gating is claimed to be consistently accurate.
E-Drive fits in the mold and runs “very clean.” Apart from precision, it meets two important needs of medical molders: clean-room operation and compatibility with electric injection machines, a staple of many medical molding operations. The unit, which comes with a controller that can be integrated with an electric injection machine control, is designed for 32 cavities. Engleder says Mold-Masters wants to raise this to 64 or higher.
Husky cites similar benefits for its synchronized valve-stem actuation system. Designed for the company’s Ultra 350, 500 and 750 hot runner nozzles (numbers correspond to the nozzles’ outer diameter in millimeters), the unit’s servo motor also drives a plate that actuates valve pins, assuring simultaneous opening and closing and shot-to-shot consistency. Linked to Husky’s Altanium controller, pin position and speed (50mm. per sec.) are adjustable.
The unit’s electric motor and control have a benefit in quality reporting, notes Martin Baumann, Business Development and Marketing Manager. “With the electric signal you can document the open and close positions.”
The synchronized actuation system is for multi-cavity molds. “We don’t see a limit to cavitation,” Baumann says. When paired with the Ultra 350 nozzles, it can be used for small part molding, achieving a pitch center of 18mm.
Valve gate accuracy and tight pitch centers are achievable with conventional components, as well. Gunther Hot Runner Systems (West Chicago, IL), for example, claims simultaneous actuation with a system that lets molders adjust pins through the back of a tool. The pins are connected to a valve plate. When the plate shifts by hydraulic or pneumatic power, “there is simultaneous actuation of all the valves,” says Dan Limon, Technical Sales Manager.
Gunther, which does a lot of work with micro molds (shot sizes of 0.0002 grams have been achieved), insert molding and two-material molding, is experienced in designing tight pitch centers. Limon says the company routinely achieves 12mm. pitches, and can go smaller.
The company recently increased the voltage on its Gatekeeper nozzle, which distributes heat evenly across the shaft, and applied the design to different nozzles. Most hot runner nozzles seal off on a titanium ring at the end of the gate. Limon says the ring is a heat sink that affects nozzle temperature. To compensate for this, molders increase heat, which risks degrading resin. Gatekeeper’s sealing surface is about 3/8 inches from the gate, reducing heat loss and eliminating the need to raise temperature. Limon says that heating profiles are generally flat for the Gatekeeper design, while conventional nozzles show a spike in heat loss from gate sealing.
D-M-E Co. (Madison Heights, MI) touts its Polivalve hot runner system for medical molding. The valve gate unit comes in five sizes, the two smallest, V50 and V200, are recommended for medical parts, says Robert Ameel, Global Business Manager for Hot Runner Systems.
The V50 and V250 are used in a hot half system, which can be pneumatic or hydraulic. Tradenamed “Hot Half,” the system reportedly provides zero-gate vestige, cascade sequencing that eliminates weld lines and improved part surfaces. The system offers process flexibility, good surface finish and reduced secondary operations due to the elimination of knit lines and trimming.
Shot weights for the V50 nozzle range from 120 grams for high-viscosity resins to 400 grams for low-viscosity grades. The shot-weight range for the V200 is 200 to 800 grams.
One supplier specializing in miniature hot runners is Polyshot Corp. (West Henrietta, NY). The company’s Thinshot nozzle is rectangular and achieves pitch centers to around 12mm. Shot weights range from 0.5 to 25 grams per nozzle. The hot runner can be used in valve-gate or pinpoint systems of 2 to 128 nozzles, says President Doug Hepler.
Optimizing Metal Selection
An area affecting the design of molds and hot runners is materials. In nozzle design especially, suppliers report efforts to find metals that enhance operation and durability.
“Hot runner suppliers are paying more attention to material selection, especially in tips,” affirms Baumann. The goal is metals that provide a combination of thermal conductivity, wear resistance and toughness.
The benefits relate to performance and economy. A tip that maintains its shape and properties yields consistent parts, especially when a guiding system is designed for the valve stem, can operate in wide process conditions, and will reduce downtime for maintenance or replacement.
One approach by Husky is multi-material constructions. Though he declines to reveal specifics, Baumann says one example is the tip of the Ultra 750 nozzle, which is comprised of three materials: a thermally conductive metal that is relatively soft; a wear-resistant material on the inside of the tip that resists abrasion from glass- or mineral-filled resins; and an outside metal that toughens the tip.
Wear resistance is a special concern as more parts contain abrasive reinforcements—sometimes as much as 40 percent. Engleder says Mold-Masters is looking at ways to reduce wear. The valve and liner of the Accu-Valve EX nozzle have been optimized for filled resins.
One promising material candidate is Anviloy 1150, a tungsten-based alloy from CMW Inc. (Indianapolis, IN). Component suppliers say Anviloy outperforms H-13 hardened tool steel, and does slightly better in some areas than TZM, an expensive alloy of titanium, zirconium and molybdenum, used for years in hot runner nozzles and other components for heat and wear resistance.
Challenges for Machining
Increased demand for small medical parts, some micro-sized, is having a ripple effect through the moldmaking industry. Suppliers, of machining systems are developing ways to cut molds for tiny parts, including some weighing milligrams, or even fractions of a milligram.
“I see a continuing desire for miniaturization,” says Mark Rentschler, Marketing Manager at Makino (Mason, OH). Products like implantables and devices for unobtrusive use like hearing aids are getting smaller. This raises issues of how toolmakers can cut steel efficiently to the extreme degrees of dimensional accuracy such molds require.
Work underway by Makino—and other suppliers—seeks to determine how demand for smaller molds affects machining, from workpiece automation to milling accuracy and speed. Rentschler says there is testing underway with cutters, some with diameters of 0.002 inches, as well as electrodes for EDM systems that are designed for miniature or micro milling.
Makino offers EDM units for small molds. The EDGE2 sinker machines holes with almost microscopic diameters. At Makino’s home base in Japan, the EDGE2 reportedly created a 0.00044-inch-diameter hole in a fiber optic part with a 0.00024-inch-diameter silver tungsten electrode.
Rentschler points out that many medical applications require fine holes for functionality. The EDGE2 has X, Y and Z travels of 11.8 x 9.8 x 9.8 inches, traverses at 198 ipm, and can be programmed for continuous machining.
Another EDM for small parts is the EDAC1, which generates corner radii to 0.005mm. Heat-control technologies maintain positioning and pitch accuracy to +/-1 micron, and the unit achieves surface-finish quality of 0.6 micron Ry. The EDAC1 handles 110-lb workpieces. X, Y and Z travel axes are 8.6 x 7.0 x 8.6 inches.
Mitsubishi EDM (Wood Dale, IL) has a small, highly automated machining system for medical molds. One feature of the MD+PRO II is the ability to flush the surface of irregularly shaped molds quickly. This is done through use of a high-voltage power supply that Greg Langenhorst, Technical Marketing Manager, says flushes nozzles 20 percent faster than EDMs cutting a flat surface. While flushing nozzles are near the surface of a flat workpiece to remove sludge and cutting debris, an irregular surface puts nozzles at different distances from the surface. The MD+PRO II applies higher gap voltage to compensate for the distance, and to assure that the nozzles operate at the same speed as the cutting wire.
The machine comes with the MD+CELL, which includes a table-mounted, six-axis robot that changes workpieces weighing
up to 25 lb. The EDM handles 31.4 x 23.6 x 8.4-inch workpieces, and cuts with wire diameters of 0.006 to 0.12 inches. The unit has a small footprint—62 x 65.6 x 75.9 inches—and sells for under $95,000.
Another new wire machine from Mitsubishi is the Advance Series, which adjusts power and motion pressure when cutting through multiple thicknesseses. It does this by taking 3-D model information from a CAM program and using it to regulate cutting. Benefits include the elimination of wire lines and other flaws.
One company with a machining system for small molds is Matsuura. The LX-0 vertical machining center, in three- and five-axis versions, is fast, extremely accurate and capable of tight corner radii, says Dave Lucius, Vice President of Sales at distributor Methods Machine Tools (Elgin, IL). The machine achieves speed and accuracy from a Fanuc linear motor—it has no ball screws. The LX-0 has a 40,000-rpm spindle, and all axes are controlled in sub-micron scales. X, Y and Z travel is 12.99 x 11.81 x 9.84 inches. Table size is 21.25 x 12.59 inches. Though relatively small, the machine is heavy, which dampens harmonics.
Bright Future for Medical
Growth is predicted for this industry (see Market Data graph) especially for advanced medical devices. Most will require molds with high functionality. Due to design challenges and quality requirements (think FDA certification), outsourcing is not an option. Toolmakers experienced in high-end design will find opportunities and, importantly, resources from equipment and component suppliers to exploit the market’s potential.















Related Content

Customized CAM Strategies Improve Five-Axis Blow Mold Machining
The proper machining process and workflow can impact blow mold production, making your CAM software selection critical.
Read More
Developments in High-Speed Machining Technology
There have been many exciting developments in high-speed machining relative to machining centers and controls, tooling and CAD/CAM systems.
Read More
Hybrid Milling/Drilling Machine Reduces Total Mold Machining Time
MSI Mold Builders now squares, plus drills and taps eye-bolt holes on 50% of its tools in a single setup using a five-axis milling/drilling center with a universal spindle.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read MoreRead Next

Moldmaking Skills Give Mar-Lee a Business Boost
Molder taps tool building skills to maintain double-digit growth in high end of the market.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More